Изобретение относится к области высокочастотной сварки металлических изделий и быть применено при производстве труб, балок, строительных профилей и др.
Известны индукторы для высокочастотной сварки, содержащие обмотку, магнитопровод и экран из электропроводного материала, вынолняющий также роль индуктирующего проводника.
В связи со значительной шириной подобных индукторов, имеющих обмотку, затруднено размещение их внутри труб и других замкнутых профилей.
Известен индуктор для высокочастотной сварки металлических изделий по основному авт. св. № 479592, содержащий магнитопровод и корпус из электропроводного материала, подключенный к источнику тока и выполняющий функции обмотки, в корпусе которого между полюсами магнитопровода выполнен поперечный паз, в котором размещены токоподводящие проводники, соединенные с корпусом индуктора с двух сторон паза.
Безобмоточные индукторы имеют меньщую толщину, что облегчает их расположение внутри замкнутых изделий, и повыщенный КПД.
В таких индукторах роль обмотки, индуктирующей ток в свариваемом изделии, выполняют передний и задний наконечники корпуса индуктора. Значительный ток, текущий по наконечникам корпуса, вынуждает выполнять корпус водоохлаждаемым, что нриводит к усложнению его конструкции. Кроме того, магнитный поток токоподводящих проводников, охватывающих задний наконечник индуктора, не используется для нагрева изделия и является фактически магнитным потоком рассеяния, что снижает КПД индуктора.
С целью повышения КПД установки путем уменьшения потока рассеяния в предлагаемом индукторе по крайней мере один из проводников, подводящих ток к корпусу индуктора, расположен у края корпуса, обращенного к свариваемому изделию.
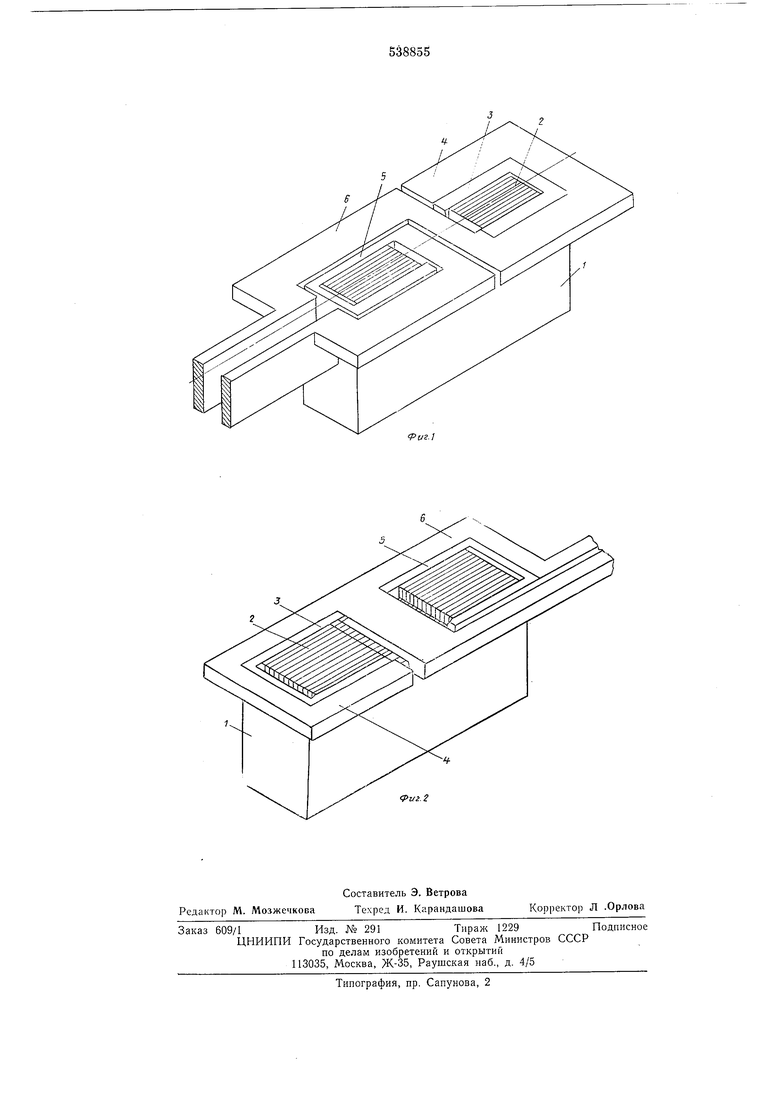
На фиг. 1 и 2 схематически изображен предлагаемый индуктор, варианты.
Индуктор содержит медный корпус-экран 1, магнитопровод 2, передний наконечник 3 корпуса, передний индуктирующий водоохлаждаемый виток 4, задний наконечник 5 корпуса, задний индуктирующий водоохлаждаемый виток 6.
Индуктор, изображенный на фиг. 1, имеет два последовательных индуктирующих витка 4 и б с встречными направлениями текущих по ним токов, которые создают магнитный поток, проходящий внутри витков по магнитопроводу 2 и в зазоре кромками изделия.
При установке с другой стороны изделия второго аналогичного индуктора и соответствующем соединении их выводов создается общий магнитный поток, проходящий через зазор между кромками изделия в зоне передних и задних наконечников.
В таком индукторе задний индуктирующий виток 6 должен быть электрически изолирован от корпуса, а передний виток 4 может иметь электрический контакт с корпусом по его переднему торцу и боковым поверхностям.
Изображенный на фиг. 2 индуктор отличается тем, что его индуктирующие витки 4 и 6 соединены параллельно. В этом случае оба витка могут иметь электрический контакт с корпусом 1, за исключением левого токоподвода, до его перехода через разрез к правой боковой стенке корпуса.
Преимуществом предлагаемого индуктора является возможность изготовления сменных индуктирующих витков, выполненных совместно с элементами защиты индуктора от брызг расплавленного металла.
Формула изобретения
Индуктор для высокочастотной сварки металлических изделий по авт. св. № 479592, о тл и чающий с я тем, что, с целью повыщения КПД установки путем уменьщения потока рассеяния, по крайней мере один из проводников, подводящих ток к корпусу индуктора, расположен у края корпуса, обращенного к свариваемому изделию.
Риг.
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктор для высокочастотной сварки | 1978 |
|
SU749597A1 |
| Контактное устройство для высокочастотной сварки | 1978 |
|
SU774858A1 |
| Устройство для плавки металла во взвешенном состоянии | 1978 |
|
SU688998A1 |
| Индуктор для высокочастотной сварки | 1975 |
|
SU837674A1 |
| Способ высокочастотной сварки труб | 1981 |
|
SU1077732A1 |
| ИНДУКТОР ДЛЯ СВАРКИ ЛИСТОВЫХ ИЗДЕЛИЙ ТОКОМ ВЫСОКОЙ ЧАСТОТЫ | 1968 |
|
SU206754A1 |
| Индукционное нагревательное устройство | 1990 |
|
SU1762422A1 |
| ИНДУКТОР УСТАНОВКИ ИНДУКЦИОННОГО НАГРЕВА | 2000 |
|
RU2187215C2 |
| ИНДУКТОР ДЛЯ НАГРЕВА ПЛОСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2193293C2 |
| Кольцевой индуктор для высокочастотной термообработки деталей | 1978 |
|
SU745025A1 |
Риг.г
