Изобретение относится к технике электрорадиомонтажных работ, а именно к устройствам для обвязки жгутов проводов.
Известно устройство для обвязки жгутов проводов с ответвлениями гибкой нитью однониточным цепочным вязальнЕлм узлом, которое содержит установленный в корпусе на оси качания петлеобразователь, .вязальную иглу с крючком/ кинематически связанную с приводом осевого возвратно-поступательного перемещения, механизм возвратно-вращательного перемещения петлеобразователя относительно канала для пропускания ствола жгута и механизм возвратно-качательного отклонения вязальной иглы С
Однако при использовании известного устройства в условиях автоматизированного процесса раскладки проводов в жгут необходимо демонтировать с монтажного стола трассировочные шпильки -или перенести сформирован НЕЙ жгут проводов на специальный стенд для обвязки. Это обусловлено тем, что при переносе устройства на шаг обвязки для образования последующего узла в месте расположения трассировочной шпильки три нити, связываюцие жгут с
челноком и иглой, располагаются перпендикулярно к оси шпильки, что не позволя ет осуществить перенос устройства.
Цель изобретения - расширение функциональных возможностей устройства.
Поставленная цель достигается тем, что устройство для обвязки жгутов проводов снабжено вьтолненным в
10 виде пневмоцилиндра со штоком дополнительным приводом возвратно-поступательного перемещения петлеобразователя в плоскости обвязки и кинематическими связями между петлеобразователем,
15 стержнем вязальной иглы и корпусом, а рабочая часть петлеобразователя выполнена в виде полого стержня с загнутым в плоскости обвязки наконёч2Q НИКОМ, при этом ось качания петлеобразователя закреплена на штоке.
Применение в устройстве дополнительного привода петлеобразователя и кинематической связи петлеобраэователя со стержнем вязальной иглы поз25воляет после формирования узла на жгуте проводов и переносе устройства по продольной оси жгута на шаг обвязки поднимать петлеобразователь и вязальную иглу с образованным углом
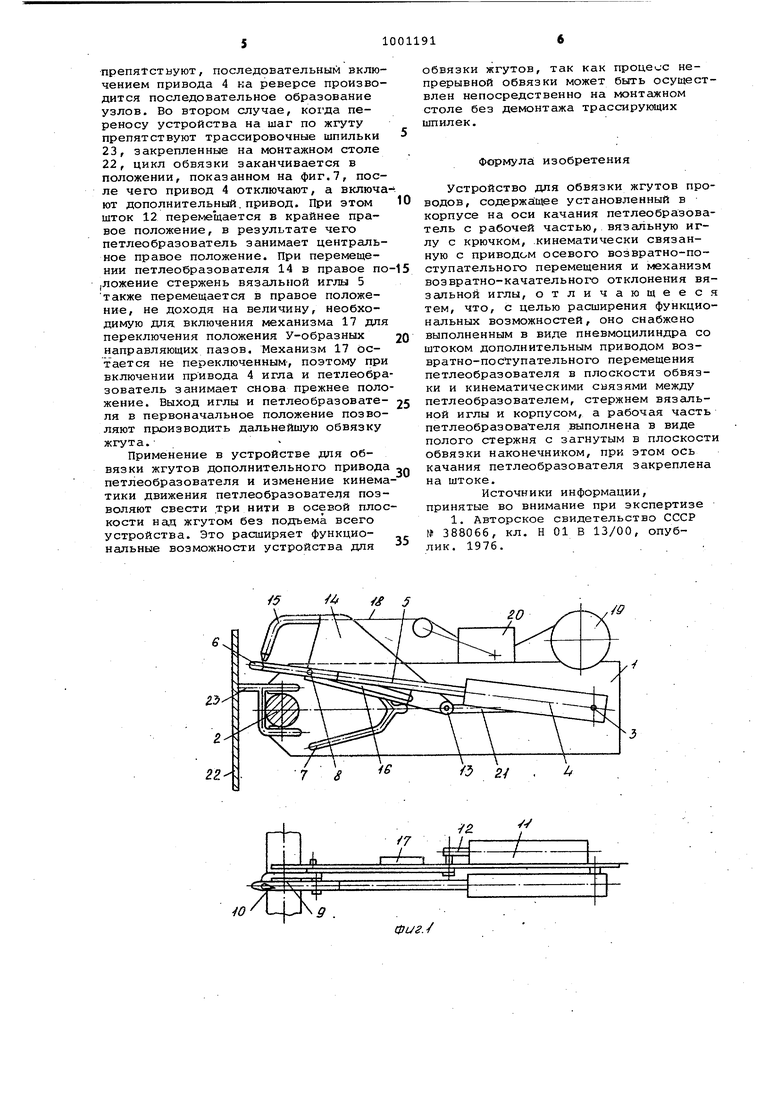
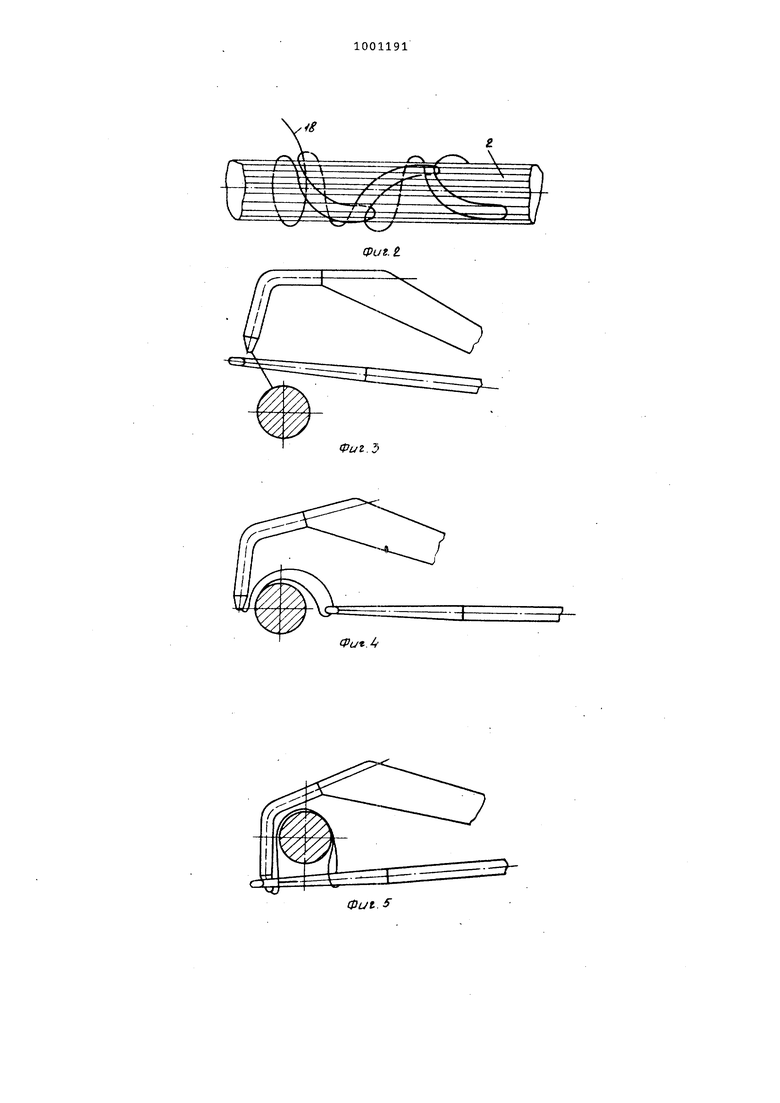
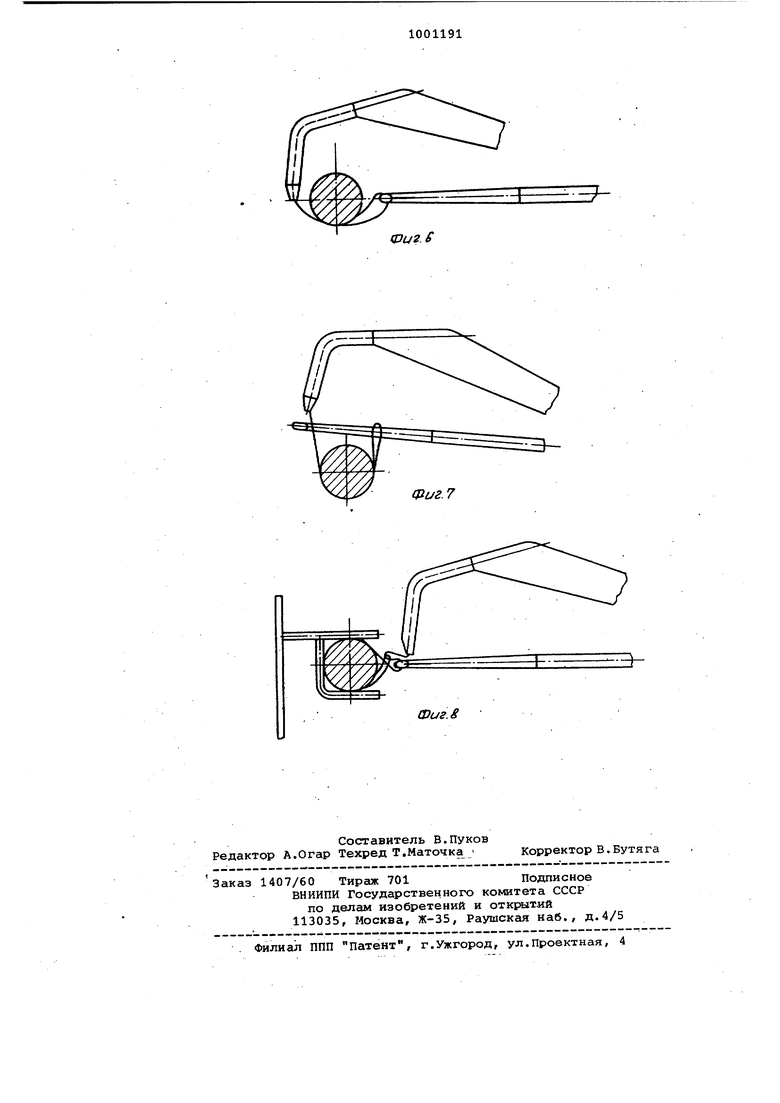
30 над стволом жгута. На фиг.1 изображена схема устройства для обвязки жгутов проводов; на фиг.2 схема образования узла; на фиг.3-7 - последовательные положе ния вязальной иглм и петлеобразовате ля при формировании узла; на фИГ.8 3-1сходное положение вязальной иглы и петлеобразователя при переносе устройства на шаг обвязки. Устройство содержит корпус 1, на котором выполнена направляющая под жгут 2 проводов. На корпусе 1 мощи шарнира 3 установлен привод 4 возвратно-поступательного перемещения стержня вязальной иглы 5 с крючком 6. В корпусе 1 выполнены У -образные направляющие пазы 7, в которых расположен штифт 8, запрессованный в стержень- вязальной иглы 5. В стержне вязальной иглы 5 напротив острия крючка 6 установлен с воз можностьго ограниченного поворота на оси 9 флажок 10. На корпусе 1 установлен дополнительный привод возвратно-поступатель ного перемещения, выполненный в ниде пневмоцилиндра 11 со штоком 12, на котором закреплена ось 13 качания петлеобразования 14, рабочая часть которого выполне 1а в виде полого стержня с Г-образным наконечником 1 В теле петлеобразователя 14 выполне сквозной продольный направляющи-й па 16, в котором расположен штифт 8 вя зальной иглы 5, выходящий на противоположную сторону корпуса 1 и взаи модействующий с ведомглм элементом механизма 17, предназначенного для переключения положения У-образных направляющих пазов 7. Гибкая обвязочная нить 18 проход с отдающего устройства 19 через ком пенсирующий механизм 20. В корпусе выполнен направляющий паз 21, в кот ром установлена с возможностью пере мещения ось 13 качания петлеобразов теля 14. Жгут 2 проводов уложен на монтажном столе 22 с применением трассировочных шпилек со скобой 23. Устройство работает следующим об разом. С помощью специального.автоматического устройства или оператором устройство для обвязки жгутов прово дов располагают перпендикулярно к плоскости монтажного стола 22 и к жгуту 2 проводов, при этом вязальная игла 5 и петлеобразователь 14 заним ют исходное положение (фиг.8), Гибку нить 18, смотанную с отдающего устройства 19, пропускают через компен сирующий механизм 20 и через канал наконечника 15, после чего ее конец закрепляют на жгуте проводов. По команде срабатывает привод 4, в результате чего стержень вязальной иглы 5 перемещается в крайнее левое положение. Штифт 8, запрессованный 3 стержень 5, с помощью механизма 17 передвигается по верхней части У-образных направляющих пазов 7, в результате чего крючок 6 вязальной иглы 5 переметается в крайнее левое верхнее положение. В это время дополнительный привод отключен в результате воздействия штифта 8, который проходит через паз 16 петлеобразователя 14, наконечник 15 перемещается также jB верхнее крайнее левое положение. Одновременно в крайнее левое положение перемещается также и шток 12 дополнительного привода. По окончании описанного выше цикла механизм занимает левое положение (фиг.З), которое соответствует началу образования однониточного цепного обвязочного узла (фиг.2). В конце цикла выхода вязальной иглы 5 и петлеобразователя 14 в исходное положение по команде включается дополнительный привод, в результате чего ось 13 качания удерживается во время образования узла в крайнем левом положении. По команде приводом 4 вязальная игла 5 перемещается вдоль своей оси в крайнее правое положение, но так как штифт 8 вязальной иглы 5 перемещается в У-образных направляющих пазах 7, а привод 4 вместе с вязальной иглой 5 может поворачиваться вокруг шарнира 3, то крючок б занимает второе положение, при котором он производит захват гибкой нити 18 и образование петли. Одновременно штифтом 8 петлеобразователь 14 поворачивается относительно оси 13 качания против часовой стрелки и наконечник 15 занимает центральное положение (фиг.4). При переходе штифта 8 по У-образным направляющим пазам 7 в крайнее правое положение происходит переключение механизма 17, в результате чего при реверсировании привода 4, когда стержень 5 иглы начинает по команде перемещаться в левое положение, штифт 8 начинает перемещаться по нижней ветви У-образных направляющих. В конце хода обвязочная игла 5 и петлеобразователь 14 занимают положение/ показанное на фиг.5. При реверсировании привода 14 обвязочная игла 5 и петлеобразователь 14 последовательно занимают положения, показанные на фиг. б и 7.. При их выходе в положение, показанное на фиг.7, заканчивается образование одного узла вокруг жгута. В дальнейшем устройство для обвязки жгутов проводов можно перенести на следующий шаг для обвязки, причем здесь может быть два случая. В первом случае, когда образовывается следующий узел, а переносу устройства вдоль жгута шпильки 23 не препятствуют, последовательным включением привода 4 ка реверсе производится последовательное образование узлов. Во втором случае, когда переносу устройства на шаг по жгуту препятствуют трассировочные шпильки 23, закрепленные на монтажном столе 22, цикл обвязки заканчивается в положении, показанном на фиг.7, после чего привод 4 отключают, а включа ют дополнительный,привод. При этом шток 12 перемещается в крайнее правое положение, в результате чего петлеобразователь занимает центральное правое положение. При перемещении петлеобразователя 14 в правое по (Ложение стержень вязальной иглы 5 также перемещается в правое положение, не доходя на величину, необходимую для включения механизма 17 для переключения положения У-образных направляющих пазов. Механизм 17 остается не переключенным-, поэтому при включении привода 4 игла и петлеобра зователь занимает снова прежнее поло жение. Выход иглы и петлеобразователя в первоначальное положение позволяют производить дальнейшую обвязку жгута. Применение в устройстве для обвязки жгутов дополнительного привода петлеобразователя и изменение кинема тики движения петлеобразователя позволяют свести три нити в осевой плос кости на,ц жгутом без подъема всего устройства. Это расширяет функциональные возможности устройства для обвязки жгутов, так как процесс непрерывной обвязки может быть осуществлен непосредственно на монтажном столе без демонтажа трассирующих шпилек. Формула; изобретения Устройство для обвязки жгутов проводов, содержа1щее установленный в корпусе на оси качания петлеобразователь с рабочей частью, вязальную иглу с крючком, .кинематически связанную с приводом осевого возвратно-поступательного перемещения и механизм возвратно-качательного отклонения вязальной иглы, отличающееся тем, что, с целью расширения функциональных возможностей, оно снабжено выполненным в виде пневмоцилиндра со штоком дополнительным приводом возвратно-посТупательного перемещения петлеобразователя в плоскости обвязки и кинематическими связями между петлеобразователем, стержнем вязальной иглы и корпусом, а рабочая часть петлеобразователя выполнена в виде полого стержня с загнутым в плоскости обвязки наконечником, при этом ось качания петлеобразователя закреплена на штоке. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 388066, кл. Н 01 В 13/00, опублик. 1976.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обвязки жгутов проводов | 1990 |
|
SU1811045A1 |
| Устройство для обвязки нитью жгутов проводов | 1981 |
|
SU1029236A1 |
| Устройство для обвязки жгута проводов нитью,проложенной на монтажном шаблоне с охватом шпилек | 1985 |
|
SU1354450A1 |
| Способ изготовления жгутов из проводов | 1987 |
|
SU1448423A1 |
| Шаблон для раскладки и обвязки проводов в жгут | 1991 |
|
SU1817272A1 |
| Устройство для обвязки нитью жгутов проводов | 1985 |
|
SU1339661A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1635295A1 |
| Устройство для обвязки жгутов проводов нитью | 1983 |
|
SU1171855A1 |
| Способ изготовления жгутов проводов | 1984 |
|
SU1332388A1 |
| Шаблон для раскладки проводов в жгут | 1988 |
|
SU1706072A1 |
/5/ / 5
8
f 2/
2
Л
f
I
4rt
V /v -rv;
s
Лг
