/ff & 5 1у 14
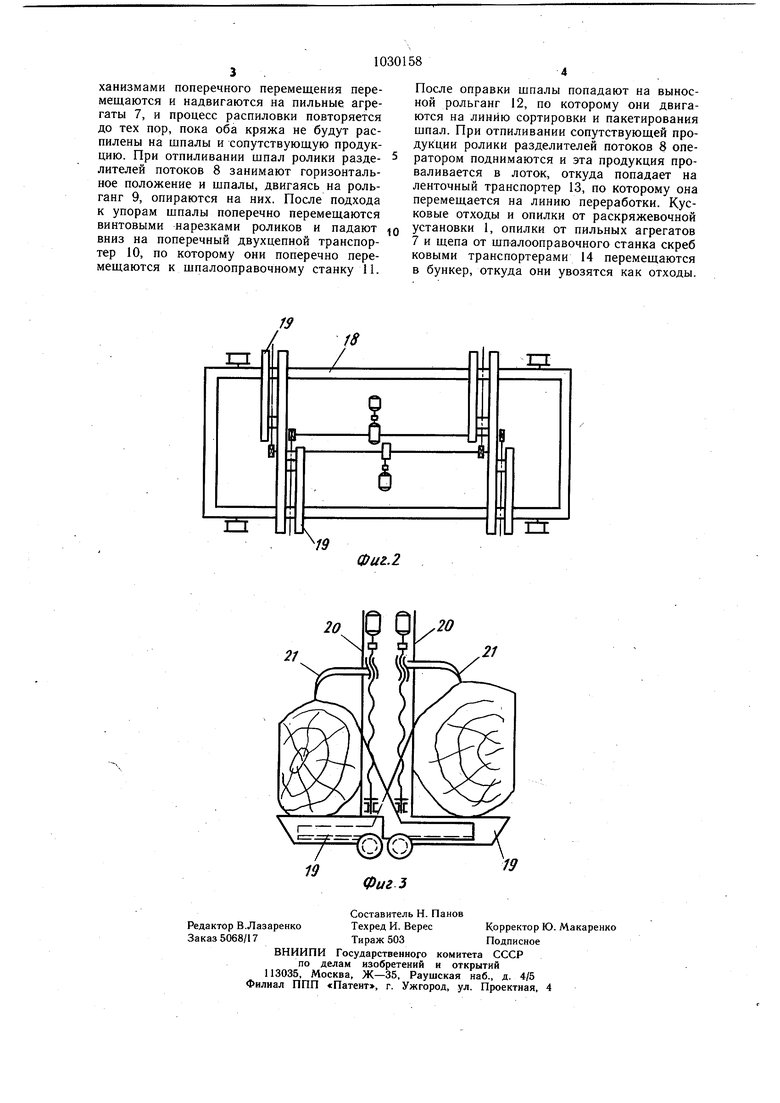
фиг.1 7 Изобретение относится к оборудованию для распиловки бревен и может быть использовано в деревообрабатывающей промышленности. Известна линия для распиловки бревен, включающая питатель щпалорезного станка, тележку, имеющую воз южность возвратно-поступательно перемещаться по рельсовому пути. Рельсовый путь расположен вдоль хода технологического процесса. Около рельсового пути расположена пила. За пилой следуют транспортер-накопитель щпал и транспортер сопутствующей продукции. За транспортером-накопителем щпал расположен щпалооправочный станок 1. Эта линия имеет недостаточную производительность в том случае, если поступление сырья превьшает возможность его переработки в одностанковом щпалорезном цехе. Известна также линия распиловки бревен, содержащая установленные по ходу технологического процесса подающий рольГанг, двухсторонний сбрасыватель, поперечные транспортеры, продольные транспортеры, поперечные питатели и расположенные за ними по ходу подачи пильные агрегаты, установленную на рельсовом пути тележку, систему выносных транспортеров готовой и сопутствующей продукции и пульт управления 2. Недостатком такой линии является сложная конструкция, вызванная тем, что в линии установлены две тележки и четыре пильных агрегата. Цель изобретения - упрощение конструкции линии. Эта цель достигается тем, что поперечные питатели снабжены кантователями, а рельсовый путь с тележкой расположены между ними, при этом в начале рельсового пути и напротив пульта управления установлены зеркала. Кроме того, тележка выполнена в виде рамы с поперечными направляющими, на которых установлены стойки с крючьями, обращенными во внешние стороны от продольной оси тележки. На фиг. 1 изображена схема линии; на фиг. 2 - схема рельсовой тележки, вид сверху; на фиг. 3 - то же, вид сбоку. Линия распиловки бревен состоит из установленных по ходу технологического процесса подающего рольганга с двухсторонним сбрасывателем 1, поперечных транспортеров 2, продольных транспортеров 3 с упорами, поперечных питателей 4, в конце которых установлены реечные кантователи кряжей 5. За поперечными питателями 5 следует тележка 6 на рельсовом пути, который расположен в середине между ними. С обеих сторон рельсового пути установлены пильные агрегаты 7, за ними согласно технологическому процессу следуют разделители потоков 8, представляющие собой горизонтальные ролики с шарнирно укрепленной на одной опоре осью и имеющие возможность подниматься в наклонное положение гидротолкателем. Затем следуют винтовые рольганги щпал 9 с упорами. Под рольгангами шпал ниже рельсового пути в поперечном направлении расположен двухцепной поперечный транспортер шпал 10, за которым по ходу технологического процесса следует шпалооправочный станок 11, с противоположной стороны которого расположен выносной рольганг готовых щпал 12. Между разделителями потоков о и рольгангами шпал 9 ниже поперечного транспортера 10 расположен ленточный транспортер сопутствующей продукции 13. Для уборки отходов от раскряжевочной установки 1 пил 7 шпалооправочного станка И служит система скребковых транспортеров 14. Около одного из пильных агрегатов 7, между ним и поперечным питателем 3 установлен пульт управления 15. В начале рельсового пути тележки 6 установлено зеркало 16, служащее для визуального контроля торцов кряжей, расположенных на тележке 6. Для визуального бокового контроля бревна, расположенного на стороне тележки, противоположной пульту управления, служат зеркала 17. Тележка б имеет раму 18, на которой укреплены поперечные направляющие 19 с двумя системами передвижных стоек 20 с крючьями 21, обращенными во внещние стороны от продольной оси тележки. Тележка 6 позволяет помещать на ней с обеих сторон одновременно два кряжа. Тележка 6 под действием привода имеет возможность возвратно-поступательно перемещаться по рельсовому пути мимо пильных агрегатов 7. Работа линии происходит следующим образом. . Тележка в исходном положении, показанном на фиг. 1, находится между поперечными питателями 3. Шпальные кряжи в процессе раскряжевки бревна двухсторонним сбрасывателем подаются на поперечные транспортеры 2, откуда они перемещаются на продольные транспортеры 4. Двигаясь в продольном направлении, они упираются торцами в упоры и перемещаются на поперечные питатели 3, с которых они пощтучно загружаются на направляющие опоры, с обеих сторон тележки 6. Оператор, наблюдая в зеркало 16, кантователями 5 поворачивает кряжи на углы в соответствии с выбранными схемами раскроя кряжей. После чего механизмами крепления кряжи закрепляются и механизмами поперечного перемещения перемещаются на расстояния в соответствии с толщиной отпиливаемых горбылей. Затем тележкой 6 кряжи надвигаются на пильные агрегаты 7, происходит пиление. После отпиливания горбылей тележка совершает холостой ход и возвращается в исходное положение, крепление кряжей освобождается, кантователями 5 кряжи поворачиваются, затем снова закрепляются, механизмами поперечного перемещения перемещаются и надвигаются на пильные агрегаты 7, и процесс распиловки повторяется до тех пор, пока оба кряжа не будут распилены на шпалы и сопутствующую продукцию. При отпиливании шпал ролики разделителей потоков 8 занимают горизонтальное положение и шпалы, двигаясь на рольганг 9, опираются на них. После подхода к упорам шпалы поперечно перемещаются винтовыми нарезками роликов и падают вниз на поперечный двухцепной транспортер 10, по которому они поперечно перемещаются к щпалооправочному станку 11. После оправки шпалы попадают на выносной рольганг 12, по которому они двигаются на линию сортировки и пакетирования шпал. При отпиливании сопутствующей продукции ролики разделителей потоков 8 оператором поднимаются и эта продукция проваливается в лоток, откуда попадает на ленточный транспортер 13, по которому она перемещается на линию переработки. Кусковые отходы и опилки от раскряжевочной установки 1, опилки от пильных агрегатов 7 и щепа от шпалооправочного станка скреб 14 перемещаются ковыми транспортерами в бункер, откуда они увозятся как отходы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для раскряжевки бревен | 1983 |
|
SU1130459A1 |
| Шпалопильный станок | 1991 |
|
SU1792365A3 |
| ЛЕНТОЧНОПИЛЬНЫЙ СТАНОК | 2012 |
|
RU2547551C2 |
| ШПАЛОРЕЗНЫЙ СТАНОК | 1969 |
|
SU233871A1 |
| АВТОМАТИЧЕСКАЯ ЛЕСОПИЛЬНАЯ ЛИНИЯ | 1996 |
|
RU2109623C1 |
| ШПАЛОРЕЗНЫЙ СТАНОК-'r.UT'K.'f<;• ,, -'„i,liS •.,.•! | 1970 |
|
SU286185A1 |
| Устройство для распиловки бревен | 1985 |
|
SU1308473A1 |
| Устройство для раскряжевки бревен | 1980 |
|
SU905068A1 |
| Устройство для распиловки бревен на отрезки заданной длины | 1982 |
|
SU1168091A3 |
| ЛЕНТОЧНОПИЛЬНАЯ ЛИНИЯ СО СТУПЕНЯМИ ПРОДОЛЬНОЙ РАСПИЛОВКИ ЛЕСОМАТЕРИАЛА | 2015 |
|
RU2599562C1 |
1. ЛИНИЯ РАСПИЛОВКИ БРЕВЕН, содержаш,ая установленные по ходу технологического процесса подаюш,ий рольганг, двусторонний сбрасыватель, поперечные и продольные транспортеры, поперечные питатели и расположенные за ними по ходу подачи пильные агрегаты, установленную на рельсовом пути тележку, систему выносных транспортеров готовой и сопутствуюшей продукции и пульт управления, отличающаяся тем, что, с целью упрощения конструкции, поперечные питатели снабжены кантователями, а рельсовый путь с тележкой расположены между ними, при этом в начале рельсового пути и напротив пульта управления установлены зеркала. 2.ЛИНИЯ по п. 1, отличающаяся тем, что тележка выполнена в виде рамы с поперечными направляющими, на которых установлены стойки с крючьями, обращенными во внешние стороны от продольной оси те€ лежки.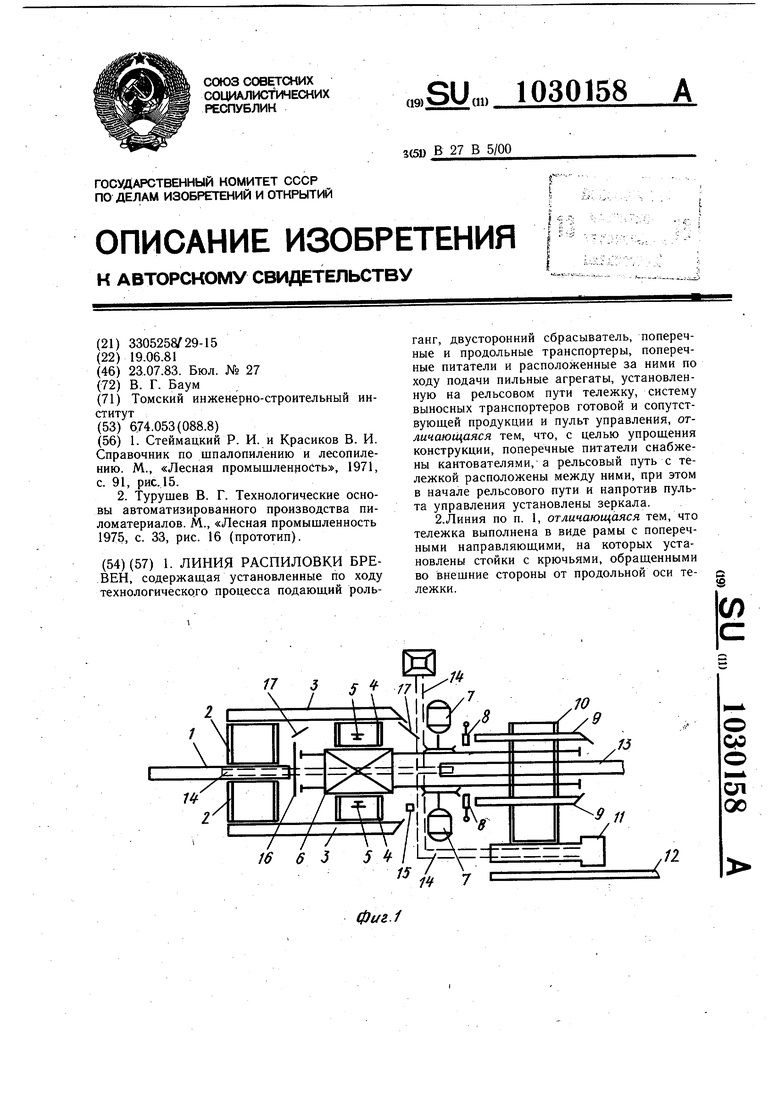
19
/
18
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Стеймацкий Р | |||
| И | |||
| и Красиков В | |||
| И | |||
| Справочник по шпалопилению и лесопилению | |||
| М., «Лесная промышленность, 1971, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Турушев В | |||
| Г | |||
| Технологические основы автоматизированного производства пиломатериалов | |||
| М., «Лесная промышленность 1975, с | |||
| Способ сопряжения брусьев в срубах | 1921 |
|
SU33A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
