4
00 00 00
00 оо
/J
Изобретение относится к иолиграфичее- кому производству и может быть ис11О:1ьзо- ваио к фа:1Ы1ева;|1Л1ых маипшах.
Ile. ib и:и)б|)ете11ия lOiibinieHiie ка
чества фальцовки и расширение техно. ю- гических возможностей за счет уве.пичеиня номенклатуры фальцуемых материалов.
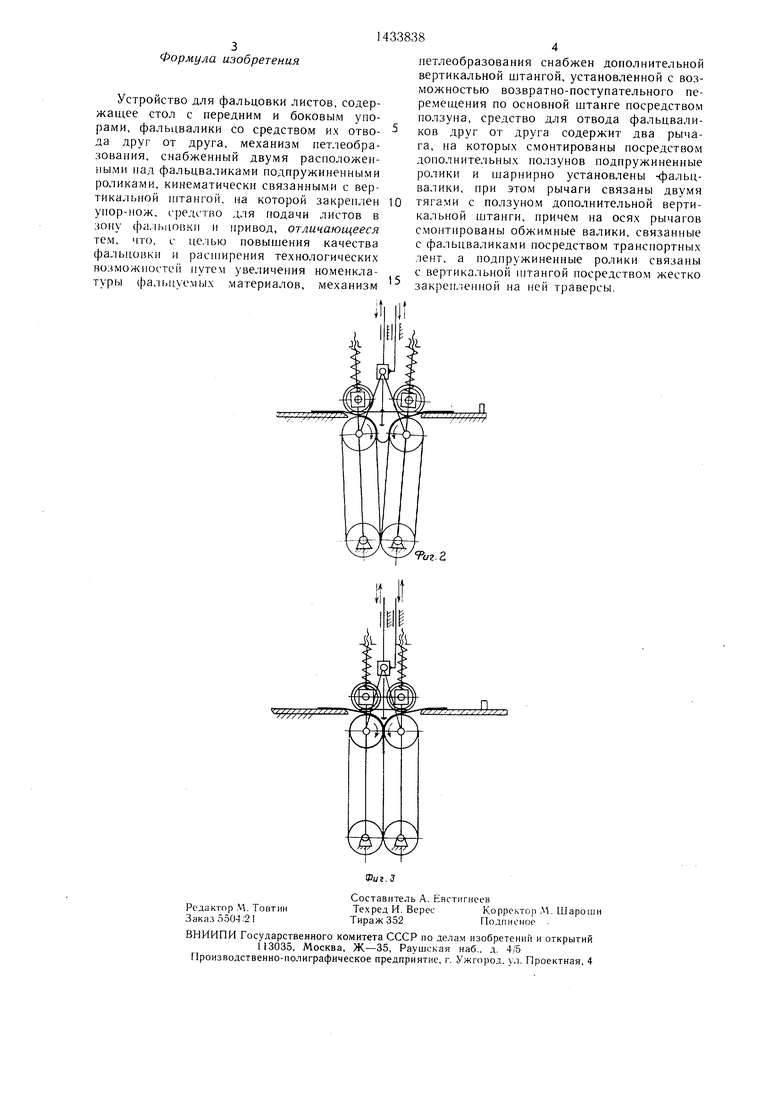
На фиг. 1 изображено устройство для ()а;1ыювки .шстов, исходное положение; на (1ИГ. 2 то же, в момент нредваритель- ного образования петли фальцваликами и ро- .1иками; на (})иг. 3 - то же, в момент захвата нетли фальцваликами.
Устройство для фальцовки листов содер- жи-| CTO.I 1 с передним 2 и боковым 3 унорами и механизм бокового равнения (не показан), фальцвалики 4 и 5, механизм не Минобразования, средство подачи листов () в зопу фальцовки, выполненное в виде цепного транспортера 7 с захватами 8. . ХАеханизм петлеобразования включает два ролика У и К), кинематически связанных со Н1та1(гой II. Кроме того, устройство имеет обжи.мные валики 12 и 13, соеди- неные с фа.пьцваликами 4 и 5 посредством рычагов 14 и 15. Фальцвалики 4 и 5 и обжимные валики 12 и 13 охвачены т)апснортными лентами 16 и 17. На осях 18 и 19 роликов 9 и К) расположены дополнительные ролики 20 и 21 и дополнительные ползуны 22 и 23. 11ол- зуп1)1 22 и 23 с роликами 9 и И) и допо.чнительными роликами 20 и 21 унру- I O установлены на рычагах 14 и 15 с по мощью пружин 24 и 25 с возможностью их неремещения отноеительно последних. Дополнительные ролики 20 и 21 установлены с возможностью взаимодействия с траверсой 26. Травереа 26 жестко соедипепа со штангой II, имеюн;ей возможносгь возвратно-поступательного движения от привода (не показан). Рычаги 14 и 15 Н1арнирно соединены тягами 27 и 28, которые, в свою очередь, шарнирно соединены с дополнительной штангой 29, имеющей возможность возвратно-поступательного неремещения от привода (не показан) относительно направляющей 30. На конце нп анги 1 1 над контактной зоной фальц- валиков жестко установлен регулируемый у нор-нож 31.
Устройство для фальцовки листов работает следующим образом.
В исходном положении (фиг. 1) рь1чаги 14 и 15 наиболее удалены один от другого. Штанга 11 с траверсой 26 и упоро.м- ножом 31 находится в верхнем положении. Траверса 26 через дополнительные ролики 20 и 21 удерживает в верхнем положении ролики 9 и 10. Таким образом ролики 9 и 10 отведены от фальцвали- ков 4 и 5. Пружины 24 и 25 сжаты. Лист 6 проводитея транспортером 7 с захватами 8 до переднего упора 2 и выравнивается по боковому упору 3 механиз
5
0
0
мом боковог О равнения (не ноказап). Штанга II с траверсой 26 и упором-ножом 31 опускается (фиг. 2). Под действием пружин 24 и 25 ползуны 22 и 23 с дополнительными ро. шками 20 и 21 и роликами 9 и 10 опускаются. Упор-нож 31 предварительно прогибает лист 6 и не дает ему прогнуться в обратном направлении. Ролики 9 и 10 прижимают лист к фальцваликам 4 и 5. При вращении последних от привода машины (не показан) образуется петля, которая втягивается в зону между фальцваликами 4 и 5 и транснортны.ми лентами 16 и 17. Как только головка петли окажется ниже межцептровой линии фальиваликов 4 и 5, поднимается дополнительная Н1танга 29, которая, в свою очередь, через тяги 27 и 26 сближает фальцва;1ики 4 и 5. Образовавшаяся петля обжимается фальцваликами 4 и 5 и ветвями транспортных .лент 16 и 17, которые далее транспортируют лист к обжимным валикам 12 и 13 (фиг. 3). Обжимные валики 12 и 13 окончательно обжимают сфальцованный лист и выводят его из устройства. Штанга 11 с траверсой 26 поднимается вверх. Траверса 26 воздействует .ча дополнительные ролики 20 и 21, вследствие чего ползуны 22 и 23 с роликами 9 и 10 поднимаются, пружины 23 и 24 сжимаются. Ролики 9 и 10 отводятся от фальцваликов 4 и 5. Процесс (()а,1ьцовки повторяется.
0
5
0
Испо.;1ьзовапие в устройстве для фаль- повки ()к средства отвода друг от д.|1уга фальцваликов с обжи.мными валиками и трапс110)тпой лентой обеспечивает получение предварительного зазора между (альцва. жками и трапснортны.ми лентами, что устрапяет отрицательное в. шяпие клиповой зоны .между ({)а.лы1,валикам1( на падеж- пость и точпость фальцовки, а именно, устраняется образовагше боковых нетель, набега боковых петель од11ой па другую, образование петли в обратном направле- пии, смятие листа. Устраняется отрицательное влияние переходного процесса захвата петли фальцваликами на точность фальцовки. Устраняелся требование обеспечения значительного коэффициента трения .между листом и фальцваликами. Указанное позволяет обрабатывать листовые материалы с высокой степенью г ладкости (например, мелованные бумаги, нолимерные материалы), а также материалы высокой плотности (до топкого картона).
Также устраняется влияние износа фальц- валиков на надежность и точность фальцовки. Фальцвалики могут быть вьЕполне- ны гладкими, что устраняет операцию 5 рифления фальцваликов, а следовательно, снижает их стоимость, уровень шума, который имеет место при взаимодействии рифленых фальцваликов.
5
0
Формула изобретения
Устройство для фальцовки листов, содержащее стол с передним и боковым упорами, фальцвалики со средством их отвода друг от друга, механизм петлеобразования, снабженный двумя расположенными над фальцваликами подпружиненными роликами, кинематически связанными с вертикальной н тангой. на которой закреплен упор-нож, средство для подачи листов в зону фа.1ьцовки и привод, отличающееся тем, что, с це.чью повышения качества фальцовки и расн1ирения технологических возможностей путем увеличения номенклатуры фальцуемых материалов, механизм
петлеобразования снабжен дополнительной вертикальной штангой, установленной с возможностью возвратно-поступательного перемещения по основной щтанге посредством ползуна, средство для отвода фальцвали- ков друг от друга содержит два рычага, на которых смонтированы посредством дополнительных ползунов подпружиненные ролики и щарнирно установлены -фальц- валики, при этом рычаги связаны двумя тягами с ползуном дополнительной вертикальной штанги, причем на осях рычагов смонтированы обжимные валики, связанные с фальцваликами посредством транспортных лент, а подпружиненные ролики связаны с вертикальной штангой посредством жестко закрепленной на ней траверсы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фальцовки бумажных листов | 1982 |
|
SU1050892A1 |
| УСТРОЙСТВО для ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1970 |
|
SU282288A1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1984 |
|
SU1201175A1 |
| Устройство для фальцовки листов | 1989 |
|
SU1662875A1 |
| Устройство для поперечной фальцовки тетрадей в фальцевально-резальном аппарате рулонной ротационной печатной машины | 1984 |
|
SU1260251A1 |
| Фальцевально-резальный аппарат рулонных ротационных печатных машин | 1983 |
|
SU1155470A1 |
| Устройство для образования поперечного сгиба | 1982 |
|
SU1057305A1 |
| Устройство для резки рулонного материала | 1988 |
|
SU1574380A1 |
| АГРЕГАТ ДЛЯ ИЗГОТОВЛЕНИЯ ФОРЗАЦЕВ | 1972 |
|
SU350676A1 |
| Автомат для подборки и фальцовки листов | 1960 |
|
SU135088A1 |
Изобретение относится к устройствам для образования сгибов в листовых материалах. Цель изобретения состоит в повышении надежности фальцовки и расширении технологических возможностей за счет расширения номенклатуры обрабатываемых материалов. Устройство имеет обжимные валики 12 и 13, соединенные с фальц- валиками 4 и 5 посредством рычагов 14 и 15. Фальцвалики и обжимные валики охвачены транспортными лентами 16 и 17. На осях роликов 9 и 10 расположены дополнительные ролики 20 и 21 и ползуны 22 и 23, упруго установленные на рычагах 14 и 15. Дополнительные ролики 20 и 21 взаимодействуют с траверсой 26, жестко соединенной со штангой 29. В исходном положении фальцвалики 4 и 5 разведены. Штанга 11 с траверсой 26 и упором-ножом 31 находится в верхнем положении. Траверса 26 через дополнительные ролики 20 и 21 удерживает в верхнем положении ролики 9 и 10. Как только лист выравнивается по упорам 2 и 3, штанга 11 с траверсой 26 и упором-ножом 31 опускается. Под действием пружин 24 и 25 ползуны 22 и 23 с дополнителными роликами 20 и 21 и роликами 9 и 10 опускаются. Упор-нож 31 предварительно прогибает лист. Ролики 9 и 10 прижимают его к фалцваликам. При врашении последних образуется петля. Как только головка петли окажется ниже межцентровой линии фальцваликов, поднимается дополнительная штанга 29, которая через тяги 27 и 26 сближает фальц- валики. Образовавшаяся петля обжимается фальцваликами и ветвями транспортных лент 16 и 17. 3 ил. сл
| Устройство для фальцовки бумажных листов | 1982 |
|
SU1050892A1 |
| Механический грохот | 1922 |
|
SU41A1 |
