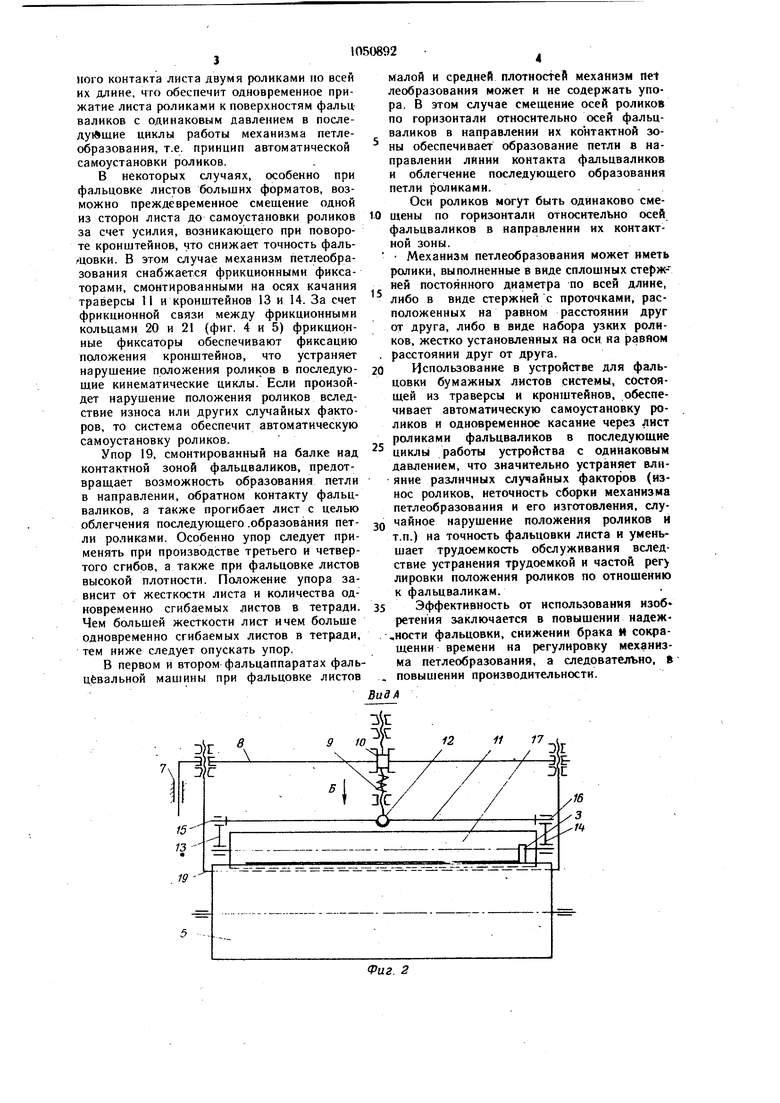
Изобретение относится к полиграфическому производству и может быть использовано в фальцевальных машинах. Известно устройство для фальцовки листов, включающее стол для листа с передиим и боковым упорами, подающий транспортер, средство для формирования петли, выполненное в виде фальцевального ножа, привод его вертикального перемещения и два фальцвалйка 1. Однако указанное устройство не обеСпечивает высокую надежность фальцовки. При обработке особо тонких сортов бумаги имеют место разрывы бумажного листа ножом. К недостаткам относятся также значительные динамические нагрузки, снижающие надежность и скорость работы устройства, а также неустойчивое положение сгйба листа при формировании петли, снижающее точность фальцовки. Известно также устройство для фальцовки бумажных листов, содержащее горизонтальный стол с передним и боковым упорами, фальцвалики, механизм петлеобразования, включающий два ролика, расположенных над фзльцваликами и укрепленных своими осями на двух связанных с вертикальной щтангой кронштейнах, привод щтанги и средство подачи листов в зону фальцовки {2J. Известное устройство характеризуется недостаточным качеством фальцовки в процессе работы и значительной трудоемкостью наладки механизма петлеобразования вследствие частой регулировки положения роликов относительно фальцваликов из-за износа и значительной трудности обеспечения одновременного касания роликами фальцваликов с одинаковым усилием. Цель изобретения - повыщение качества фальцовки. Указанная цель достигается тем,что в устройстве лля фальцовки бумажных листов, содержащем горизонтальный стол с передним и боковым упорами, фальцвалики,механизм петлеобразования, включающий два ролика, расположенных над фальцваликами и укрепленных своими осями на двух связанных с вертикальной штангой кронштейнах, привод штанги и средство подачи листов в зону фальцовки, механизм петлеобразования имеет траверсу, размещенную пapaллeльFЮ осям роликов и шарнирно соединенную своими концами с двумя кронштейнами, я средней частью -- со штангой.. Ролики укреплены на кронштейнах посредством фрикционных фиксаторов. На фиг. 1 изображено предлагаемое устройство для фальцовки листов; на фиг. 2 - вид А ira фи1. 1;на фиг. 3 -- вид Б на фиг. 2; на фиг. 4 -- конструкция фрикционного ||)пксат()ра, первый вариант; на то же. пторои вариант. Устройство для фальцовки содержит горизонтальный стол 1 (фиг. I) с боковым 2 и передним 3 (фиг. 2) упорами, подаю Ший транспортер 4, механизм 6okoBoro равнения (не показан) , два фальцвалйка 5 и 6, механизм петлеобразования и привод его вертикального перемещения (не показан). Механизм петлеобразования имеет установленную ввертикальной направляющей 7 балку 8, связанную с приводом ее вертикального перемещения, подпружиненную щтангу 9, установленную в направляющей 10 балки 8. На штанге 9 щарнирно установлена траверса II (фиг. 2 и 3), на кон которой симметрично ее оси 12 шарнир « расположены кронщтейны 13 и 14 (фиг.3 кронштейнов 13 и 14 симметрично их осей 15 и 16 смонтированы ролики 17 и 18 с возможностью свободного их вращения. На балке 8 над контактной зоной фальцваликов жестко установлен регулируемый по высоте упор 19 (фиг. 1 и 2). Механизм петлеобразования также может иметь фрикционные фиксаторы для фиксации положения траверсы 11 и кронщтейнов 13 и 14, смонтированные на их осях 12, 15 и 16 (фиг. 4 и 5). Фрикционный фиксатор по первому варианту (фиг. 4) включает два фрикционных кольца 20 и 21, установленных на оси щарнира, и расположенные на резьбовом конце оси гайки 22 и 23 для поджима фрикционных колец к телу траверсы и кронщтейнов и втулку 24, установленную на оси шарнира между фрикционным кольцом 21 и гайкой 22 и посаженную в тело звена по скользящей посадке без возможности проворота. В другом варианте (фиг. 5) фрикционный фиксатор может быть снабжен пружиной для упругого поджима фрикционных колец 20 и 21 к телу звеньев через втулку /4. Оси 25 и 26 роликов (фиг. 1) имеют одинаковое смещение а по горизонтали относительно осей 27 и 28 фальцваликов. « Устройство .для фальцовки листов работает следующим образом. Лист 29 проводится подающим трансnojJTepOM 4 до переднего упора 3 и выравнивается по боковому упору 2 механизмом бокового равнения. Затем балка 8 со штантой 9, траверсой 11, кронштейнами 13 и 14 и роликами 17 и 18 опускается. Ролики 17 и 18 прижимают лист к поверхностям фальцваликов 5 и 6, при вращении которых образуется петля, втягивающаяся в их контактную зону и обжимающаяся в ней. Если один из роликов своим краем первым коснется листа, то за счет с()зданньгх усилий между роликами и листом, а саедовательно, моментов повернутся кронштейны до полиого контакта листа двумя роликами но всей их длине, что обеспечит одновременное прижатие листа роликами к поверхностям фальц валиков с одинаковым давлением в последуЛшие циклы работы механизма петлеобразования, т.е. принцип автоматической самоустановки роликов.. В некоторых случаях, особенно при фальцовке листов больших форматов, возможно преждевременное смещение одной из сторон листа до самоустановки роликов за счет усилия, возникающего при повороте кронштейнов, что снижает точность фаль,Цовки. В этом случае механизм петлеобразования снабжается фрикционными фиксаторами, смонтированными на осях качания траверсы 11 и кронштейнов 13 и 14. За счет фрикционной связи между фрикционными кольцами 20 и 21 (фиг. 4 и 5) фрикционные фиксаторы обеспечивают фиксацию положения кронштейнов, что устраняет нарушение положения роликов в последующие кинематические циклы. Если произойдет нарушение положения роликов вследствие износа или других случайных факторов, то система обеспечит автоматическую самоустановку роликов. Упор 19, смонтированный на балке над контактной зоной фальцваликов, предотвращает возможность образования петли в направлении, обратном контакту фальцваликов, а также прогибает лист с целью облегчения последующего .образования петли роликами. Особенно упор следует применять при производстве третьего и четвертого сгибов, а также при фальцовке листов высокой плотности. Положение упора зависит ot жесткости листа и количества одновременно сгибаемых листов в тетради. Чем большей жесткости лист и чем больше одновременно сгибаемых листов в тетради, тем ниже следует опускать упор. В первом и втором фальцаппаратах фальцевальной машины при фальцовке листов малой и средней плотностей механизм net леобразования может н не содержать упора. В этом случае смешение осей роликов по горизонтали относительно осей фальцваликов в направлении их контактной зоны обеспечивает образование петли в направлении линии контакта фальцваликов и облегчение последующего образования петли роликами. Оси роликов могут быть одинаково смещены по горизонтали относительно осей фальцваликов в направлении их контактной зоны. Механизм петлеобразования может иметь ролики, выполненные в виде сплошных стержней постоянного диаметра по всей длине, либо в виде стержней с проточками, расположенных на равном расстоянии друг от друга, либо в виде набора узких роликов, жестко установленных на оси на равном расстоянии друг от друга. Использование в устройстве для фальцовки бумажных листов системы, состоящей из траверсы и кронштейнов, обеспечивает автоматическую самоустановку роликов и одновременное касание через лист роликами фальцваликов в последующие циклы работы устройства с одинаковым давлением, что значительно устраняет влняние различных случайных факторов (износ роликов, неточность сборки механизма петлеобразования и его изготовления, случайное нарушение положения роликов н т.п.) на точность фальцовки листа и уменьшает трудоемкость обслуживания вследствие устранения трудоемкой и частой рег лировки положения роликов по отношению к фальцваликам. Эффективность от использования изобретения заключается в повышении надеж,ности фальцовки, снижении брака И сокращенни времени на регулировку механизма петлеобразования, а следовательно, § повышении производительности.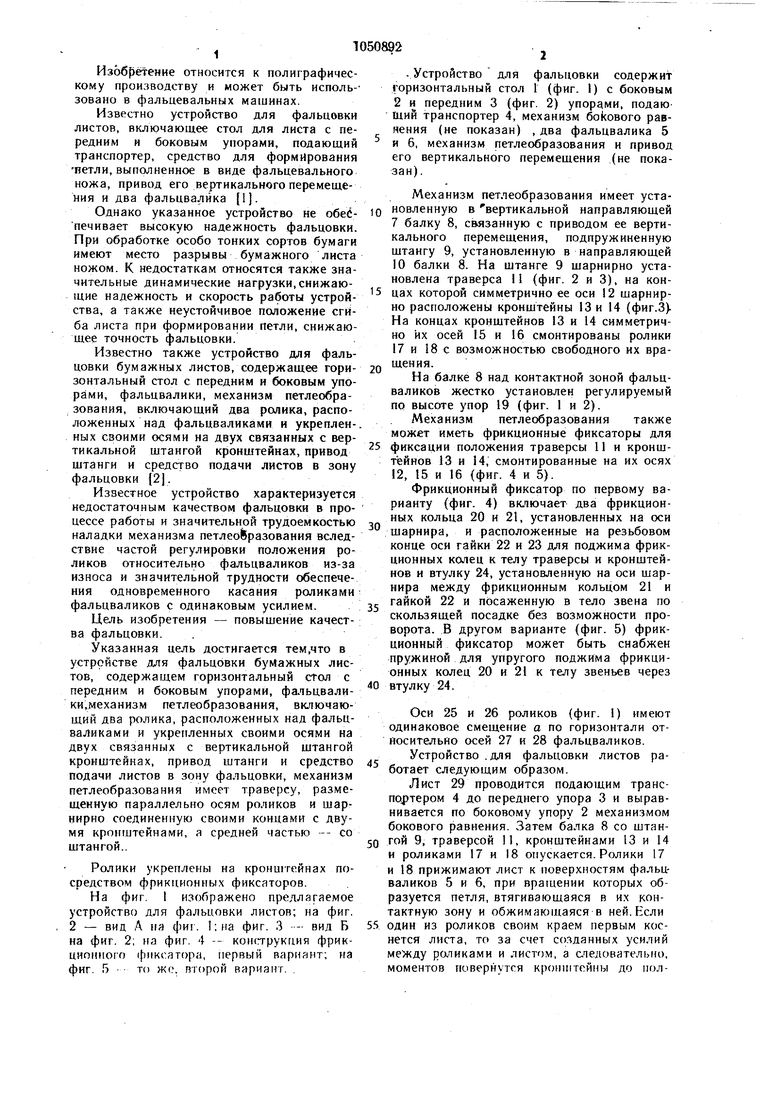
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцовки листов | 1986 |
|
SU1433838A1 |
| Устройство для фальцовки бумажныхлиСТОВ | 1979 |
|
SU844530A1 |
| Устройство для фальцовки бумажных листов | 1980 |
|
SU1152805A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1970 |
|
SU282288A1 |
| Фальцевальное устройство | 1979 |
|
SU861110A1 |
| Машина для изготовления форзацев | 1975 |
|
SU738916A1 |
| Устройство для фальцовки листов | 1989 |
|
SU1662875A1 |
| Станок для сборки трубчатых теплообменников | 1977 |
|
SU657890A1 |
| Способ и устройство для изготовления мешков (картузов) из листовой бумаги | 1929 |
|
SU28390A1 |
| Установка для изготовления плоских пакетов | 1989 |
|
SU1722875A1 |
1. УСТРОЙСТВО ДЛЯ ФАЛЬЦОВКИ БУМАЖНЫХ ЛИСТОВ, содержащее горизонтальный стол с передним и боковым /5, /порами, фальцвалики,механизм петлеобразования, включающий два ролика, расположенных над фальцваликами н укрепленных своими осями на двух связанных с вертикальной штангой кронштейнах, привод штанги и средство подачи листов в зону фальцовки, отличающееся тем,что, с целью повышения качества фальцовки, механизм петлеобразования имеет траверсу, размещенную параллельно осям роликов и щарннрно соединенную своими концами с двумя кронштейнами, а средней частью - со штангой. 2. Устройство по п. 1, отличающееся тем, что ролики укреплены на фонштейнах посредством фрикционных фиксаторов. иг. 1. .. Л... fj ff fff-fff-f r j: jf j уЯ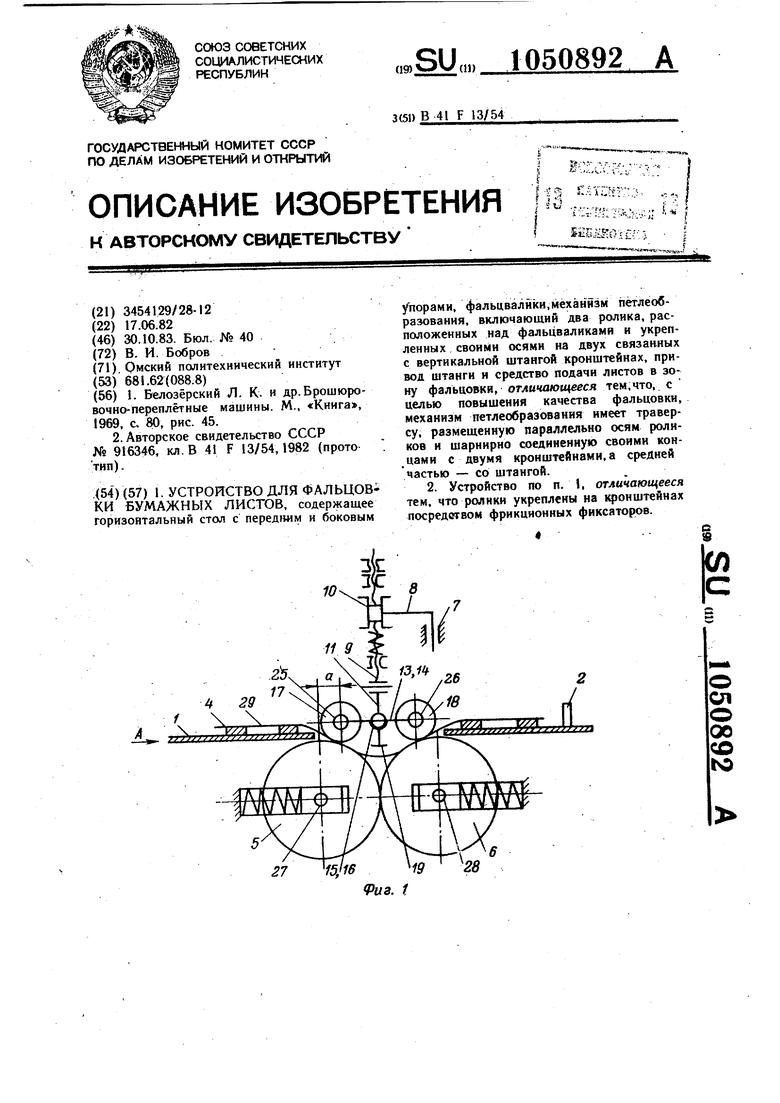
Фиг. 2
18 171112
1 / V
Вид Б
Рав. 3
Фив. 4
, 21
Рие, 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Белозерский Л | |||
| К | |||
| и др | |||
| Брошюровочно-переплётные машины | |||
| М., «Книга, 1969, с | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Железобетонный фасонный камень для кладки стен | 1920 |
|
SU45A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР Кв 916346, кл | |||
| Механический грохот | 1922 |
|
SU41A1 |
