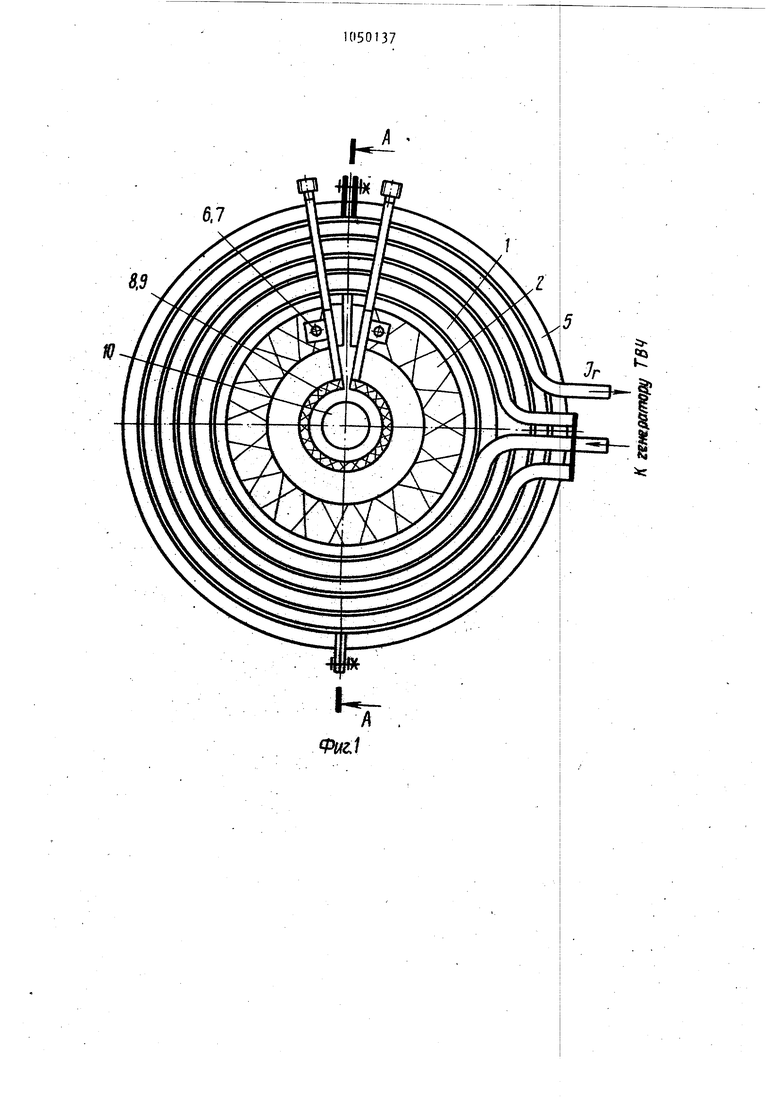
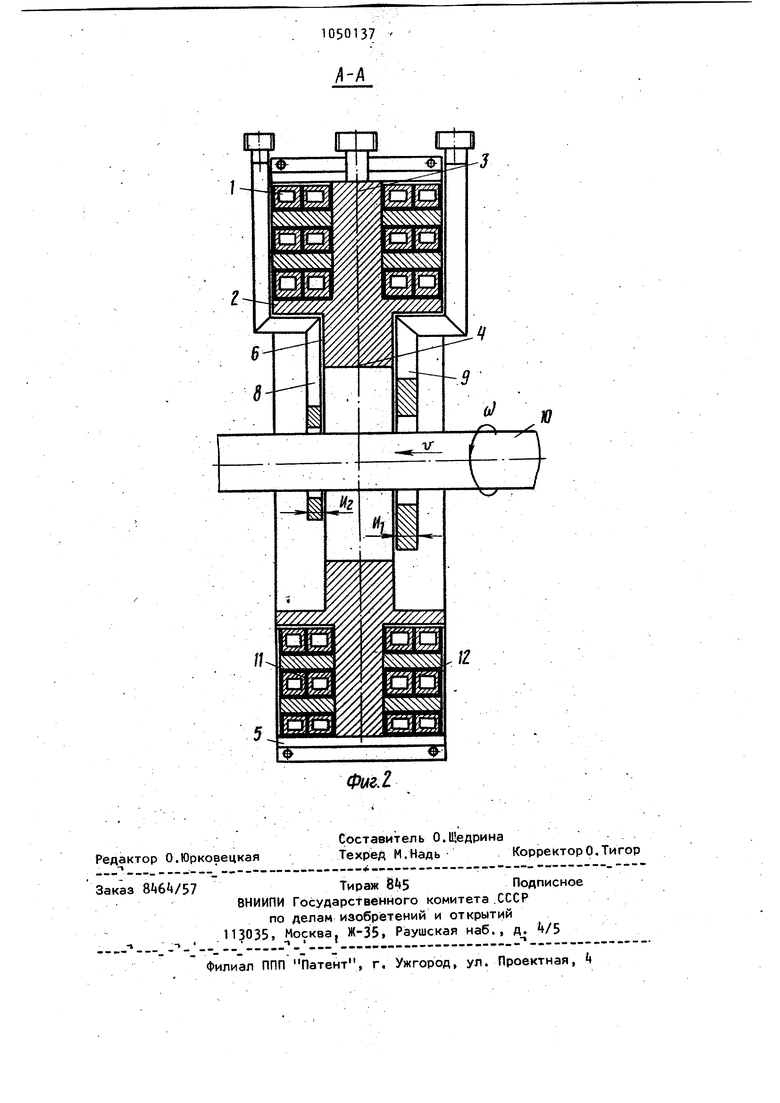
со ч1 11 Изобретение относится к нагреву металлов электромагнитным полем и может быть использовано для двухзонного индукционного нагрева цилиндрических деталей токами промышленной и пониженной частоты. Известен индуктор для нагрева цилиндрических изделий, содержащий первичную многовитковую обмотку и установленную внутри обмотки разрезную медную втулку, снабженную изогнутыми ребрами, образующими пазы,, в которые уложены витки первичной обмотки, что обеспечивает усиление электромагнитной связи между обмоткой и индуктирующей медной втулкой и ведет к повышению Электрического КПД индуктора 1J Недостатком индуктора является невозможность его использования для двух.зонного нагрева одновременно токами одной либо нескольких частот, для создания условий глубинного нагрева и закалки с закономерным благоприятным распределением твердсэсти по сечению детали. Наиболее близким к изобретению по технической сущности является индуктор для нагрева цилиндрических изделий, содержащий многослойную обмотку переменного тока и охватывающие ее внутри и снаружи кольцевые витки с разрезов по образующей, электрически связанные друг с другом Г2 } . Известный индуктор с точки зрения КПД более эффективен, однако он имеет весьма ограниченные технологические возможности и не в состоянии обеспечить одно- и двухдонный нагрев деталей. Целью изобретения является расщирения технологических возможностей индуктора. Поставленная цель достигается тем что в индукторе для нагрева цилиндрических изделий, содержащем многослой ную обмотку переменного тока и охватывающие ее внутри и снаружи кольцевые витки с размером по образующей, электрически связанные друг с другом установленный внутри виток снабжен с наружной и внутренней сторон кольцевыми выступами, обмотка переменного тока выполнена из двух секций, каждая из которых снабжена выводами для при соединения к источнику питания и при мыкает к боковым поверхностям наружного кольцевого выступа, торцовая поверхность которого прикййкает к коль372цевому витку, устано8ле(ному .снаружи, образуя злекгрическую связь витков, а к внутреннему кольцевому выступу с двух сторон присоединен1|| сменные индуктирующие витки разли1{ ного диаметра. На фиг.1 изображен и дyктop, общий вид; на фиг.2 - А-А на фи г. 1. Индуктор содержит первичную двухсекционную многослойную обмотку 1, внутри расположенный вторичный витокi выполненный в виде разрезной медной втулки 2, снабженной ког ьцевыми выступами 3 и 4 (фиг.2, н аружный вторичный виток 7 втулку 5 электрически параллельно подключенную к втулке 2 при помощи выступа 3, и боковые кЛеммы 6 и 7, расположенные на выступе , с помощью которых k втулке 2 подключены сменные индуктирующие витки 8 и 9 снеодинаковыми радиальными .и осевыми размерами. Внутри витков 8 и 9 установлено закаливаемое изделие 10, которому при помощи вспомогательного механизма (не показан I сообщается угловое движение tu и поступательное перемещение V от1 осительно неподвижного индуктора. | Индуктор работает следующим об- . разом.j / В секции витков 11 и |2 первичной обмотки 1 подаются токи 6г двух гене.раторов разной частоты. Причем в секцию витков 11 подается ток более низкой частоты (например, 50 Гц, а в секцию 12 - более высокой частоты (например, 1000 Гц ) Так |как между секциями 11 и 12 располофн медный выступ 3, взаимное электромагнитное влияние разночастотных токов в секциях исключено, что обеспечивает стабильный заданный режим рароты как генераторов, так и сменных индукторов 8 и 9. Циркуляция токов по виткам секции и 12 вызывает образование в окружающем пространстве электромагнитных полей соответствую1|цей частоты, которые, проникая в боковью поверхности выступа 3, возбуждает в них индукцированные ЭДС. Под действием ЭДС в поверхностном слое торцбв выступа Л будут циркулировать TOKI, которые в случае подключения к торцам сменных витков 8 и 9 будут замыкаться по их внутренним поверхностям в силу того, что кажущееся сопротивлен1/1е току в них оказывается наименьший. Плотность тока в витках 8 и 9 значительно возрастает при создании надежного электри«веского контакта между выступом 3 и внутренней поверхностью наружной медной втулки 5, так как индуктированные в ней токи стекают по боковым поверхностям выступа 3 на высту , ас него в витки 8 и 9, где происходит их концентрация,
С ростом плотности токов в витках 8 и 9 происходит увеличение концентра ции образуемых ими магнитных полей. Последние охватывают изделие 10, возбуждают в нем вихревые токи и нагревают.
Нагрев происходит одновременно в двух зонах - под витками 8 и 9. Причем благодаря экранирующему выступу магнитные поля, образованные разночастотными токами в витках 8 и 9, замыкаются в пределах этих витков, не оказывая существенного влия.ния друг на друга. Широкий виток 9, имеюи ий к тому же большой радиальный размер, питается током более низкой частоты, чем виток 8, поэтому нагрев изделия 10 в этой зоне совершается при относительнй небольшой удельной мощности, отличается пониженным градиентом температур и проникает на значительную радиальную глубину. При поступательном движении изделия 10 в направлении V нагретая до заданной температуры, меньшей точки аустенизации, поверхность попадает в узкую зону концентрированного магнитного поля под витком 8, где быстро нагревает.ся до состояния полной аустенитизации и затем подвергается охлаждению по заданному режиму.
Двухзонный нагрев с неодинаковой интенсивностью и на различную глубину обеспечивается и в случае электропитания секций витков 11 и 12 первичной обмотки 1 током одной частоты за счет увеличения радиального и .осевого размеров витка 9 и уменьшения тех же размеров витка 8. Причем оптимальное соотношение размеров витков 8 и 9 устанавливается экспериментальным, путем, исходя из требований прочности изделий. Таким образом, конструкция предложенного индуктора универсальна, достаточно надежна и проста в эксплуатации.
Базовая часть индуктора выполняется по наибольшему диаметру изделия (например, 1500 мм |и устанавливается ПОСТОЯННО ;на закалочном станке, а сменные индуктирующие витки 8 и 9 в зависимости от текущего диаметра обрабатываемого валка (например, 50 мм
Индуктор обладает повышенным электрическим КПД в связи с наличием междуслойной экранизации.
Предложенный индуктор не требует применения громоздких согласующих трансформаторов, внешних экранов и сменных первичных обмоток. При увеличении расстояния между индуктирую.щими витками и размещении здесь спрейера изменение направления поступательного движения V изделия обеспечивает не только его закалку, но и отпуск с помощью широкого витка.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционное нагревательное устройство | 1990 |
|
SU1762422A1 |
| Устройство для высокочастотного нагрева | 1980 |
|
SU957442A1 |
| Устройство для индукционного нагрева изделий | 1989 |
|
SU1760656A1 |
| Устройство для нагрева изделий с обмотками | 1986 |
|
SU1390717A1 |
| Индуктор для высокочастотной сварки металлических изделий | 1974 |
|
SU538855A2 |
| Индуктор-трансформатор для нагрева | 1977 |
|
SU692117A1 |
| Установка для высокочастотного нагрева деталей | 1983 |
|
SU1119192A1 |
| Индуктор для нагрева поверхностей | 1980 |
|
SU936469A1 |
| УСТРОЙСТВО ДЛЯ ИНДУКЦИОННОГО НАГРЕВА, ОБЕСПЕЧИВАЮЩЕЕ ЗАДАННЫЙ ТЕМПЕРАТУРНЫЙ ПРОФИЛЬ | 2001 |
|
RU2214072C2 |
| Устройство для плавки металла во взвешенном состоянии | 1978 |
|
SU688998A1 |
ИНДУКТОР ДЛЯ НАГРЕВА ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ, содержащий многослойную обмотку переменного тока, и охватывающие её внутри и снаружи кольцевые витки с разрезом по образующей, электрически связанные друг с другом, отличающийся, тем, что, с целью расширения технологических возможностей индуктрра, установленный внутри виток снабжен с наружной и внутренней сторон кольцевыми выступами, обмотка переменного тока выполнена из двух се:кций, каждая из которых снабжена выводами для присоединения к источнику питания и примыкает к боковым поверхностям наружного кольцевого выступа, торцовая поверхность которого примыкает к кольцевому витку. Установленному снаружи, образуя электрическую связь витков, а к внутреннему кольцевому выступу с двух сторон присоединены сменные ин(Л дуктирующие витки различного диаметра.