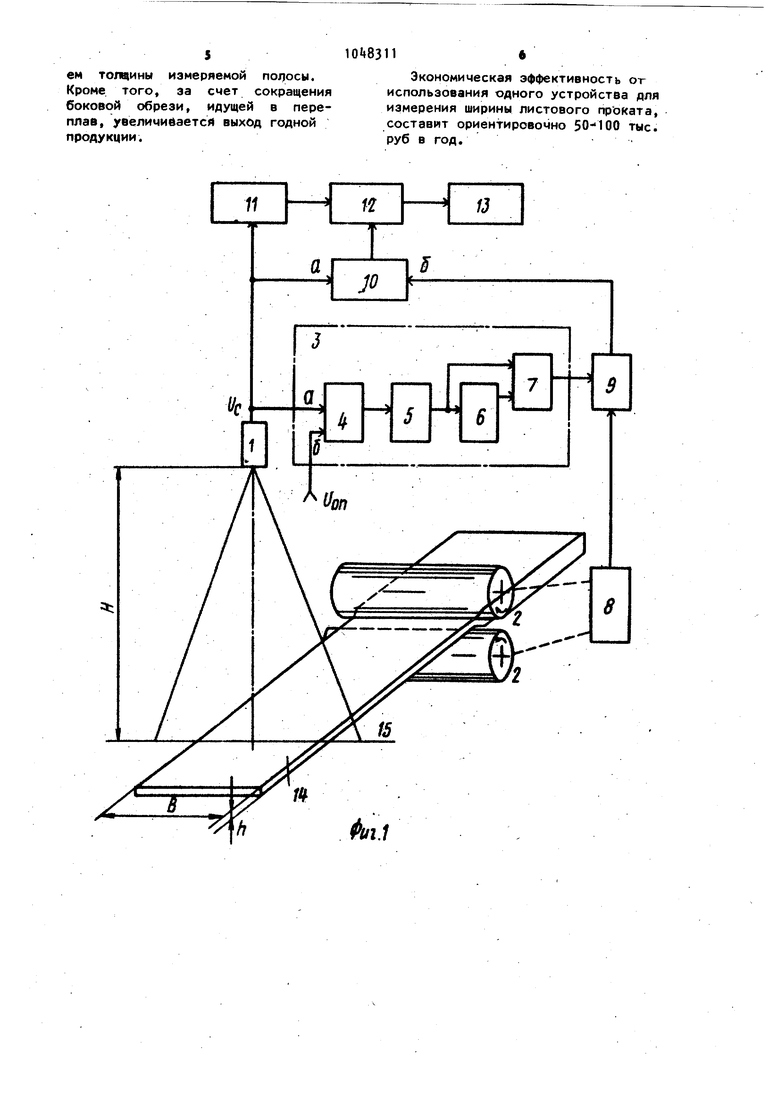
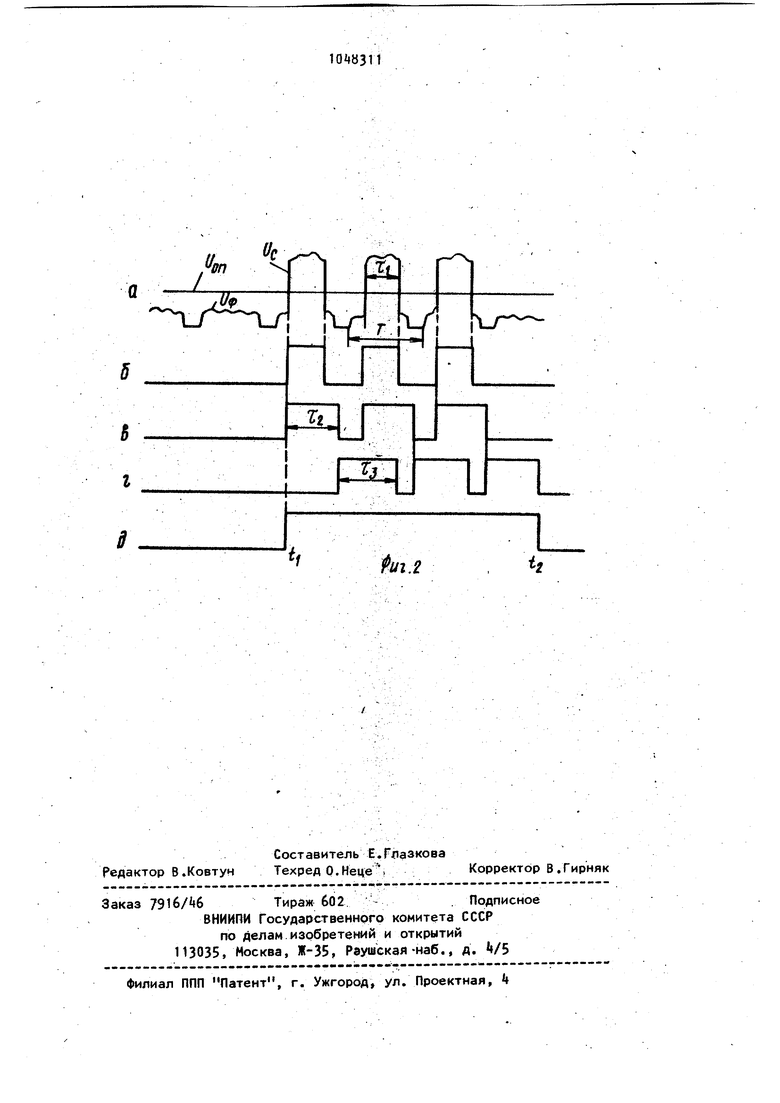
i Изобретение относится к измерите ной технике и может быть использова но в производстве .проката для бесконтактного измерения ширины листового проката. Известно устройство для измерения ширины полосы, содержащее две фотоимпульсные головки, устанав ливаемые над краями полосы, два идентичных канала формирования информационного сигнала, измерительный блок, содержащий две электронные цепи, каждая из которых содержит триггер, усилитель-рграничитель RC-фильтр - интегратор, измерительный блок содержит также сумматор и регистратор 11 Однако данное устройство имеет невысокую точность измерения, так как на результат измерения оказывает влияние изменение толщины проката./ Наиболее близким к изобретению является фотоимпульсное yctpoйcтвo для измерения ширины листового прок та, содержащее фотоэлектрическую ск нирующую систему, устанавливаемую после рабочих валкав: прокатного ста на, измерительный блок, блок компен сации, суммирующий блок, датчик пол жения рабочих валков и индикаторр НедостаткокГ устройства является низкая точность измерения при прокатке на прокатных станах,-производящих многократное обжатие в одной, например, универсальной клети, так как при этом толщина полосы постоян но меняется, а это не учитывается. Цель изобретения - повышение точ ности измерения. Поставленная цель достигается тем, что фотоимпульсное устройство для измерения ширины листового проката, содержащее .фотоэлектрическую сканирующую сисхему, устанавливаемую после рабочих валков прокатного стана, измерительный блок, блок компенсации, суммирующий блок, датчик положения рабочих , валков и индикатор, снабжено регистром памяти, соединенным с датчиком пйложения рабочих валков, и блоком управления регистром памяти, вход которо го соединен с фотоэлектрической сканирующей системой, а выход - с вторым входом регистра. Пс|мяти,; выхо которого соединен с вторым входом 112 , блока компенсации, первый вход которого и вход измерительного блока подключены к выходу фотоэлектрической сканирующейсистемы, первый и второй входы суммирующего блока соединены соответственно с измерительным блоком И блоком компенсации, а выход с индикатором. Кроме того, блок управления ре.истром памяти выполнен в виде соединенных последовательно компаратора, первого- и второго одновибраторов и элемента ИЛИ, второй вход кбторрго соединен с выходом первого одновибратора, а выход является выходом блока управления регистром памяти, а вход компаратора является входом |блока управления регистром памяти; На фиг. 1 приведена структурная схема устройства; iHa фиг. 2 - эпюры напряжений, поясняющие принцип действия устройства. Фотоимпульсное устройство состоит из фотоэлектрической сканирующей- системы 1,расположенной после рабочих валков 2 прокатного стана, блока 3 управления регистром памя.ти, содержащего соединенные последовательно компаратор k, первый одновибратор 5, второй одновибратор 6 и элемент 7 ИЛИ, второй вход которого соединен с выходом первого одновибратора 5 а выход является выходом блока, соединенных последовательно датчика 8 положения рабочих валков, регистра 9 памяти и блока 10 компенсации, соединенных яоследовательно измерительного блока 11, суммирующего блока 12 и индикатора 13, выход фотоэлектрической сканирующей системы 1 соединен соответственно е входами блока 3 управления регистром памяти, измерит тельного блока t1 и первым входом блока 10 компенсации, выход которогосоединен с вторым входом суммирующего блока 12. . Фотоимпульсное устройство работает следую(цим образом. Измерение ширины 8 листового проката Н производится по линии 15 измерения. Фотоэлектрическая сканирующая система 1 периодически с периодом Т сканирует поле зрения вдоль линии 15. Формируемые при этом видеосигналы поступают в измерительный блок 11, где их длительность Т- (фиг.2, эпюра а), пропорциональная измеряемому размеру В, преобразуется в удобный для восприятия вид (цифровой код или аналоговое напряжение), Одновременно видеосигналы с фотоэлектрической сканирующей системы- 1 поступают на информационный вход блока 10 компенсации, где производится расчет поправки в соот ветствии с зависимостью ..- h-B. где h - толщина измеряемой полосы листового проката В - ширина измеряемой полосы листового проката 14; Н - высота установки фотоэлектрической сканирующей системы 1 над измеряемой по лосой листового проката 14. Результат рассчитанной поправки складывается с. обратным знаком с результатом измерения в суммирующем блоке 12. Окончательный результат индицируется индикатором 13. Толщина h измеряемой полосы листового проката 14 зависит от величи ны раствора рабочих валков 2 и для нечётных проходов (движение полосы от валков 2 к фотоэлектрической сканирующей системе 1) полностью им определяется. Для четных проходов (обратное движение полосы) толщина полосы в месте измерения отлич на от величины раствора рабочих валков 2, так как при переходе от нечетного прохода к четному толщина в месте измерения не меняется, а раствор рабочих валков 2 умен шаетс (на фиг, 1 показан нечетный проход) До тех пор, пока в поле зрения фотоэлектрической сканирующей систе мы 1 отсутствует измеряемая полоса, на ее выходе формируются сигналы Уф Сфиг. 2, эпюра а), определяемые фоновой засветкой от нагретого оборудования прокатного стана. Значение Цф заведомо меньше величины опорного напряжения а-,(фиг. 2а), подаваейого на опорный вход компаратора 4 и выбираемого из условия максимума помехоустойчивости его срабатыва ния ... При входе измеряемой полосы листового проката 14 в поле зрения сие текы 1 йачинают формироваться видео импуябсы UQ (фиг. 2, эпюра а), амплитуда которых превышает величину /Qf,. В результате компаратор 4 начинает вырабатывать импульсы, показанные на фиг. 2, эпюра 5. Передним фронтом импульс компаратора 4 запускает первый одновибратор 3 вырабатывающий импульсы длительностью 2 (фиг. 2, эпюра в).Задний фронт этого импульса запускает одновибратор 6, вырабатывающий импульсы длительностью Т (фиг.. 2, . эпюра г). Длительности импульсов одновибраторов 6 и 5 выбираются таким образом, чтобы .Т,/3 позволяет, используя элемент 7 ИЛИ полу,чить на выходе блока 3 управления, начиная с момента t (момента входа полосы листового проката 14 в зону измерения), постоянное напряжение (фиг. 2, эпюра 3)до момента t2, т.е. на время to-t. нахождения листового проката 14 в поле зрения фотоэлектрической сканирующей системы 1. Положительный фронт импульса в момент t: разрешает запись информации с датчика 8 положения, определяющей зазор между рабочими валками 2,.Втрегистр 9 памяти, откуда эта информация поступает на второй вход блока 10 компенсации, являясь исходной для расчета величины гюправки . Переход от нечетного прохода к четному происходит сразу после выхода полосы листового проката 14 из рабочих валков 2. При этом формирование видеосигнала (i и, следовательно, сигнала на выходе блока 3 управления не прерывается, так как конец полосы листового проката 14 не доходит до линии 15 измерения. Таким образом, при .реверсе перед четным проходом информация от датчика 8 положения в регистр 9 не запишется и в блок 10 компенсации бу- ; дет продолжать поступать информация о величине t, полученная при не- четном проходе в зоне измерения (когда показание датчика В совпадает с t в зоне измерения J. Тем самым исключается возможность ложного расчета поправки и, одновременно, производится учёт постоянно изменяющейря толщины листового проката 14 в месте измерения. Предлагаемое устройство позволяет рассчитывать,поправку, вносимую в результате измерения, в точном соответствии с действительным значени5ем толщины измеряемой полосы. Кроме, того, за счет сокращения боковой обрези, идущей в переплав, увеличивается выход годной продукции. 10 83116 использования одного устройства для измерения ширины листового проката, Экономическая эффективность or составит ориентировочно тыс. руб в год.,
| название | год | авторы | номер документа |
|---|---|---|---|
| Фотоимпульсный измеритель ширины горячекатанного листа | 1982 |
|
SU1059422A1 |
| Устройство для определения входных геометрических размеров проката | 1982 |
|
SU1026868A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА | 2010 |
|
RU2458318C2 |
| Способ стабилизации толщины листа на реверсивном стане | 1990 |
|
SU1719121A1 |
| Устройство компенсации влияния эксцентриситета прокатных валков | 1977 |
|
SU737041A1 |
| Устройство для автоматического регулирования толщины листового проката | 1982 |
|
SU1088826A1 |
| Способ автоматического регулирования толщины полосы | 1981 |
|
SU1005970A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС В ПРОЦЕССЕ ПРОКАТКИ | 2002 |
|
RU2211102C1 |
| Способ управления скоростным режимом при реверсивной прокатке и устройство для его осуществления | 1989 |
|
SU1632538A1 |
| Способ контроля величины зазора между валками прокатного стана | 1990 |
|
SU1783294A1 |
Х Ul.1
Ы.г
