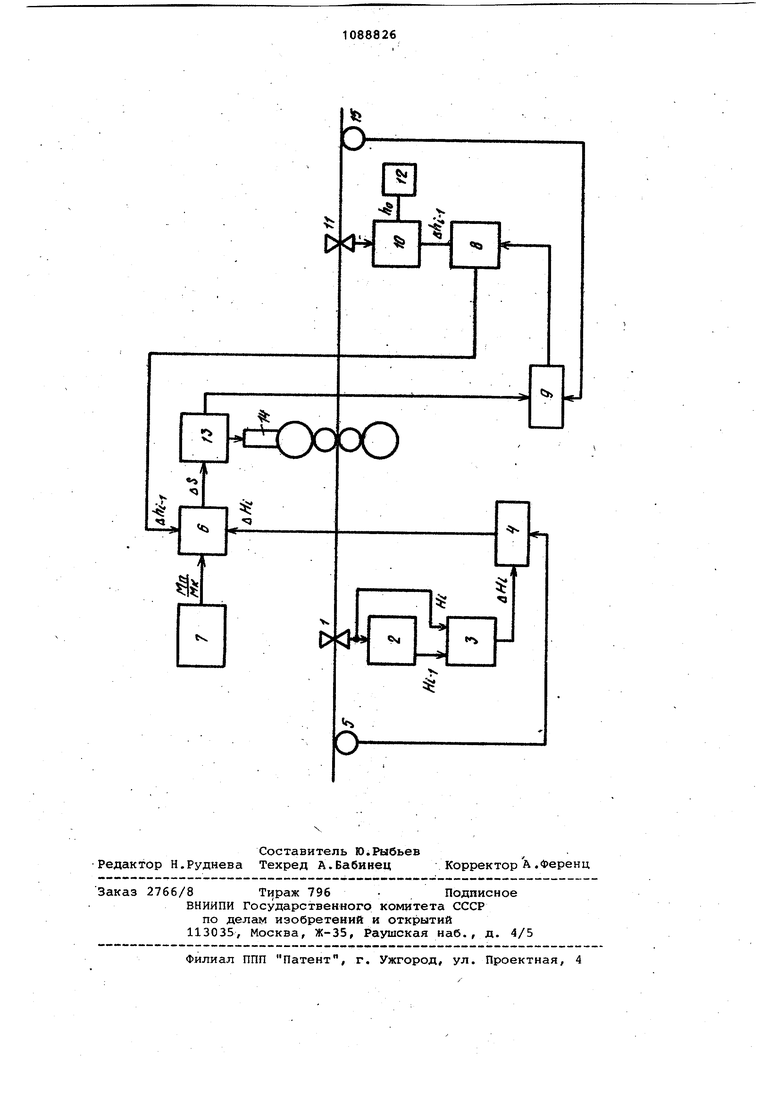
Изобретение относится к прокатно производству, а именно к устройствам автоматического регулирования продольной толщины листового проката. Известно устройство автоматического регулирования толщины проката , содержащее датчик толщины подката, блок сравнения толщины подката с заданным значением .и блок упра ления, вырабатывающий управляющий сигнал, регулирующий режим прокатки, по отклонению толщины подката от заданного значения Щ . Однако такое устройство не обеспечивает высокой точности регулирования толщины проката, неточно характеризует входное возмущение по разнотолщинности подката и, кроме того, устройство не учитывает других возмущений, вызывающих отклонение толщины проката. Наиболее- близким к изобретению по технической сущности и достигаемому результату является устройство регулирования толщины листового про ката, содержащее датчик толщины под ката, датчик толщины проката, датчик скорости подката, датчик скорос ти проката, задатчик толщины подката, задатчик толщины проката, блок сравнения толщины подката с ее зада ным значением, блок сравнения толщи ны проката с ее заданным значением, блок регулируемого запаздывания, блок памяти отклонения толщины проката от заданного значения, блок вычисления отношения жесткости полосы и жесткости клети, блок вычисления регулирующего воздействия и систему позиционного управления нажимным устройством, причем первый вход блока сравнения толщины подката с ее заданным значением соединен с выходом датчика толщины подката, второй его вход соединен с выходом задатчика толщины подката, выход блока срав нения толщины подката с заданным зна чением соединен с первым входом блока регулируемого запаздывания, второй вход которого соединен с выходом датчика скорости подката, выход блока регулируемого запаздывания сое динён с первым входом блока вычисления регулирующего воздействия, с вторым входом которого соединен выход блока вычисления отношения жесткости полосы к жесткости клети, а с третьим входом - выход блока памяти отклонения толщины проката от заданного значения, первый вход которого соединен с выходом датчика скорости проката, а второй вход соединен с выходом блока сравнения толщины проката с ее заданным значением, с первым входом которого соединен выход датчика толщины проката, а с вторым входом - задатчик толщины npo ката. Выход блока вычисления регулирующего воздействия соединен с входом системы позиционного управления нажимным устройством прокатной клети. Устройство додержит два контура регулирования: упреждающий и по отклонению. Соответственно вырабатываются два регулирующих.воздействия. в упреждающей контуре U Н - отклонение измеренной толщины подката Hf, от заданного номинального или . запомненного при настройке стана значения Нд; М,, Mt - соответственно жесткости полосы и клети. и в контуре регулирования по отклонению- (йг). где U h - отклонение измереной толщины проката h от заданного значения h,,. Работа контуров регулирования не связана между собой. Контур регулирования с упреждением может работать с любой периодичностью, задаваемой периодичностью измерения толщины подката, а контур регулирования по отклонению работает с периодичностью, равной времени прохождения участка полосы от прокатной клети до измерителя 21 . В известном устройстве входное отклонение толощны подката в контуре регулирования с упреждением определяется с погрешностью, что снижает точность регулирования толщины проката. Кроме того, эта Точность снижается за счет несогласованной работы контуров регулирования с упреждением и по отклонению. Цель изобретения - повьшение точности регулирования толщины проката, прокатки полосы в суженном поле минусовых допусков. , Указанная цель достигается тем, что устройство для автоматического регулирования толщины листового проката , содержащее датчик толщины подката, датчик толщины проката, задатчик толщины проката, датчик скорости подката, датчик скорости проката, блок сравнения толщины проката с ее заданным значением, блок регулируемого запаздывания, блок памяти отклонения толщины проката от заданного значения, блок вычисления отношения жесткости полосы к жесткости клети, I блок вычисления регулирующего воздействия и систему позиционного управления нажимным устройством прокат ной клети, причем выход датчика скорости подката соединен с одним из входов блока регулируемого запавдывания, выход которого соединен с первым входом блока вычисления регулирующего воздействия, с вторым входом которого соединен выход блока вычисления отношения жесткости полосы к жесткости клети, а с третьим входом соединен выход блока памяти отклонения толщины проката от заданного значения, с первым входом которого соединен выход блока сравнения толщины проката с ее заданным значением, с первым входом которого соединен выход датчика толщины проката, а с вторым входом - выход задат чика толщины проката, выход блока вычисления регулирующего воздействи соединен с входом системы позиционного управления нажимным устройством прокатной клети, дополнительно содержит блок памяти текущего откло нения толщины подката, блок сравнения значений толщины подката,измеренных в начале двух последовательных циклов регулирования, и блок сопровождения отрегулированного участка полосы от очага деформации к датчику толщины проката, причем выход датчика толщины подката соеди нен с входом блока памяти текущего отклонения толщины подката и с первым входом блока сравнения значений толщины подката, измеренных в начале двух последовательных циклов рег лирования, второй вход которого сое динен с выходом блока памяти текуще го отклонения толщины подката, а вы ход блока сравнения соединен с первы входом блока регулируемого запаздывания, с первым входом блока сопровождения отрегулированного участка полосы соединен информационный выход системы позиционного управления нажимным устройством прокатной клети, с вторым его входом соединен вы ход, датчика скорости проката, а выход блока сопровождения соединен с пёрвьм входом блока памяти отклонения толщины проката от заданного значения. На чертеже изображена блок-схема устройства автоматического регулирования толщины листового проката. Устройство содержит датчик 1 толщины подката, установленный на расстоянии от очага деформации, выход которого соединен с входом блока 2 памяти текущего значения толщины подката и с первым входом блока 3 сравнения двух последовательных значений толщины подката. С вторым вхЬдом блока 3 соединен выход блока 2 памяти, а выход блока 3 сравнения соединен с первым входом блока 4 реулируемого запаздагвания, с вторым входом которого соединен выход датчика 5 скорости подката. Выход блока 4 регулируемого запаздывания соединен с первым входом блока б вычисления регулирующего воздействия, с BTOpfciM входом которого соединен выход блока 7 вычисления отношения жесткости полосы к жесткости клети, а с третьим входом блока 6 соединен выход блока 8 памяти отклонения толщины проката от заданного значения. Первый вход блока В соединен с выходом блока 9 сопровождения отрегулированного участка полосы от очага деформации к датчику толщины проката, а второй вход - с выходом блока 10 сравнения толщины проката с ее заданным значением, с первым входом блока 10 соединен выход датчика 11 толщины проката, а с вторым входом выход эадатчика 12 толщины проката. Выход блока 6 вычисления регулирующего воздействия соединен с входом системы 13 поз.иционного управления нажимным устройством прокатной клети 14, информационный выход системы соединен с первым входом блока 9 сопровождения отрегулированного участка полосы, второй вход которого соединен с выходом датчика 15 скорости проката. Блок 9 состоит из интегратора и компаратора. Информационный вход интегратора соединен с выходом датчика скорости проката, управляющий вход - с выходом системы позиционного управления нажимным устройством, а выход интегратора соединен с первым входом компаратора. На второй вход компаратора подается сигнал, пропорциональный расстоянию между очагом деформации прокатной клети и датчиком ТОЛЩИ11Ы проката, а выход компаратора соединен с управляющим входом блока памяти. Устройство работает следующим образом. Датчик 1 измеряет толщину подката, значение которой поступает одновременно в блок 2 памяти и блок 3 сравнения. В блоке 2 памяти сигнал, пропорциональный толщине подката, хранится до начала следующего очередного цикла регулирования и затем сравнивается в блоке 3 со значением толщины подката в зтом цикле. Полученная разность, равная иН, ; Н; - Н,. , где Н,., и Н, значения толщины подката в предыдущем и последующих циклах регулирования, поступает на вход блока 4 регулируемо- го запаздывания, где задерживается на время движе-измеренного участка полосы от датчика 1 до клети и время. необходимое для регулирующего перемешения нажимных устройств. Время за держки прямо пропорционально расртоя нию от датчика 1 подката до очага де формации и обратно пропорционально скорости подката, которая измеряется датчиком 5 и подается на второй вход блока 4. В момент, когда измеренный участок полосы доходит до очага деформации, сигнал текущего отклонения толщины подката от предвлдуцего значения поступает с выхода блока 4 на один из входов блока 6. На других входах блока б присутствуют в этот момент сигналы, поступающие с блоков 7 и 8, пропорциональные соотве.тственно отношению жесткости полос к жесткости клети Мл и значению отклонения толщины проката от заданного значения, полученному в результат регулирования в предыдущем цикле На выходе блока 6 формируется сигнал, пропорциональный очередному регулирующему перемещению валков, равному «.( V который поступает на вход cиcтe вл 13 позиционного управления нажимным устройством прокатной клети 14 и отрабатывается ею. После отработки со второго информационного выхода системы 13 на управляющий вход блока 9 сопровождения поступает сигнал начала отсчета времени сопровождения отрегу 1ированного участка поло сы к датчику 11 толщины проката. Время сопровождения определяется как частное от деления сигнала, пропорционального расстоянию Lj от прокатной клети 14 до датчика 11, на сигнал, пропорциональный скорости проката, которая измеряется датчиком 15 скорости проката и подается с его выхода на второй вход блока 9 сопровождения. В момент, когда участок полосы, подвергшийся регулированию в i-OM цикле, подходит к датчику 11 на выходе блока 9 сопровождения появляется сигнал, поступающий на управляющий вход блока 8 памяти, который стирает в зтом блоке информацию об отклонении толщины проката после предыду|цего (i-l)-ro цикла регулирования и заносит с выхода бло5a 1-0 сравнения значение отклонения , толщины проката от заданного значения после данного i-ro цикла регулирования, которое с выхода блока 8 поступает на вход блока б и будет использовано для расчета регулирующего воздействия в следующем (1+1)-м цикле. На первый вход блока 10 срав:нения поступает сигнал, пропорциональный толщине участка полосы, подвергшейся регулированию в зтом цикле, с выхода датчика 11 толщины проката, а на второй вход блок 10 поступает сигнал, пропорциональный заданной толщине проката с выхода задатчика 12. Использование предлагаемого устройства для автоматического регулирования толщины листового проката по сравнению с известными обеспечивает значительный технико-экономический эффект, получаекшй за счет увеличения точности регулирования толщины проката, что позволяет вести . прокатку в суженном поле минусовых допусков и максимально увеличить площадь поверхности прокатываемого листа с каждой единицы его веса, а следовательно и количества металла при сдаче его : потребителям по теоретическому весу.
t
Ы
iL
t
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматического управления толщиной проката | 1982 |
|
SU1088833A1 |
| Устройство автоматического регулирования толщины проката | 1980 |
|
SU937072A1 |
| Устройство автоматического регулирования толщины полосы | 1982 |
|
SU1044363A1 |
| Способ автоматического регулирования относительного обжатия полосы в прокатном стане и система для его осуществления | 1987 |
|
SU1503917A1 |
| Способ управления относительным обжатием прокатываемой полосы | 1987 |
|
SU1496853A1 |
| Устройство для автоматического регулирования толщины полосы на стане горячей прокатки | 1980 |
|
SU933147A1 |
| Способ регулирования толщины полосы при непрерывной горячей прокатке и устройство для его осуществления | 1979 |
|
SU780917A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |
| Устройство для регулирования толщины полосы на непрерывном стане горячей прокатки | 1979 |
|
SU884771A1 |
| Устройство для автоматического регулирования толщины полосы на непрерывном стане горячей прокатки | 1981 |
|
SU986532A1 |
УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ТОЛЩИНЫ ЛИСТОВОГО ПРОКАТА, содержащее датчик толщины подката, датчик толщины проката, задатчик толщины проката,датчик скорости подката, датчик скорости проката, блок сравнения толщины прокаг та с ее заданным значением, блок регулируемого запаздывания, блок памяти отклонения толщины проката от заданного значения, блок вычисления отношения жесткости полосы к жесткости клети, блок вычисления регулирующего воздействия и систему позиционного управления нажимным устройством прокатной клети, причем выход датчика скорости подката соединен с одним из входов блока регулируемого запаздывания, выход которого соединен с первым входом блока вычисления регулирующего воздействия, с вторым входом которого соединен выход блока вычисления отношения жесткости полосы к жесткости клети/ а с третьим входом соединен выход : блока памяти отклонения толщины проката от заданного значения, с первым входом которого соединен выйод блока сравнения толщины проката с ее заданным значением, с первым входом которого соединен выход датчика толщины проката, а с вторым входом - выход задатчика толщины проката, выход блока вычисления регулирующего воздействия соединен с входом системы поз /ционного управления нажимным устройством прокатной клети, отличающ-е е с я -тем, что, с целью повыше-: ния точности регулирования толщины проката, прокатки полосы в суженном поле минусовых допусков, оно дополнительно содержит блок памяти текущего отклонения толщины подката, блок сравнения значений толщины под« ката, измеренных в начале двух-йосле-§ довательных циклов регулирования, и блок сопровождения отрегулированного участка полосы от очага дефор 1ации к датчику толщины проката, причем выход датчика толщины пОдката соединен с входом блока памяти текущего . отклонения толщины подката и с пер;вым входом блока сравнения значений толщиныподката, измеренных в начале двух последовательных циклов регулирования, второй вход которого соединен с выходом блока памяти текущего отклонения толщины подката, а выход блока сравнения соединен с первым входом блока регулируемого запаздывания, с первым входом блока сопровождения отрегулированного участка полосы соединен информационный выход системы позиционного, управления нажимным устройством прокатной клети, с вторцм его входом соединен выход датчика скорости проката, а выход блока сопровожден.ия соединен с первым входом блока памяти .отклонения толщины проката от заданного значения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ автоматического регулирования толщины проката | 1976 |
|
SU593760A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Лямбах Р.В | |||
| и Шишкинский В.И | |||
| Автоматизация технологических процессов холодной прокатки листов | |||
| Металлургия, 1981, с.. | |||
