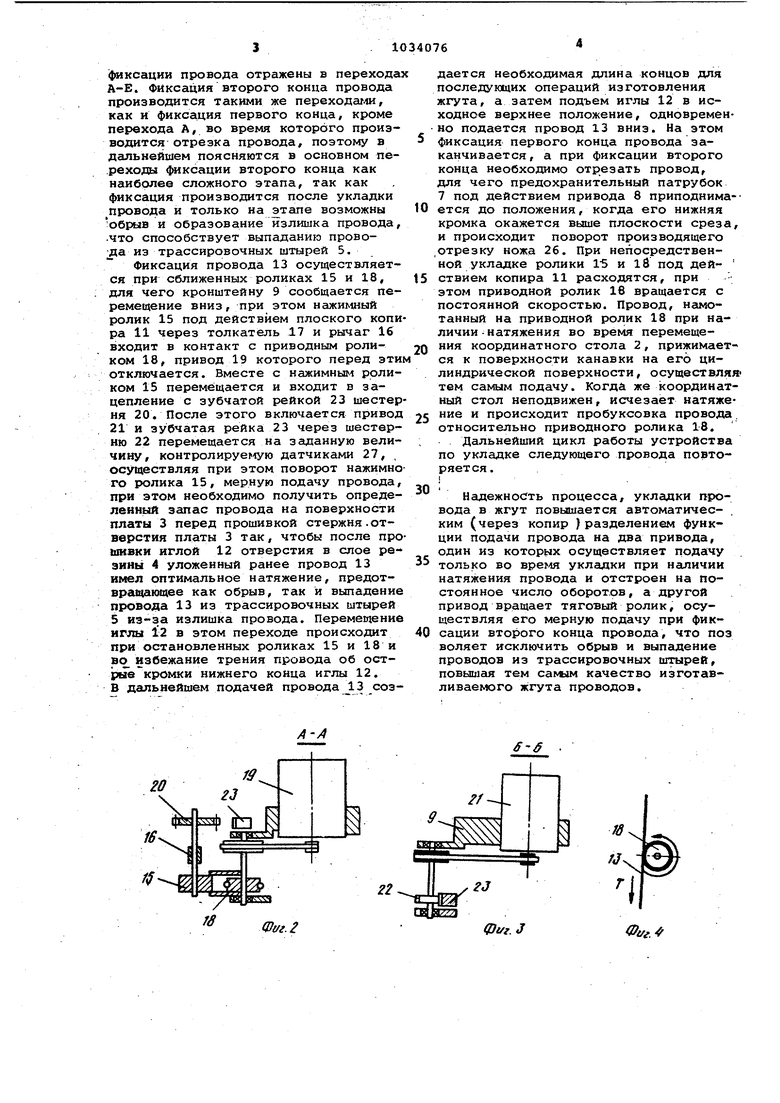
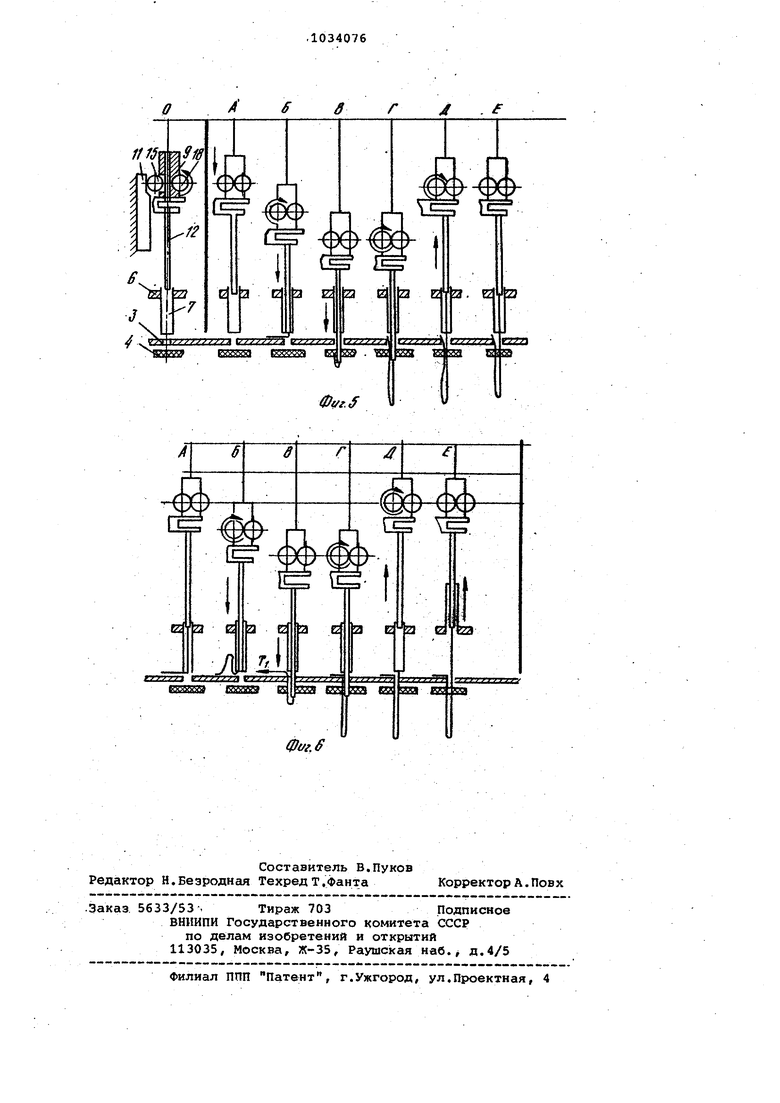
Изобретение относится к технике проведения электромонтажных работ, а именно к устройствам для укладки проводов в жгут. Известно устройство для укладки проводов в жгут, содержащее уставовленные на основании -координатный сто с монтажным шаблоном, предохранительный патрубок, механизм спуск- подъема полой иглы, закрепленной в кронштейне, и механизм подачи проводов, выполненный в виде приводного ролика и циклически контактирунидего с ним нажимного ролика, устройство производи укладку проводов с подачей провода как при непосредственной укладке, так и при его фиксации, т.е. при про .шивке отверстия платы и слоя упруго)го материала { резины J, размещенных на монтажном шаблоне }. Недостатком-указанного устройства является то, что оно не обеспечивает мерной подачи провода, особенно в мо менты введения провода в отверстия платы, что приводит к созданию нестабильности натяжения проводов и не исключает выпадание отдельных п|)ово дов от -образующих геометрию жгута трассировочных штырей на шаблоне { пр излишке провода ) или обрыв провода (при малой подаче провода). Подача провода производится в момент, когда ролики узла подачи соединены между собой, и потому длина провода, выдан ная узлом подаЧи, зависит от времени соприкосновения и .скорости вращения , роликов. В моменты включения и выключения привода вращения ролика скорость вращения и ее изменения зависят от многих переменных факторов (.массы трения вращающихся частей и т.п.) и потому не представляется возможным получить мерную подачу.провода. Цель изобретения - повышение надежности и качества жгута. .Поставленная цель достигается тем, что устройство для укладки проводов в жгут, содержащее установленные на основании координатный стол с монтажным шаблоном, предохранительный патрубок, механизм отрезки провода, механизм спуск-подъема полой иглы. закрепленной в кронштейна, и механизм подачи провода , выполненный в виде приводного ролика и циклически контактирующего с ним нажимного ролика, снабжено зубчатой рейкой, установленной с возьюжностью возвратно-поступательного перемещения в крорштейне и кинематически связанной с приводом, закрепленньдм на стенке плоским копиром, толкателем и шарнирно закрепленным на кронштейне рычагом механизма сближения приводного и нажимного роликов, при этом последний в одном из положений кинематически связан с зубчатой рейкой, а через ры чгаг и толкатель - с плоским копиром : На фиг.1 показано предлагаемое устройство/ на фиг.2 - разрез А-А на-фиг.1; на фиг.З - разрез Б-Б на фиг.1; на фиг.4 - провод частичноЛ на фиг.5 и 6 - последовательные схемы работы устройства при заделке первого, и второго концов провода. .На основании 1 установлены коорда натный стол 2, монтажный шаблон, состоящий из платы 3, слоя 4из упругого материсша, трассировочных штырей 5 для образования геометрии жгута, :i механизм отрезки провода б приводом (не показан ), предохранительный патрубок 7 с приводом 8, кронштейн 9 с приводом 10 и плоский копир 11. Игла 12 с осевым отверстием для размещения укладываемого провода 13 установлена в головке 14, жестко связанной с кронштейном 9. Механизм подачи провода выполнен в виде нажимного ролика 15, установленного с возможностью вращения на ры-. чаге 16, связанном с толкателем 17, который контактирует с рабочей поверхностью плоского копира 11 и приводного ролика 18,.который кинематически связан через гибкую передачу с электродвигателем 19. На цилиндрической поверхности приводного ролика 18 выполнена кольцевая проточка. Нажимной ролик 15 в одном из рабочих положений кинематически связан через шестерню 20 с электродвигателем 21. При этом кинематическая связь включает зубчато-реечные передачи. 22, 3 и 20, 23. Зубчатая рейка 23 установлена в кронштейне 9 с возможностью возвратно-поступательного перемещения. Провод 13, поступающий из питателя 24, через направляющий ролик 25 направляется в центральное отверстие в головке кронштейна 9, наматывается на приводной ролик 18, а затем поступает в осевое отверстие иглы 12 патрубка 7 и ножа 26 механизма отрезка 6. Перемещение зубчатой рейки 23 контролируется несколькими датчиками. 27, установленными в кронштейне 9 по обеим сторонам шторки 28 с отверстиями, которая соединена с направляющими 2 9 , жестко связанными с рейкой 23. Иглы 12 и предохранительный патрубок 7 имеют возможность проходить через отверстие ножа 26. Устройство работает в три основных этапа: 1) фиксация первого конца провода; 2) укладка провода на плате по сложной траектории с использованием трассировочных штырей 5 в мес тах изменения направления провода; 3 у фиксация второго конца провоза. После перемещения координатного стола 2 в позицию фиксации первого конца провода отверстие в плате 3 оказывается напротив иглы 12, а последующие действия устройства при
фиксации провода отражены в перехода А-Е. Фиксация второго конца провода производится такими же переходагли, как и фиксация первого конца, кроме перехода А, во время которого производится отрезка провода, поэтому в дальнейшем поясняются в основном пе.реходы фиксации второго конца как наиболее сложного этапа, так как фиксация производится после укладки провода и только на тапе возможны Обрыв и образование излишка провода, .что способствует выпаданию провода из трассировочных штырей 5.
Фиксация провода 13 осуществляется при сближенных роликах 15 и 18, для чего кронштейну 9 сообщается перемещение вниз, при этом ролик 15 под действием плоского копира 11 через толкатель 17 и рычаг 16 входит в контакт с приводным роликом 18, привод 19 которого перед эти отключается. Вместе с нaжимны роликом 15 перемещается и входит в зацепление с зубчатой рейкой 23 шестерня 20. После этого включается привод 21 и зубчатая рейка 23 через шестерню 22 перемещается на заданную величину, контролируемую датчиками 27, , осуществляя при этом поворот нажимного ролика 15, мерную подачу провода, при этом необходимо получить определенный запас провода на поверхности платы 3 перед прошивкой стержня.отверстия платы 3 так, чтобы после прошивки иглой 12 отверстия в слое резины 4 уложенный ранее провод 13 имел оптимальное натяжение, предотвраашющее как обрыв, так и выпадение провода 13 из трассировочных штырей 5 из-за излишка провода. Перемещение иглы 12 в этом переходе происходит при остановленных роликах 15 и 18 и во избежание трения провода об ост рыё кромки нижнего конца иглы 12. В дальнейшем подачей провода 13 созАдается необходимая длина концов для последующих операций изготовления жгута, а затем подъем иглы 12 в исходное верхнее положение, одновременно подается провод 13 вниз. На этом фиксация первого конца провода заканчивается , а при фиксации второго конца необходимо отрезать провод, для чего предохранительный патрубок 7 под действием привода 8 приподнима-0ется до положения, когда его нижняя кромка окажется выше плоскости среза, и происходит поворот производящего .отрезку ножа 26. При непосредственной укладке ролики 15 и 18 под действием копира 11 расходятся, при
5 этом приводной ролик 1в вращается с постоянной скоростью. Провод, намотанный на приводной ролик 18 при наличии -натяжения во время перемещения координатного стола 2, прижимает0ся к поверхности канавки на его цилиндрической поверхности, осуществляятем самым подачу. Когда же координатный стол неподвижен, исчезает натяжение и происходит пробуксовка провода
5 относительно приводного ролика 18.
Дальнейший цикл работы устройства по укладке следующего провода повторяется. I
0
Надежность процесса, укладки провода в жгут повышается автоматическим (через копир } разделением функции подачи провода на два привода, один из которых осуществляет подачу
5 только во врежет укладки при наличии натяжения провода и отстроен на постоянное число оборотов, а другой привод вращает тяговый ролик, осуществляя его мерную подачу при фик0сации второго конца провода, что поз воляет исключить обрыв и выпадение проводов из трассировочных штырей, повышс1я тем caN«M качество изготавливаемого жгута проводов.
SS
Фиг.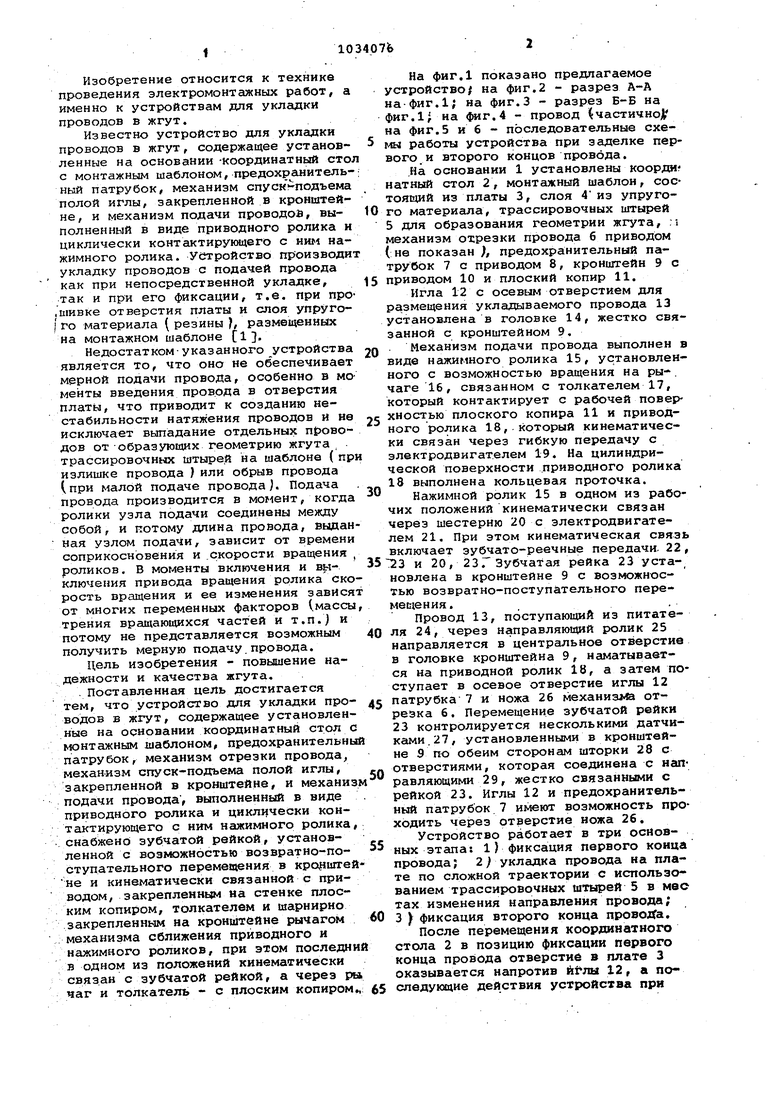
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки проводов в жгут | 1981 |
|
SU1076957A1 |
| Устройство для укладки проводов в жгут | 1985 |
|
SU1277218A1 |
| Каретка для устройства прошивки запоминающих матриц | 1980 |
|
SU911612A2 |
| Устройство для укладки проводов на плате | 1982 |
|
SU1016858A1 |
| Устройство для укладки проводов на плате | 1978 |
|
SU780241A1 |
| Устройство для укладки проводовНА плАТЕ | 1978 |
|
SU841129A1 |
| Устройство для раскладки проводов в жгут | 1984 |
|
SU1246429A1 |
| Устройство для укладки проводов на плату | 1983 |
|
SU1129756A1 |
| Станок для раскладки проводов в жгуты | 1984 |
|
SU1275553A1 |
| Устройство для укладки проводов | 1979 |
|
SU809678A1 |
УСТРОЙСТВО ДЛЯ У1СЛАДКИ ПРОВОДОВ В ЖГУТ, содержащее установленные на основании координатный стол с мойтажным шаблоном, предохранительный патрубок, механизм отрезки провоДа, механизм спуск-подъема полой иглы, закрепленной в кронштейне, и механизм подачи провода, выполненный в виде приводного ролика и циклически iffjfi fi а Л hfeHrконтактирукяцего с ним нажимного ролика, отличающееся тем, : что, с целью повыцения надежности и качества жгута, оно снабжено зубчатой рейкой, установленной с возможностью возвратно-поступательного перемещения в кронштейне и кинематически связанной с приводом, закрепленным на станине плоским копиром,, толкателем и шарнирно закрепленным на кронштейне рычагом механизма сближения приводного и нажимного ЕЮЛИКОВ, при этом последний в одном из положений кинематически связан с зубчатой рейкой, а через рычаг и толкатель - с плоским копиром. (Л ft и f СР 4 О -rr 4j м СП)
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патейт СМА 3699630, Тел | |||
| Солесос | 1922 |
|
SU29A1 |
| Дверной замок, автоматически запирающийся на ригель, удерживаемый в крайних своих положениях помощью серии парных, симметрично расположенных цугальт | 1914 |
|
SU1979A1 |
