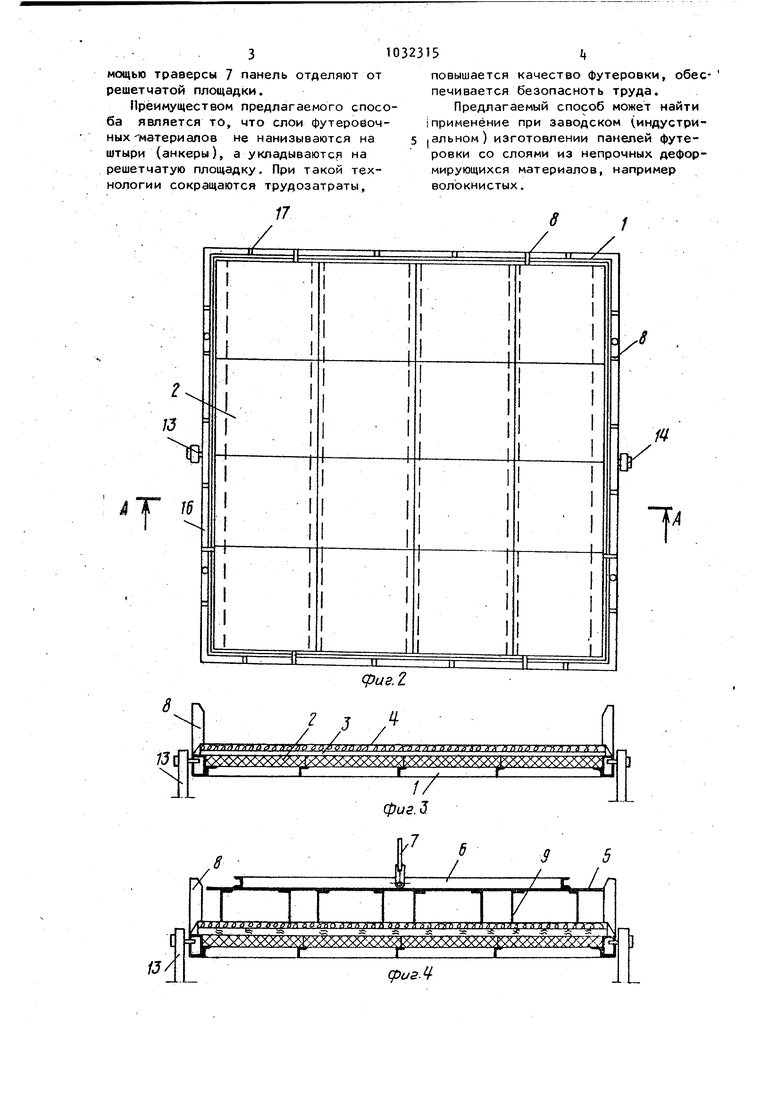
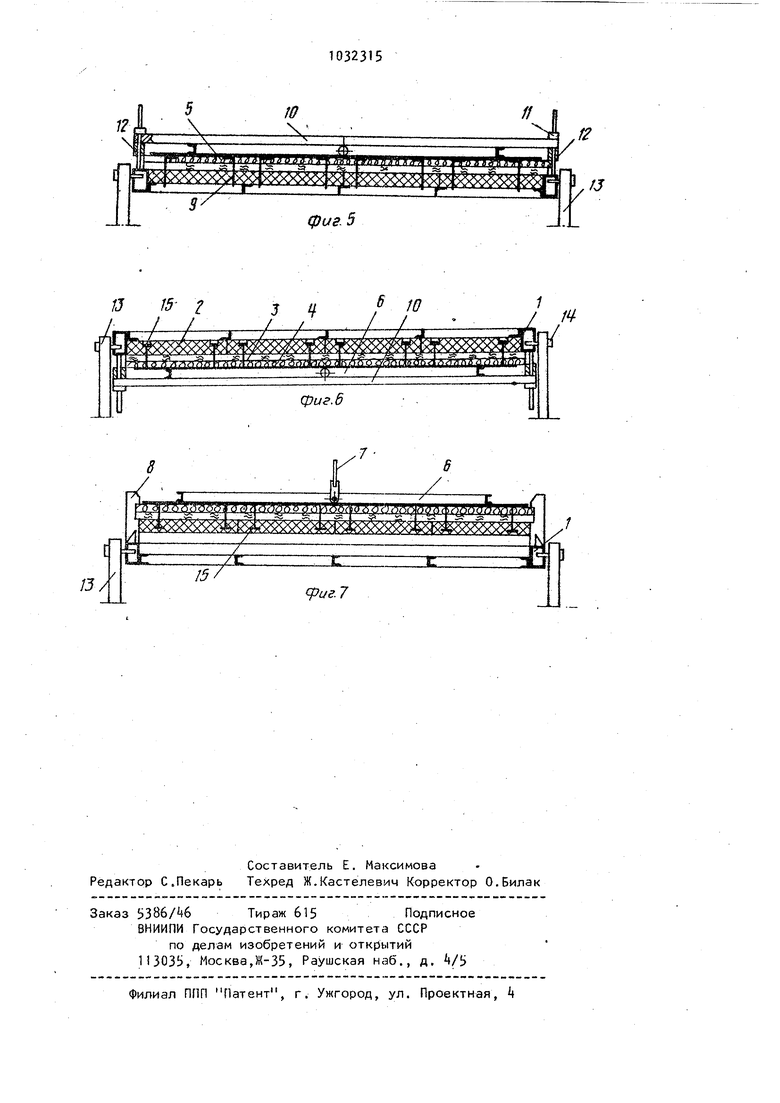
фиг. i Изобретение относится к тепломонтажным работам, в частности к футеровке тепловых агрегатов, Известна футеровка рабочих камер высокотемпературных печей, выполненная из полос керамоволокнистого метариала Укладка полос ведется по чередно слой за слоем на крючья, пр варенные рядами на кожухе Cl 1Наиболее близким к предлагаемому по технической сущности и достигаемому результату является способ изготовления аанелей футеровки, выполняемый в следующем порядке: металлический каркас панели с приваренными к его обшивке штырями у.кладывают в горизонтальном положении штырями вверх, плиты теплоизоляцион ного промежуточного и рабочего слоев последовательно накалывают на штыри и закрепляют на них планки 2 Указанный способ трудоемок, требует повышенного напряжения и внима ния исполнителя, не обеспечивает безопасность труда и качество работ Цель изобретения - повышение про изводительности, безопасности труда {и качества футеровки.. Поставленная цепь достигается .тем, что согласно способу изготов|ления футеровки тепловых агрегатов, включающему поочередную укладку сло ев волокнистых футеровочных материалов, соединение их штырями металли ческого каркаса и фиксирование, укл ку слоев волокнистых футеровочных материалов производят на решетчатую площадку в обратном порядке, а их соединение осуществляют путем пронизывания всех слоев волокнистых футеровочных материалов штырями металлического каркаса насквозь. Проектную толщину футеровочных материалов, т.е. расстояние от внут ренней поверхности кожуха каркаса: до рабочей плоскости решетчатой пло щадки устанавливают с помощью ограничителей. На фиг. 1 показана решетчатая площадка с уложенным огнеупорным слоем (разрез А-А на фиг,2); на фиг. 2 - то же, вид сверху; на фИг. решетчатая площадка с уложенным огнеупорным, промежуточным и изоляционным слоями, разрез; на фиг. положение каркаса панели со штырями перед прокаливанием,футеровочных материалов; на фиг. 5 - момент прокола штырями всех слоев футеровочных материалов; на фиг. 6- панель с решетчатой площадкой перевернута панелью вверХ; на фиг. 7 готовая панель отделена от решетчатой пло- щадки. Способ осуществляют следующим образом. На решетчатую площадку I первым укладывают огнеупорный слой 2 фу.теровочного материала, затем промежуточный спой 3 и изоляционный слой k прилегающий в проектном положении к кожуху 5 каркаса панели 6. Металлический каркас панели 6 посредством траверсы 7 устанавливают над решеточной площадкой 1 и по направляющим 8, имеющимся на решеточной площадке 1 , .каркас панели 6 опускают на уложенные слои 2- футеровочных материалов. При этом штыри (анкеры) Э каркаса панели 6 одновременно пронизывают все слои футеровочных материалов насквозь. Лричем сопротивление футеровочных материалов пронизыванию штырями преодолевают весом каркаса панели бис помощью прижимов, выполненных,например, в виде реек 10 и винтовых пар П. Перемещение каркаса панели 6 заканчивают после прикосновения его кожуха JJ к изоляционному слою k футеровки. При этом проектную толщину футеровочных материалов панели устанавливают ограничителями 12. Затем решетчатую площадку 1 вместе с металлическим каркасом панели 6 и футеровочными материалами (слоями } поднимают по стойкам 13, имеющим шарниры 1, вверх, переворачивают так, чтобы огнеупорный слой 2 футеровки был сверху. Далее, опустив решетчатую площадку и панель футеровки в удобное для работы положение, на концах штырей (анкеров) 9 закрепляют элементы, фиксирующие толщину футеровки, например шайбы lij. Выступ за габариты кожуха слоев футеровки, например промежуточного и изоляционного, выполненных из мягких деформирующих материалов, для обеспечения газоплотности стыков между панелями при их монтаже достигается бортиками 16, усиленными косынками 17. После закрепления шайб 15 решетчатую площадку 1 переворачивают панелью вверх, снимают прижимы и с по3103
мощью траверсы 7 панель отделяют от решетчатой площадки.
Преимуществом предлагаемого способа является то, что слои футеробочных-материалов не нанизываются на
штыри (анкеры), а укладываются на решетчатую площадку. При такой технологии сокращаются трудозатраты,
17
15Ц
повышается качество футеровки, обеспечивается безопасноть труда.
Предлагаемый способ может найти применение при заводском (индустри.альном) изготовлении панелей футеровки со слоями из непрочных деформирующихся материалов, например волокнистых.
/
/
| название | год | авторы | номер документа |
|---|---|---|---|
| Панель футеровки наклонного свода теплового агрегата | 1981 |
|
SU1015224A1 |
| Панель ограждения | 1985 |
|
SU1350465A1 |
| Устройство для крепления футеровки | 1980 |
|
SU903676A1 |
| Электропечь сопротивления | 1987 |
|
SU1541474A1 |
| УСТРОЙСТВО ИЗ ВОСПРИНИМАЮЩЕГО ДАВЛЕНИЕ КОЖУХА И НАХОДЯЩЕЙСЯ ВНУТРИ НЕГО КАРКАСНОЙ СИСТЕМЫ | 2019 |
|
RU2798072C2 |
| ТЕПЛОТЕХНИЧЕСКИЙ АГРЕГАТ | 2021 |
|
RU2779009C1 |
| ФУТЕРОВКА ТЕПЛОВОГО АГРЕГАТА | 2004 |
|
RU2256860C1 |
| Футеровка вращающейся печи | 1985 |
|
SU1346934A1 |
| ИНСИНЕРАТОР | 2020 |
|
RU2735825C1 |
| Устройство для крепления волокнистой футеровки к кожуху печи | 1984 |
|
SU1236288A1 |

J
У J /
JfO
/ ffffafta7fnaf.a atjeav с п лп а /s.s of яя п ппа {гттп д д д дг
|У сххххх о ххх бб 5бгжу
8
/J/
cpus.Z
с,
фиг. J
95
/
сригЛ
g)us. 5
