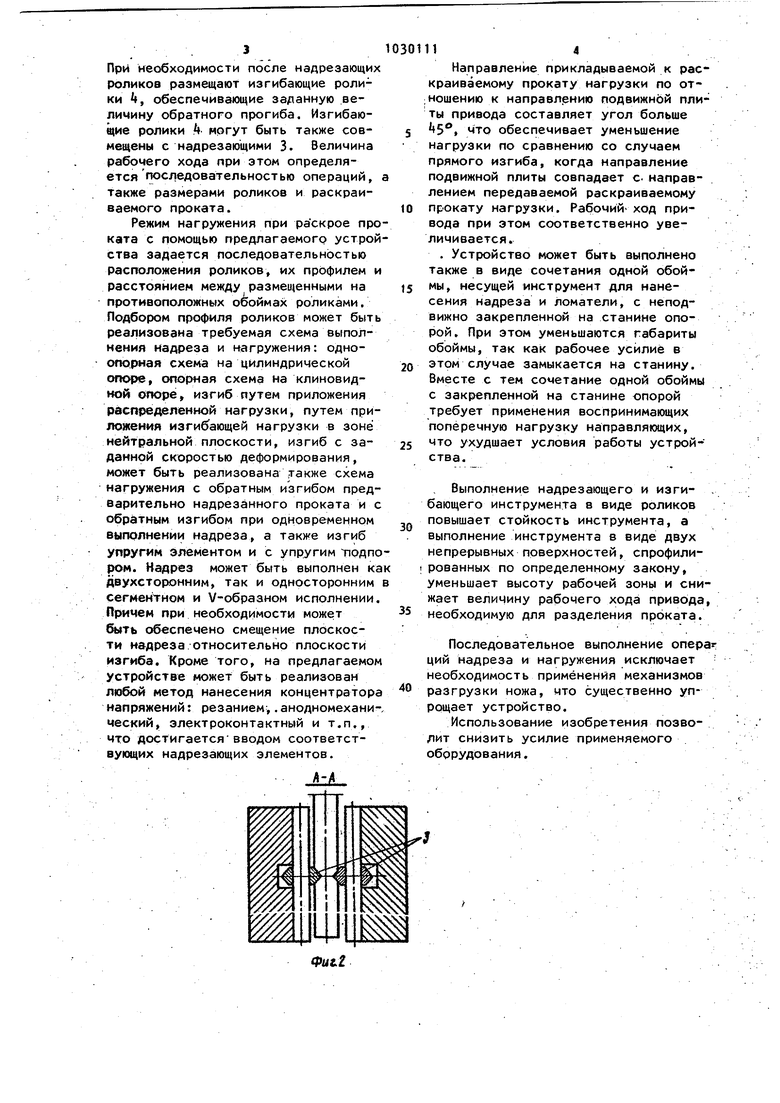
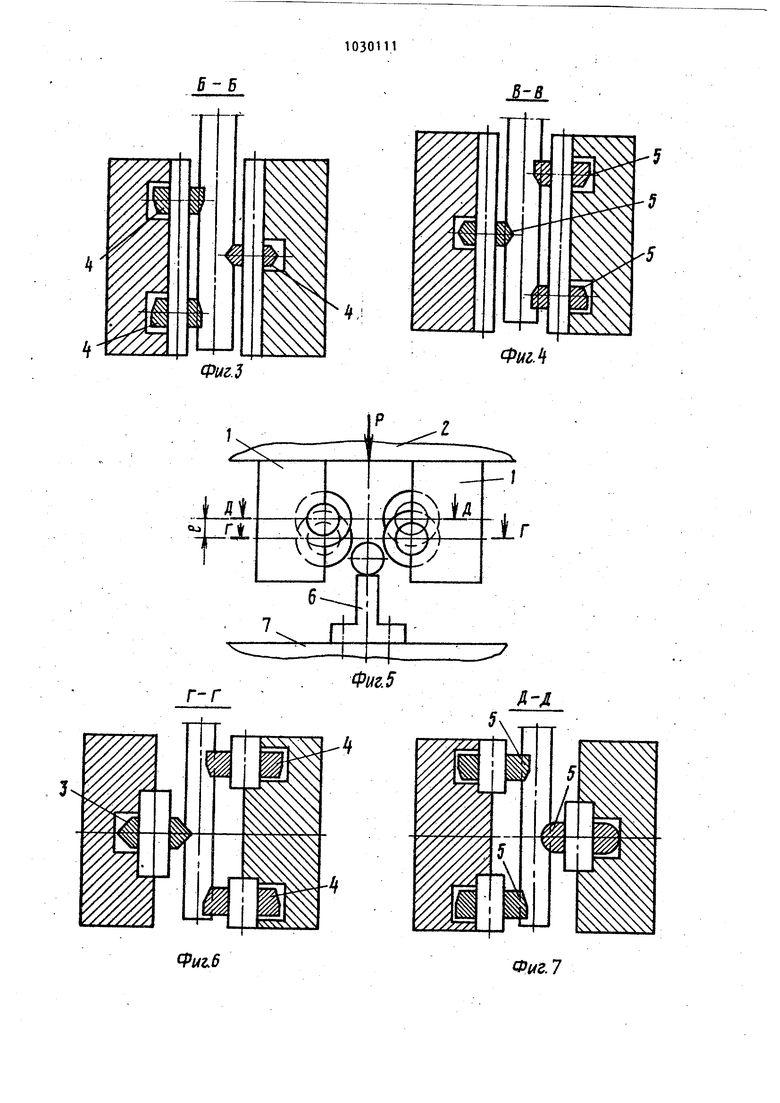
1 Изобретение относится к обработ ке металлов давлением и может быть использовано в машиносроении для разделения проката. Известно устройство для разделе ния проката, содержащее неподвижную плиту с установленным на ней ложементом, подвижную плиту, инструмент для нанесения концентрато ра напряжений и ломатели f1. Недостатком известного устройства является то, что оно требует кузнемно-прессового оборудования /большого усилия. Цель изобретения - снижение рабочего усилия. Указанная цель достигается тем, что устройство для разделения проката, содержащее неподвйжную плиту с установленным на ней-ложементом, подвижную плиту, инструмент для нанесения концентратора напряжений и ломатели, снабжено двумя обоймами, расположенными симметрично относительнр ложемента в плоское ти, перпендикулярной к оси проката с возможностью перемещения относительно него,, и взаимодействия с подвижной плитой, при этом инструмент для нанесения концентратора на пряжений и ломатели последовательно смонтированы на обоймах. При этом обоймы могут быть жестко закреплены на подвижной плите ил шарнирно смонтированы на неподвижной плите. Кроме того, устройство также может быть снабжено изгибающими элементами, смонтированными на обоймах Причем, с целью повышения стойкобти инструмента для нанесения кон центратора напряжений, изгибающие элементы и ломатели могут быть выполнены в виде роликов. На фиг. 1 изображена схема устройства для разделения проката при последовательно парном расположении инструмента, общий вид; на фиг.2 -. сечение А-А на фиг.1; на фиг.З - се чение Б-Б на фиг. 1;-на фиг. - сечение В-В на фиг.1; на фиг.5 схема устройства для разделения проката при последовательно индивидуал ном расположении инструмента, общий вид; на фиг.6 - сечение Г-Г на фиг, на фиг. - сечение Д-Д на фиг.5 на фиг.8 - схема устройства при раз мещении распределительных обойм на осях, общий вид| на фиг. - сечеVIJгие Е-Е на фиг.8; на фиг. 10 - сечение Ж-Ж на фиг.8. Устройство для разделения проката на части содержит две взаимно противополо кные обоймы, 1, взаимодействующие с подвижной плитой 2 привода, а также надрезающие 3, изгибающие и ломающие 5 ролики, установленные на обоймах 1. Кроме того, устройство снабжено ложементом 6, ус. тановленным между стойками на неподвижной плите 7 привода. При парном расположении инструмента пары изгибающих и ломающих роликов расположены на общих осях, удаленных друг от друга на расстоянии, превышающем наружный диаметр роликов. При индивидуальном расположении инструмента каждый изгибающий и ломающий ролик расположен на собственной оси, при этом расстояние между осями I (фиг.5) может быть минимально возможным. Обоймы 1 могут быть подвешены к подвижной плите (фиг.1), размещаться на осях 8 (фиг.8 или упругих элементах, опирающихся на неподвижную плиту привода. При этом они могут фиксироваться упорами или стягиваться лентой, жесткой рамой, колоннами с резьбой, позволяющей регулировать зазор между роликами при изменении размера раскраиваемого проката, глубины надреза или величины изгиба. Регулировка зазора между роликами может быть достигнута также набором сменных роликов различных диаметров или перекосом стоек. Регулировка плеча изгиба обеспечивается набором регулирующих втулок или нарезанной на осях роликов, резьбы. Устройство работает следящим образом. Раскраиваемый прокат подают на ло жемент 6 так, чтобы плоскость предполагаемого разрушения совпала с плоскостью симметрии надрезающих роликов, после чего включают рабочий ход, обеспечивающий перемещение подвижной плиты, а также взаимодействующих с ней обойм 1 в сторону раскраиваемого проката. Размеи(енные в обоймах надрезащие ролики 3 выполняют надрезы в левой и правой части сечения раскраиваемого проката, а в сл рдующий номент ломающие ролики 5 изгибают надрезанный прокат по заданной схеме до разрушения
3
при необходимости после надрезающих роликов размещают изгибающие ролики k, обеспечивающие заданную величину обратного прогиба. Изгибающие ролики могут быть также совмещены с надрезающими 3. Величина рабочего хода при этом определяется последовательностью операций, а также размерами роликов и раскраиваемого проката.
Режим нагружения при раскрое проката с помощью предлагаемого устройства задается последовательностью расположения роликов, их профилем и расстоянием между размещенными на противоположных обоймах роликами. Подбором профиля роликов может быть реализована требуемая схема выполнения надреза и нагружения: одноопорная схема на цилиндрической опоре, опорная схема на клиновидной опоре у изгиб путем приложения распределенной нагрузки, путем приложения изгибающей нагрузки в зоне нейтральной плоскости, изгиб с заданной скоростью деформирования, может быть реализована также схема нагружения с обратным изгибом предварительно надрезанного проката и с обратным изгибом при одновременном выполнении надреза, а также изгиб упругим элементом и с упругим подпором. Надрез может быть выполнен ка двухсторонним, так и односторонним сегментном и V-обрааном исполнении. Причем при необходимости может ть обеспечено смещение плоскоети надреза относительно плоскости изгиба. Кроме того, на предлагаемом устройстве может быть реализован любой метод нанесения концентратора напряжений: резанием;.анодномехани-, ческий, электроконтактный и т.п., что достигаетсявводом соответствующих надрезающих элементов.
-diL.
114
Направление прикладываемой к раскраиваемому прокату нагрузки по от;ношению к направлению подвижной плиты привода составляет угол больше 45, что обеспечивает уменьшение нагрузки по сравнению со случаем прямого изгиба, когда направление подвижной плиты совпадает с направлением передаваемой раскраиваемому прокату нагрузки. Рабочий ход привода при этом соответственно увеличивается.
. Устройство может быть выполнено также в виде сочетания одной обоймы, несущей инструмент для нанесения надреза и ломатели, с неподвижно закрепленной на станине опорой. При этом уменьшаются габариты обоймы, так как рабочее усилие в этом случае замыкается на станину. Вместе с тем сочетание одной обоймы с закрепленной на станине опорой требует применения воспринимающих поперечную нагрузку направляющих, что ухудшает условия работы устройства.
Выполнение надрезающего и изгибающего инструмента в виде роликов повышает стойкость инструмента, а выполнение инструмента в виде двух непрерывных поверхностей, спрофилированных по определенному закону, уменьшает высоту рабочей зоны и снижает величину рабочего хода привода необходимую для разделения проката.
Последовательное выполнение опер ций Надреза и нагружения исключает необходимость применения механизмов разгрузки ножа, что существенно упррщает устройство.
Использование изобретения позволит снизить усилие применяемого оборудования.
5-Б
J-1
Фиг.З
ФигЛ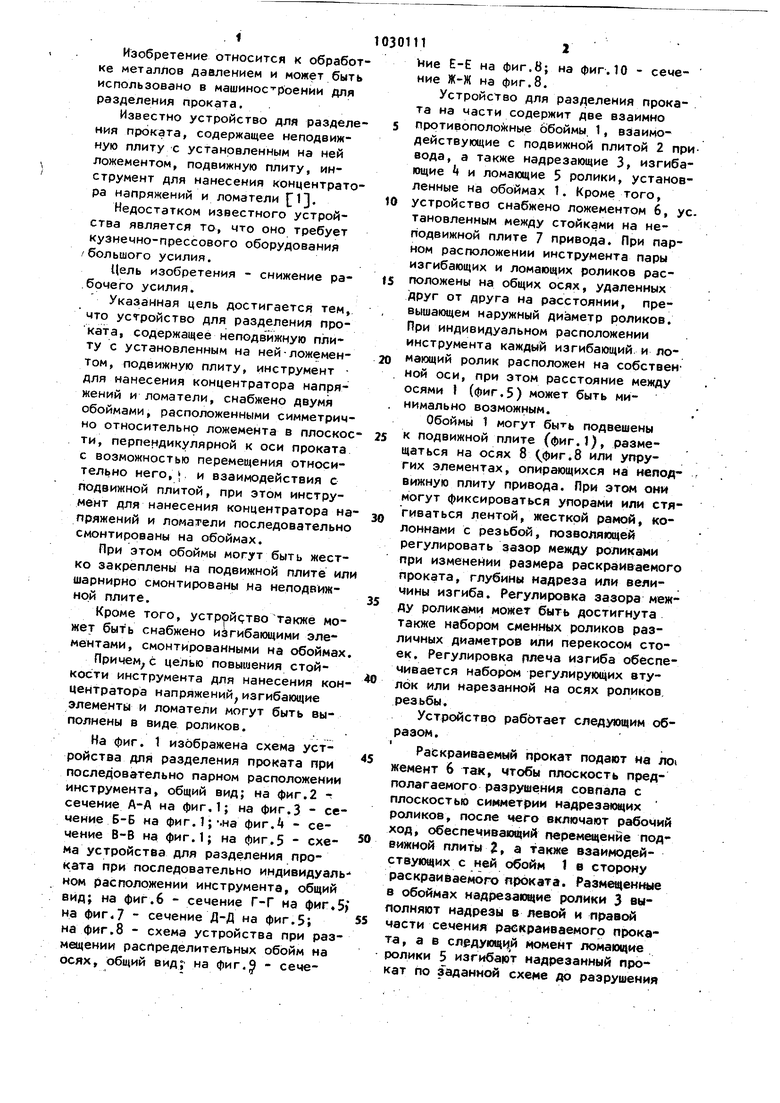
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для разделения проката | 1989 |
|
SU1733203A1 |
| Устройство для разделения проката | 1978 |
|
SU831430A1 |
| Установка для ломки проката | 1979 |
|
SU1049202A1 |
| СПОСОБ РАЗДЕЛЕНИЯ ПРОКАТА ПРЕИМУЩЕСТВЕННО СКРАПА ДЛИННОМЕРНОГО ПРОФИЛЯ НА ЧАСТИ | 1995 |
|
RU2082565C1 |
| Устройство для разделения проката | 1985 |
|
SU1243911A1 |
| КОМПЛЕКС ДЛЯ РАСКРОЯ ПРУТКОВОГО И ТРУБЧАТОГО МАТЕРИАЛА НА МЕРНЫЕ ЗАГОТОВКИ МЕТОДОМ ТЕХНОЛОГИЧЕСКОГО РАЗРУШЕНИЯ | 2000 |
|
RU2216436C2 |
| Устройство для ломки проката | 1980 |
|
SU870017A1 |
| СПОСОБ ЛОМКИ МАТЕРИАЛА НА ЗАГОТОВКИ | 1995 |
|
RU2074793C1 |
| Установка для разделения материала | 1977 |
|
SU634865A1 |
| Установка для раскроя проката | 1991 |
|
SU1775245A1 |

Г-Г
Фиг. 5
fPutB
Фиг.1
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Установка для ломки проката | 1973 |
|
SU578166A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
