Изобретение относится к автоматизации в металлургии, конкретнее к автоматизации процессов прокатки полос на широкополосных листовых станах.
Наиболее близким по своей технической сущности к предлагаемому является устройство для измерения и регулирования плоскостности полос в процессе прокатки, которое содержит измеритель распределения натяжений на участках по ширине полосы после последнего пропуска, блок обработки сигналов, управляющую вычислительную машину, блок технологической автоматики, средства регулирования плоскостности, каждое из которых содержит исполнительный механизм, устройство визаулизации распределения натяжений по ширине полосы и блоки управления исполнительными механизмами средств регулирования плоскостности, каждый из которых соединен с блоком технологической автоматики по своему каналу (см. US 4269051 А, кл. В 21 В 37/00, 26.05.1981).
Недостатком этого известного устройства являются ограниченные функциональные возможности и, как следствие, низкая эффективность регулирования плоскостности, особенно при прокатке тонких полос, толщиной h<0,6 мм. Этот недостаток объясняется тем, что известное устройство не позволяет устранить скрытую составляющую отклонения распределения натяжений по ширине полосы, которая вызвана неравномерностью распределения температуры по ширине полосы перед ее смоткой. Скрытая составляющая не фиксируется известным устройством, и, следовательно, планшетное регулирование по принципу однородности распределения натяжений или, что то же, минимизации их отклонения от заданного распределения (эпюры) обеспечивается не в полной мере. В дальнейшем, после выравнивания температуры неоднородность распределения термических напряжений по ширине полосы приводит к отклонению от плоскостности после снятия технологического натяжения, с которым осуществляется деформация полосы в последнем пропуске. В смотанном рулоне распределение межвитковых давлений по ширине полосы отклоняется от оптимального. При дрессировке рулонов, отожженных в колпаковых печах, возникают дефекты поверхности из-за слипания (сваривания) витков при отжиге или потери устойчивости витков при размотке (сползания в осевом направлении).
Технический эффект при использовании изобретения состоит в расширении функциональных возможностей устройства в измерении и регулировании и, как следствие, в повышении эффективности регулирования плоскостности.
Указанный технический эффект достигается тем, что устройство для измерения и регулирования плоскостности полос в процессе прокатки содержит измеритель распределения натяжений на участках по ширине полосы после последнего пропуска, блок обработки сигналов, управляющую вычислительную машину, блок технологической автоматики, средства регулирования плоскостности, каждое из которых содержит исполнительный механизм, устройство визаулизации распределения натяжений по ширине полосы и блоки управления исполнительными механизмами средств регулирования плоскостности, каждый из которых соединен с блоком технологической автоматики по своему каналу, в устройство также входит измеритель распределения температуры по ширине полосы на участках измерения распределения натяжений по ширине полосы, второй блок обработки сигналов и сумматор, при этом выходы измерителей распределения натяжений и температуры соединены со входами первого и второго блоков обработки сигналов, выходы блоков обработки сигналов соединены со входами сумматора и со входами устройства визуализации, выходы сумматора соединены со входами управляющей вычислительной машины и устройства визуализации.
Кроме того, улучшение плоскостности полос и уменьшение поверхностных дефектов с помощью предлагаемого устройства будет происходить за счет более полной реализации принципа однородности распределения относительных натяжений по ширине прокатываемых полос или, что то же, принципа минимизации отклонений распределения относительных натяжений от заданного распределения путем внесения поправки, которую определяют по формуле  где α - коффициент температурного расширения материала полосы, oС-1; Е - модуль упругости материала полосы, кгс/мм2; ti - температура i-го по ширине участка полосы, oС; tcp - средняя по ширине температура полосы, oС.
где α - коффициент температурного расширения материала полосы, oС-1; Е - модуль упругости материала полосы, кгс/мм2; ti - температура i-го по ширине участка полосы, oС; tcp - средняя по ширине температура полосы, oС.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемого устройства с признаками известных технических решений. На основе этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, где на фиг.1 показана блок-схема устройства для измерения и регулирования плоскостности в процессе прокатки.
Устройство для измерения и регулирования плоскостности в процессе прокатки включает средства 1, 2 и 3 регулирования плоскостности с исполнительными механизмами, блоками управления исполнительными механизмами и каналами соединения с блоком технологической автоматики (на фиг.1 отдельно не обозначены). В частном случае это 1 - гидроизгиб рабочих валков; 2 - раздельное управление установкой рабочих валков с помощью гидронажимных устройств (ГНУ); 3 - средство регулирования теплового профиля рабочих валков их секционным (зонным) охлаждением; 4 - измеритель температуры по ширине полосы, выполненный, например, на базе сканирующего инфракрасного пирометра; 5, 6 - опорные и рабочие валки соответственно; 7 - прокатываемая полоса; 8 - стрессометрический ролик; 9 - моталка; 10 - второй блок обработки сигналов; 11 - блок обработки сигналов; 12 - блок технологической автоматики с субблоками 12-1, 12-2 и 12-3 управления средствами 1, 2 и 3 соответственно; 13 - управляющая вычислительная машина с блоками 13-1, 13-2 и 13-3 расчета воздействий на средства 1, 2 и 3 соответственно; 14 - устройство суммирования сигналов; 15 - устройство визуализации распределения относительных натяжений по ширине полосы.
Выходы измерителей 8 и 4 соответственно распределения натяжений и температуры на участках по ширине полосы после последнего пропуска по каналам передачи сигналов соединены с входами первого 11 и второго 10 блоков обработки сигналов соответственно. Выходы блоков 10 и 11 обработки сигналов подключены к входам сумматора 14 и к входам устройства визуализации 15. Выходы сумматора 14 соединены со входами управляющей вычислительной машины 13 и устройства визуализации 15. Выходы управляющей вычислительной машины 13 подключены к входам блока 12 технологической автоматики, выходы которого каждый по своему каналу через блоки управления соединены с исполнительными механизмами средств 1, 2 и 3 регулирования плоскостности (на фиг.1 отдельно не показаны).
На фиг.1 условно показаны гидроизгиб рабочих валков (1), раздельное управление гидронажимными устройствами (2) и секционное (зонное) охлаждение рабочих валков (3). В предлагаемом устройстве измерения и регулирования плоскостности в процессе прокатки могут использоваться и другие средства воздействия на плоскостность, например осевая сдвижка валков, гидравлическое профилирование валков, перекрещивание валков и др.
Устройство для измерения и регулирования плоскостности в процессе прокатки работает следующим образом.
Пример. В процессе прокатки полосы 7 после последнего пропуска в клети с рабочими валками 6 и опорными валками 5 перед смоткой моталкой 9 с выхода измерителя 8 снимают сигналы, пропорциональные усилию Fi, которое полоса оказывает на огибаемые ее i-е по ширине участки стрессометрического ролика, а также сигнал, пропорциональный полному натяжению полосы Т0. В блоке 11 обработки сигналов они преобразуются с использованием следующих зависимостей:

где n - число участков по ширине полосы; i - текущий по ширине участок полосы. В - ширина прокатываемой полосы, мм; Н - толщина прокатываемой полосы, мм. С выхода блока 11 снимают сигналы, пропорциональные  - отклонению натяжения на i-м участке по ширине полосы от среднего значения σ0. С выхода измерителя 4 снимают сигналы, пропорциональные температуре полосы ti i-го по ширине участка полосы, соответствующего i-му участку (i-й зоне) измерителя 8. Во втором блоке 10 обработки сигналов они преобразуются с использованием следующих зависимостей:
- отклонению натяжения на i-м участке по ширине полосы от среднего значения σ0. С выхода измерителя 4 снимают сигналы, пропорциональные температуре полосы ti i-го по ширине участка полосы, соответствующего i-му участку (i-й зоне) измерителя 8. Во втором блоке 10 обработки сигналов они преобразуются с использованием следующих зависимостей:

С выхода блока 10 снимают сигналы, пропорциональные  - отклонению температурного напряжения на i-м участке по ширине полосы от его среднего значения. По каналам передачи сигналы, пропорциональные
- отклонению температурного напряжения на i-м участке по ширине полосы от его среднего значения. По каналам передачи сигналы, пропорциональные  поступают на входы устройства 14 суммирования. С его выхода снимают сигналы, пропорциональные сумме
поступают на входы устройства 14 суммирования. С его выхода снимают сигналы, пропорциональные сумме  В управляющей вычислительной машине 13 эти сигналы после статистической обработки преобразуются в управляющие воздействия, которые в блоках 12 технологической автоматики видоизменяются в сигналы задания, поступающие (по каналам 1, 2 и 3) в блоки управления соответствующих средств регулирования плоскостности (например, гидроизгиб рабочих валков, раздельное управление гидронажимными устройствами и секционное охлаждение рабочих валков).
В управляющей вычислительной машине 13 эти сигналы после статистической обработки преобразуются в управляющие воздействия, которые в блоках 12 технологической автоматики видоизменяются в сигналы задания, поступающие (по каналам 1, 2 и 3) в блоки управления соответствующих средств регулирования плоскостности (например, гидроизгиб рабочих валков, раздельное управление гидронажимными устройствами и секционное охлаждение рабочих валков).
Устройство 15 визуализации может отображать три эпюры распределения относительных натяжений по ширине  и их сумму Δσi или соответствующие этим трем эпюрам распределения (эпюры) относительных удлинений, связь между которыми устанавливается по зависимости
и их сумму Δσi или соответствующие этим трем эпюрам распределения (эпюры) относительных удлинений, связь между которыми устанавливается по зависимости  Это позволяет оператору стана контролировать автоматический режим регулирования плоскостности с помощью управляющей вычислительной машины 13 или осуществлять регулирование в ручном режиме.
Это позволяет оператору стана контролировать автоматический режим регулирования плоскостности с помощью управляющей вычислительной машины 13 или осуществлять регулирование в ручном режиме.
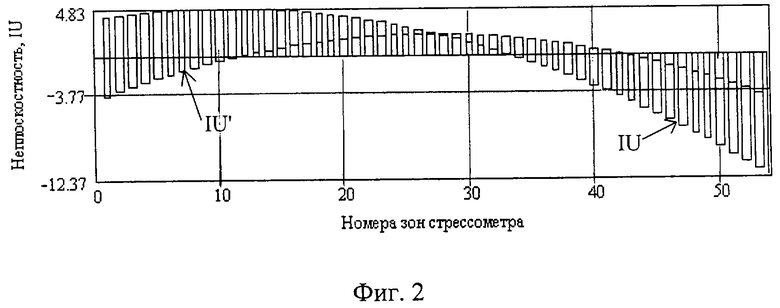
На фиг. 2 показаны эпюры распределения отклонений от плоскостности в единицах IU, которые соответствуют распределению отклонений натяжений по ширине прокатываемой полосы с учетом -IU и без учета -IU' поправки от неравномерности температуры, где IU - параметр оценки качества листовой продукции по плоскостности - величина, характеризующая изменение длины контрольных лент относительно базовой длины (1 м) исходного образца перед разделением его на ленты. Изменение длины одной ленты на 0,01 мм относительно 1 м длины исходного листа соответствует одному I-IUNIT (IU). Так, для устранения отклонения от плоскостности, описываемого эпюрой IU' (коробоватость полосы), управляющая вычислительная машина 13 (или оператор) рассчитывает задание системе изгиба рабочих валков на уменьшение усилия противоизгиба или на увеличение усилия дополнительного изгиба (известное устройство). Однако для устранения фактической неплоскостности, которая проявляется после выравнивания температуры (описывается эпюрой IU), управляющая вычислительная машина 13 (или оператор) рассчитывает также величину перекоса валков, а система регулирования плоскостности устраняет отклонение от фактической неплоскостности (с помощью предлагаемого устройства).
Таким образом, предлагаемое устройство в процессе измерения и регулирования плоскостности дополнительно устраняет отклонение от плоскостности, вызванное неравномерно распределенными по ширине температурными напряжениями (натяжениями), которое проявляется после остывания полосы и выравнивания температуры. В результате решается задача более полной реализации принципа однородности распределения относительных натяжений по ширине прокатываемых полос или принципа минимизации отклонений распределения относительных напряжений от заданного распределения. За счет этого полосы, прокатанные на стане 2030 с применением предлагаемого устройства, имели лучшие показатели плоскостности, определяемые после конечных переделов за агрегатами непрерывного отжига, оцинкования, что позволило снизить перевод листового проката в беззаказную продукцию на 4-6%. Улучшенная плоскостность полос позволила повысить скорость обработки металла в этих агрегатах и увеличить их производительность. Кроме того, за счет минимизации отклонений относительных натяжений от эпюры, задаваемой при прокатке металла, назначаемого на отжиг в колпаковых печах, на 3-4% снизилась отбраковка листов и полос по дефектам поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС | 2000 |
|
RU2189875C2 |
| СПОСОБ ПОДГОТОВКИ ВАЛКОВ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ ОСОБО ВЫСОКОЙ ПЛОСКОСТНОСТИ | 1996 |
|
RU2093284C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ НИЗКОУГЛЕРОДИСТОЙ ПОЛОСОВОЙ СТАЛИ | 2001 |
|
RU2191645C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2004 |
|
RU2254944C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ | 2001 |
|
RU2190488C1 |
| СИСТЕМА АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ МЕЖКЛЕТЕВОГО НАТЯЖЕНИЯ ПОЛОСЫ | 1999 |
|
RU2147951C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОЛОС | 2001 |
|
RU2210446C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ | 2001 |
|
RU2212962C2 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В НЕПРЕРЫВНОМ МНОГОКЛЕТЬЕВОМ СТАНЕ | 2001 |
|
RU2190489C1 |
| СПОСОБ НЕПРЕРЫВНОЙ ХОЛОДНОЙ ПРОКАТКИ ПОЛОС В МНОГОКЛЕТЬЕВОМ СТАНЕ | 2001 |
|
RU2212963C2 |
Изобретение относится к автоматизации прокатного производства и предназначено для регулирования плоскостности прокатываемых полос. Устройство для измерения и регулирования плоскостности полос в процессе прокатки содержит измеритель распределения натяжений на участках по ширине полосы после последнего пропуска, блок обработки сигналов, управляющую вычислительную машину, блок технологической автоматики, средства регулирования плоскостности, каждое из которых содержит исполнительный механизм, устройство визуализации распределения натяжений по ширине полосы и блоки управления исполнительными механизмами средств регулирования плоскостности. Каждый из блоков управления исполнительными механизмами соединен с блоком технологической автоматики по своему каналу. Устройство также содержит измеритель распределения температуры по ширине полосы на участках измерения распределения натяжений по ширине полосы, второй блок обработки сигналов и сумматор. Выходы измерителей распределения натяжений и температуры соединены со входами первого и второго блоков обработки сигналов. Выходы блоков обработки сигналов соединены со входами сумматора и со входами устройства визуализации. Выходы сумматора соединены со входами управляющей вычислительной машины и устройства визуализации. Изобретение позволяет расширить функциональные возможности устройства в измерении и регулировании, повысить эффективность регулирования плоскостности полос, уменьшить поверхностные дефекты. 2 ил.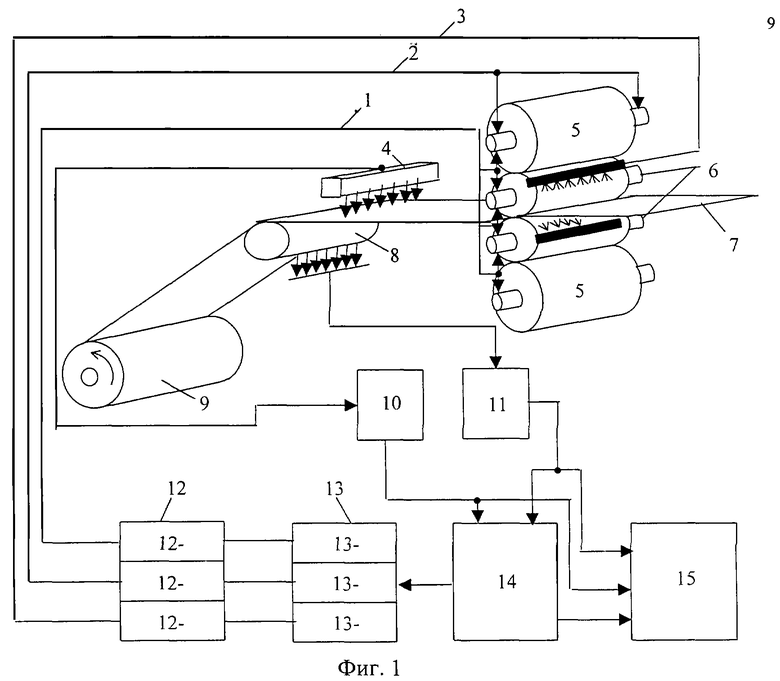
Устройство для измерения и регулирования плоскостности полос в процессе прокатки, содержащее измеритель распределения натяжений на участках по ширине полосы после последнего пропуска, блок обработки сигналов, управляющую вычислительную машину, блок технологической автоматики, средства регулирования плоскостности, каждое из которых содержит исполнительный механизм, устройство визуализации распределения натяжений по ширине полосы и блоки управления исполнительными механизмами средств регулирования плоскостности, каждый из которых соединен с блоком технологической автоматики по своему каналу, отличающееся тем, что оно содержит измеритель распределения температуры по ширине полосы на участках измерения распределения натяжений по ширине полосы, второй блок обработки сигналов и сумматор, при этом выходы измерителей распределения натяжений и температуры соединены со входами первого и второго блоков обработки сигналов, выходы блоков обработки сигналов соединены со входами сумматора и со входами устройства визуализации, выходы сумматора соединены со входами управляющей вычислительной машины и устройства визуализации.
| US 4269051 А, 26.05.1981 | |||
| СПОСОБ РЕГУЛИРОВАНИЯ ПРОФИЛЯ ПОЛОСЫ | 0 |
|
SU262228A1 |
| СПОСОБ ПРОКАТКИ МЕТАЛЛИЧЕСКИХ ПОЛОС И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2125495C1 |
| Индуктивный уровнемер жидкости | 1960 |
|
SU136921A1 |
