Изобретение относится к судостроению, в частности к постройке железобетонных судов.
Известен комплекс для постройки железобетонных судов, содержащий стационарный стапель с продольными балками, стапель-кондуктор, оборудование для сварки арматуры в монтажных стыках, бортовую и днищевую опалубку для омоноличивания стыков, устройство для подачи бетона в них и судовозные тележки 1.
Недостатком данного комплекса является его низкая производительность, связанная с необходимостью транспортирования щитов опалубки, крепления их на стыках корпуса с помощью скруток, стяжек и распорок и съема опалубки после созревания бетона.
Цель изобретения - повышение производительности указанного комплекса.
Поставленная цель достигается тем, что в комплексе для постройки железобетонных судов, содержащем стационарный стапель с продольными балками, стапель-кондуктор, оборудование для сварки арматуры в монтажных стыках, бортовую и днищевую опалубку для омоноличивания стыков, устройство для подачи бетона в них и судовозные тележки, каждая продольная балка стационарного стапеля выполнена из отдельных прогонов, в разрывах которых перпендикулярно им расположена днищевая опалубка, длина которой равна щирине стапеля, причем эта опалубка выполнена из попарно щарнирно соединенных щитов, установленных с возможностью поворота и пропускания между ними судовозных тележек.
Днищевая опалубка содержит кривошипно-кулисные механизмы, в каждом из которых кривошип выполнен со стойкой, а кулиса - в виде щита этой опалубки, и пневмоцилиндры, каждый из которых щарнирно соединен через тягу с кривошипом и выполнен подвижным относительно неподвижно закрепленного штока, поддерживающего стойку кривошипа.
Бортовая опалубка выполнена в виде приводных четырехзвенных шарнирных двухкоромысловых механизмов, в каждом из которых одним из коромысел является щит этой опалубки.
Щиты всей опалубки выполнены с электроподогревательными элементами из слоистого пластика.
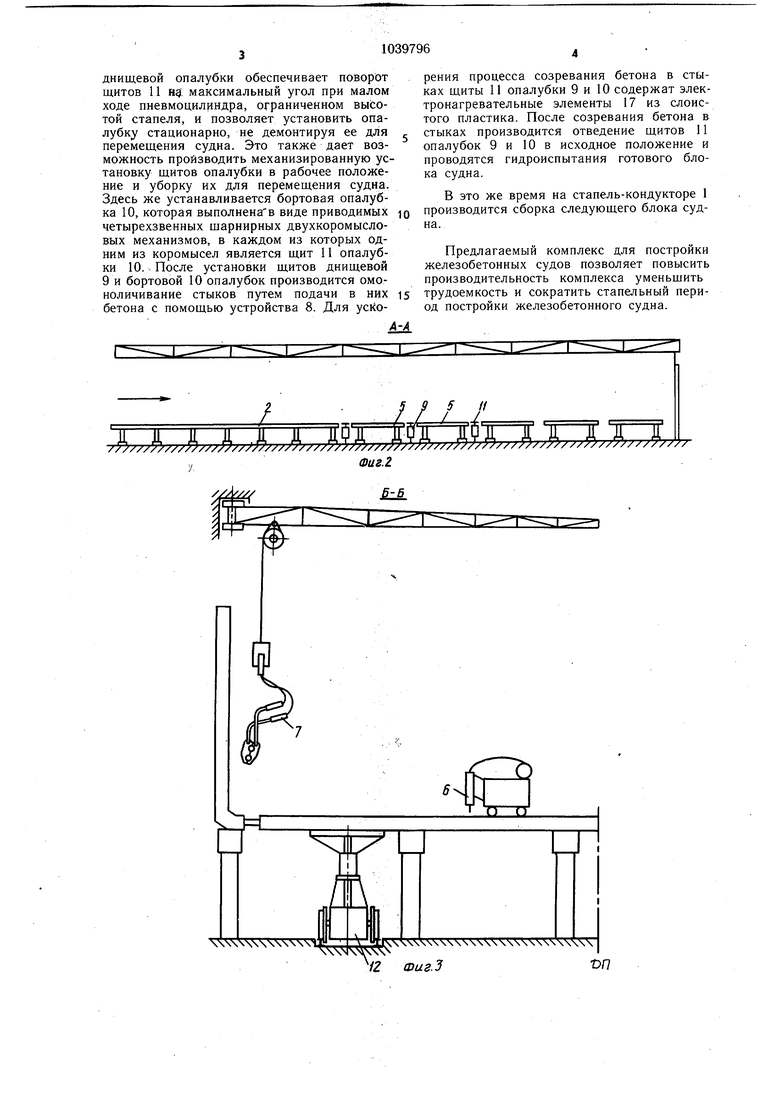
На фиг. 1 изображен предлагаемый комплекс, в плане; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг. 1; на фиг. 4 - разрез В-В на фиг. 1; на фиг. 5 - разрез Г-Г на фиг. 1.
Предлагаемый комплекс содержит стапель-кондуктор 1 со сплошными продольными балками 2 и упорами 3 для безразметочной установки бортовых секций при сборке корпуса, постоянный стапель 4 с прерывистыми балками-прогонами 5, оборудование 6 для автоматической сварки стержней арматуры в днищевых и палубных монтажных стыках, обрудование 7 для полуавтоматической сварки стержней арматуры в
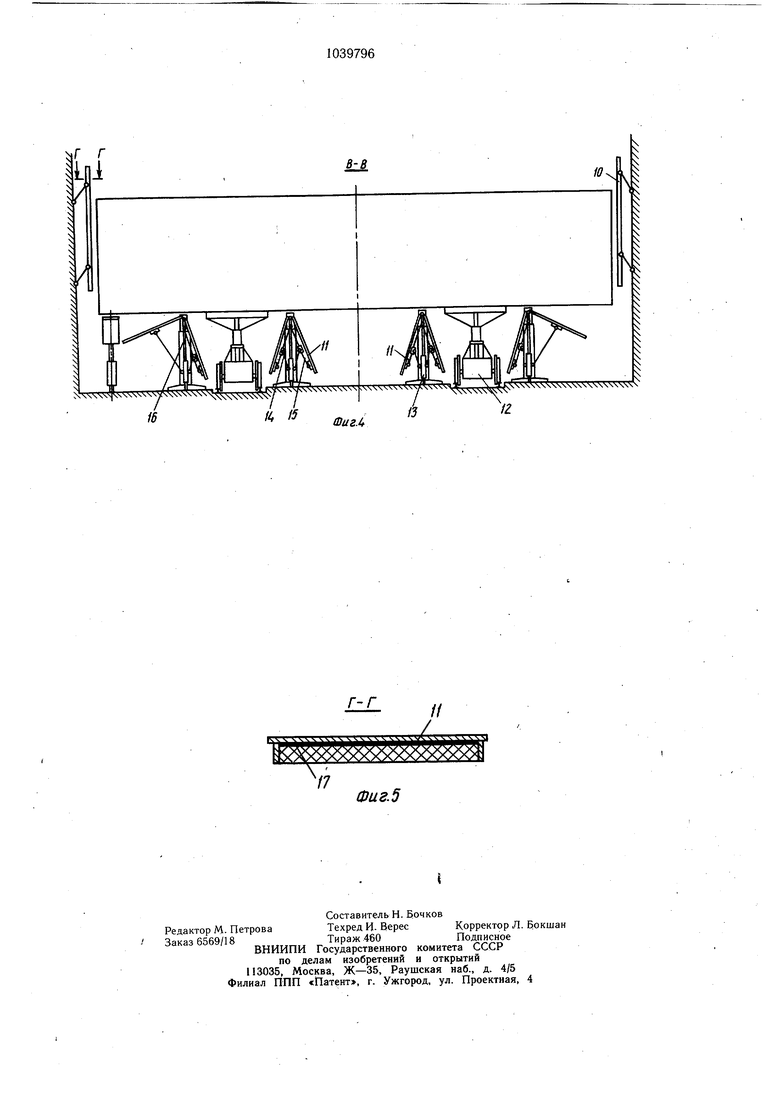
бортовых и переборочных монтажных стыках, устройство 8 для подачи бетона в стыки для омоноличивания, днищевую опалубку 9 и бортовую опалубку 10. Днищевая опалубка 9, длина которой равна ширине стапеля 4, расположена в разрывах между балками-прогонами 5 перпендикулярно им и выполнена Б виде попарно щарнирно соединенных ШИТОВ 11, поворачивающихся до расстояния между ними, превышающего габариты судовозных тележек 12. Днищевая опалубка 9 содержит кривошипно-кулисные механизмы, в каждом из которых кулисой является щит 11 этой опалубки, и пневмоцилиндры 13, каждый из которых шарнирно соединен через тягу 14 с кривошипом 15 и выполнен подвижным относительно неподвижно закрепленного штока 16, поддерживающего стойку кривошипа 15. Бортовая опалубка 10 выполнена в виде приводимых четырехзвенных шарнирных двухкоромысловых механизмов, в каждом из которых одним из коромысел является щит 11 этой
опалубки. В конструкцию щитов 11 днищевой 9 и бортовой 10 опалубок вмонтированы электронагревательные элементы 17 из слоистого пластика.
Сущность постройки железобетонных судов на предлагаемом комплексе заключается в следующем.
На стапель-кондукторе 1 производится сборка блока корпуса из плоских секций, при этом установка бортовых секций производится по упорам 3 без выполнения проверочных и разметочных работ. Затем производят арматурио-сварочные работы по сты кам секций. Сварку арматуры, расположенной в горизонтальных плоскостях, производят оборудованием 6 для .автоматической сварки, а сварку арматуры, расположенной в вертикальных плоскостях, оборудованием
7 для полуавтоматической сварки. После выполнения арматурно-сварочных работ собранный блок коргпта судна перемещается на постоянный стапель 4 с прерывистыми балками-прогонами 5, в разрывах которых перпендикулярно им устанавливается днищевая опалубка 9, длина которой равна щирине стапеля 4. Выполнение днищевой опалубки 9 в виде попарно щарнирно соединенных щитов 11, поворачивающихся до расстояния между ними, превышаюшего габариты судовозной тележки 12, обеспечивает проезд судовозной тележки 12 при перемещении судна без удаления опалубки. Днищевая опалубка 9 выполнена в виде кривошипно-кулисных механизмов, в каждом из которых кулисой является щит 11 опалубки, и пневмоцилиндров 13, каждый
из которых соединен через тягу 14 с кривошИпом 15 и подвижен относительно закрепленного штока 16, который является стойкой кривошипа 15. Такое выполнение
днищевой опалубки обеспечивает поворот щитов 11 Hgi максимальный угол при малом ходе пневмоцилиндра, ограниченном высотой стапеля, и позволяет установить опалубку стационарно, не демонтируя ее для перемещения судна. Это также дает возможность производить механизированную установку щитов опалубки в рабочее положение и уборку их для перемещения судна. Здесь же устанавливается бортовая опалубка 10, которая выполненаБ виде приводимых четырехзвенных щарнирных двухкоромысловых механизмов, в каждом из которых одним из коромысел является щит 11 опалубки 10. После установки щитов днищевой 9 и бортовой 10 опалубок производится омоноличивание стыков путем подачи в них бетона с помощью устройства 8. Для ускорения процесса созревания бетона в стыках щиты 11 опалубки 9 и 10 содержат электронагревательные элементы 17 из слоистого пластика. После созревания бетона в стыках производится отведение щитов 11 опалубок 9 и 10 в исходное положение и проводятся гидроиспытания готового блока судна.
В это же время на стапель-кондукторе 1 производится сборка следующего блока судна.
Предлагаемый комплекс для постройки железобетонных судов позволяет повысить производительность комплекса уменьщить трудоемкость и сократить стапельный период постройки железобетонного судна.
А
| название | год | авторы | номер документа |
|---|---|---|---|
| Стапель для постройки железобетонных судов | 1982 |
|
SU1070051A1 |
| СПОСОБ ВОЗВЕДЕНИЯ ЖЕЛЕЗОБЕТОННОГО ПАЛУБНОГО ПЕРЕКРЫТИЯ С БОЛЬШИМ ПРОЛЕТОМ | 2013 |
|
RU2522712C1 |
| СУДОПОДЪЕМНОЕ СБОРНО-МОНОЛИТНОЕ ЖЕЛЕЗОБЕТОННОЕ СООРУЖЕНИЕ ДЛЯ МАЛОМЕРНЫХ СУДОВ И СПОСОБ ЕГО ВОЗВЕДЕНИЯ | 2013 |
|
RU2524740C1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| СПОСОБ ВОЗВЕДЕНИЯ МОСТА, ЭСТАКАДЫ | 2002 |
|
RU2251604C2 |
| РАМНЫЙ СТЫК СБОРНОГО ЖЕЛЕЗОБЕТОННОГО КАРКАСА ЗДАНИЯ | 2015 |
|
RU2611134C1 |
| СПОСОБ УТИЛИЗАЦИИ РАДИАЦИОННО-ОПАСНЫХ ОТСЕКОВ ПОДВОДНЫХ И НАДВОДНЫХ ОБЪЕКТОВ | 2004 |
|
RU2273902C2 |
| Способ постройки и спуска полупогружной плавучей буровой установки | 1982 |
|
SU1068333A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРИКОРДОННОЙ БАЛКИ ПРИЧАЛА | 2020 |
|
RU2745314C1 |
| Крупноблочный монтажный модуль и способ возведения сооружений из крупноблочных монтажных модулей | 2020 |
|
RU2735793C1 |
1. КОМПЛЕКС ДЛЯ- ПОСТРОЙКИ ЖЕЛЕЗОБЕТОННЫХ СУДОВ, содержащий стационарный стапель с продольными балками, стапель-кондуктор, оборудование для сварки арматуры в монтажных стыках, бортовую и днищевую опалубку для омоноличивания стыков, устройство для подачи бетона в них и судовозные тележки, отличающийся тем, что, с целью повыщенйя производительности комплекса, каждая продольная балка стационарного стапеля выполнена из отдельных прогонов, в разрывах которых перпендикулярно им расположена днищевая опалубка, длина которой равна щирине стапеля, причем эта опйлубка выполнена из попарно щарнирно соединенных щитов, установленных с возможностью поворота и пропускания между ними судовозных тележек. 2.Комплекс по п. 1, отличающийся тем, что днищевая опалубка содержит кривощип но-кулисные механизмы, в каждом из коTOpbix кривощип выполнен со стойкой, а кулиса - в виде щита этой опалубки, и пнев моцилиндры, каждый из которых щарнирно соединен через тягу с кривощипом и выполнен подвижным относительно неподвижно закрепленного щтока, поддерживающего стойку кривощипа. 3.Комплекс по пп. 1 и 2, отличающийся тем, что бортовая опалубка выполнена в виде приводных четырехзвенных щарнирных 0 двухкоромысловых механизмов, в каждом из которых одним из коромысел является щит этой опалубки. 4.Комплекс по пп. 2 и 3, отличающийся тем, что щиты всей опалубки выполнены с электронагревательными элементами из слоистого пластика.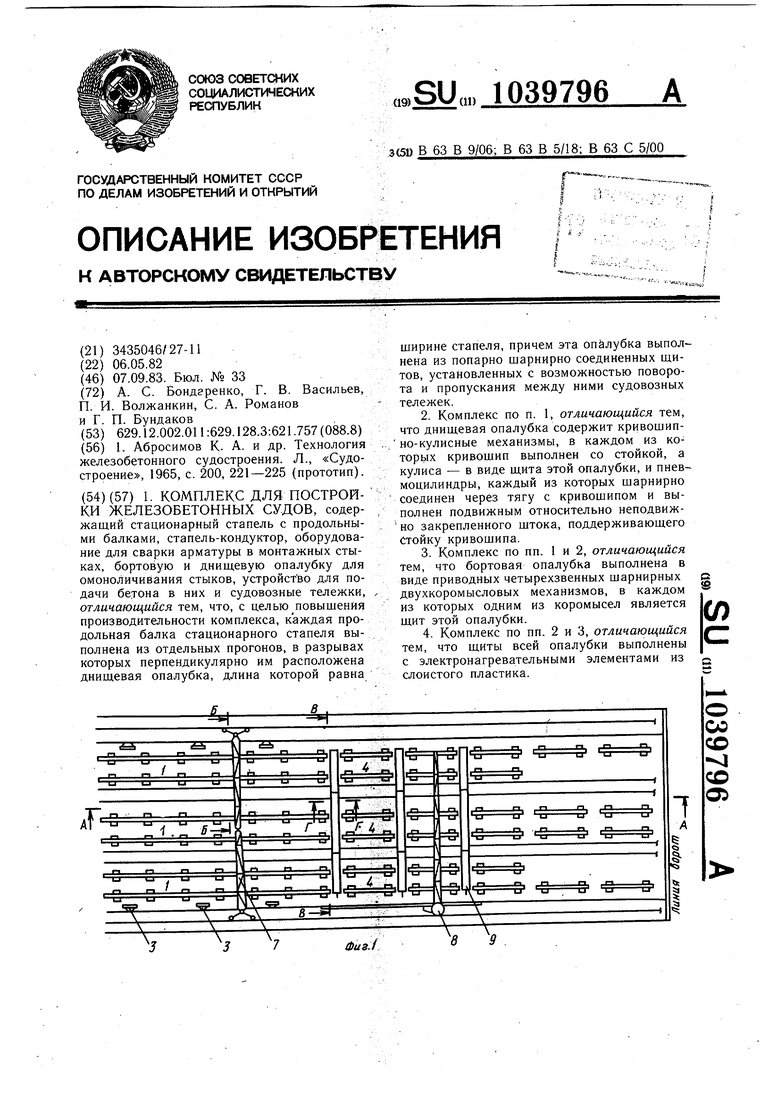
l6.
72 Фиг.З
Г
Lni
у
/
7JML I J
SjKNV N44N 4x XNN|4X XN.
/ ШигЛ
10
г-г
Фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Абросимов К- А | |||
| и др | |||
| Технология железобетонного судостроения | |||
| Л., «Судостроение, 1965, с | |||
| Мяльно-трепальный станок для обработки тресты лубовых растений | 1922 |
|
SU200A1 |
