Изобретение относится к технологии изготовления обмоток индукционных машин, в частности обмоток МГД устройств.
Известен способ изготовления обмотки индукционной машины, по которому обмотку изготовляют в следуюш.ей последовательности.
На широкую боковую сторону короба из электропроводного материала наносят линии, параллельные торцу короба, одна от другой на расстоянии, равном ширине проводника с припуском на инструмент. При переходе на узкую боковую сторону короба разметочную линию наклоняют по высоте, делая смеш,ение на величину полюсного деления. На противоположной широкой стороне те же линии проводят параллельно торцу заготовки, а на другой узкой боковой стороне короба также делают смешение на величину полюсного деления, и т.д. После выборки металла по линиям разметки получают сквозные прорези, которые делят короб на ряд прямоугольных спиралей. К вь1ходным концам проводников присоединяют клеммы, а на противоположном конце короба устанавливают три перемычки, сбединяюшие проводники-спирали в фазы 1.
Однако в известном способе для получения одинакового сечения проводников обмотки ТОЛШ.ИНЫ стенок заготовки короба должны быть неодинаковы, т.е. заготовка должна быть сваренной по ее боковым ребрам из листов различной толщины или выполненной из проката специального профиля; при одинаковых толщинах стенок заготовки сечение образовавшихся проводников изменяется по их длине (при переходе с одной стенки короба на другую).
Кроме того, этот способ усложнен, а надежность изготовленной обмотки снижена за счет множества соединений, выполняемых пайкой, сваркой или другими способами, проводников с клеммами и перемычками (12 соединений на обмотку).
Цель изобретения - упрощение технологии изготовления и повышениенадежности за счет уменьшения количества соединений проводников.
Поставленная цель достигается тем, что проводники обмотки выполняют путем прорезки ленточной заготовки вдоль ее длины, не доходя до торцов, с образованием полос, выводы выполняют на участке ленты путем отгиба участков полос за плоскость ленты, а витки образуют изгибом по спирали участков заготовки, расположенных между ее торцами и выводами.
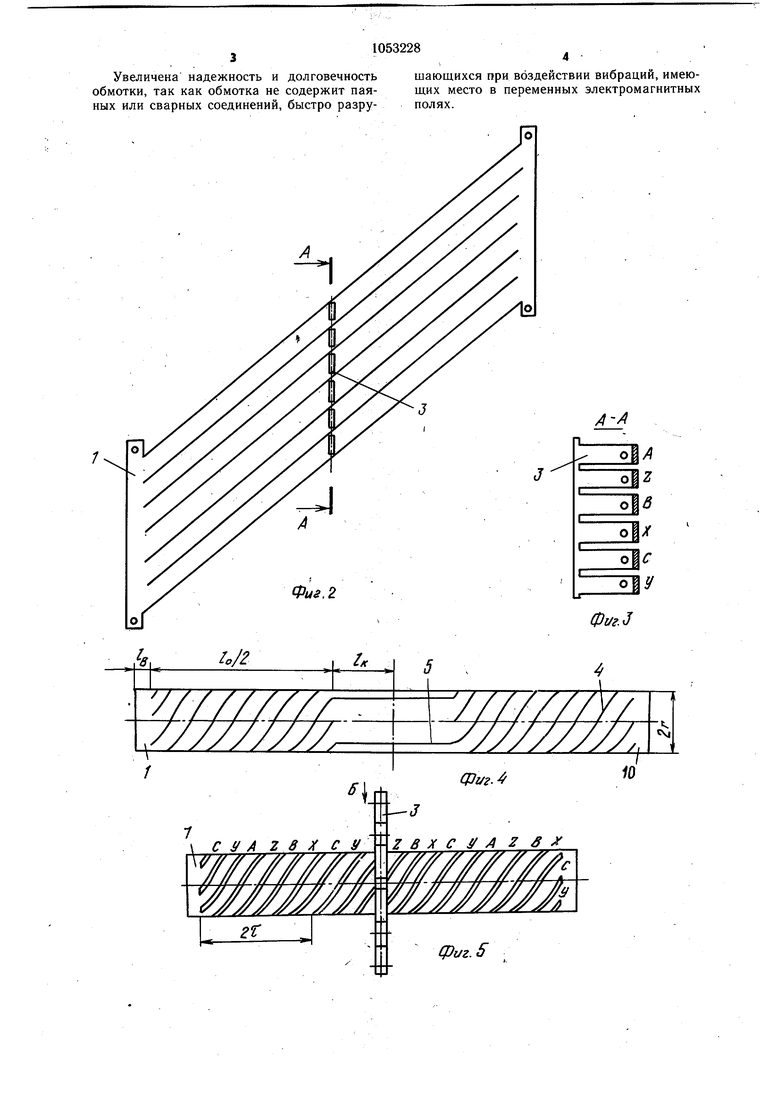
На фиг. 1 изображена заготовка обмотки из ленточного электропроводящего материала; на фиг. 2 - заготовка обмотки с выполненными выводами; на фиг. 3 - разрез -А на фиг. 2; на фиг. 4 - цилиндрическая заготовка обмотки с разметочными линиями; на фиг. 5 - обмотка индукционной машины с цилиндрическим каналом, выпол. ненная из ленточного или цилиндрического электропроводящего материала; на фиг. 6 - вид Б на фиг. 5; на фиг. 7 - обмотка индукционной машины с плоским каналом.
Обмотку изготовляют в следующей последовательности.
Из ленточного электропроводящего материала вырезают заготовку по схеме фиг. 1, О где 1о,,.1о - аксиальные размеры токозамыкающего витка 1 и проводника 2, соответственно; IK -:- длина выводов 3.; R - радиус обмотки; Т-полюсное деление обмотки; d - угол укладки проводников обмотки;
ct argtg r/r R
На заготовку обмотки наносят разметочные линии 4 и 5. При шестифазном испол нении обмотки ее разбивают на шесть по
0 лос. Затем перегибают заготовку по линии б, прорезают по линиям 5, в результате чего образуется профиль выводов 3. После этого перегибают заготовку по линиям 7 и 8 в противоположные стороны. При этом получают заготовку обмотки со сформован ными выводами 3 (фиг. 2 и 3). Эту заготовку укладывают на цилиндрический канал 9, стягивают витки 1, по разметочным линиям 4 выполняют прорези, не доходящие до торца (торцов) оболочки на расстояние 1в .и поQ лучают цилиндрическую обмотку (фиг. 5). Из цилиндрического электропроводящего материала обмотку изготавливают в такой последовательности. Вырезают заготовку по схеме, изображенной на фиг. 4, делают разметочные линии 4 и 5, затем по линиям 5
5 выполняют прорези, и формуют выводы 3 (фиг. 5 и 6). После этого осуществляют посадку заготовки на цилиндрический канал 9, по линиям разметок 4 выполняют прорези на расстояние Ig ..(осевой размер токозамыкающего витка 1), не доходящие до торцов , оболочки (фиг. 5). Получившиеся спирали 10 являются проводниками обмотки, относительное смещение витков обмотки равно двойному полюсному делению.
Форма обмотки может быть различной:
5 цилиндрической, плоской, сферической, квадратной, прямоугольной (фиг. 7), многогранной и т.д. в зависимости от формы канала.
Предлагаемое изобретение обеспечивает 0 упрощение изготовления и повышение надежности обмотки, так как обмотка не содержит сварных или паяных соединений. Проводники обмотки имеют одинаковое сечение по всей длине. В индукторе провод НИКИ обмотки располагаются по винтовым линиям, в результате получается равномерное распределение электромагнитной силы по сечению канала. Увеличена надежность и долговечность обмотки, так как обмотка не содержит паяных или сварных соединений, быстро разрушающихся при воздействии вибраций, имеющих место в переменных электромагнитных полях.
/;-/
z
0i/.J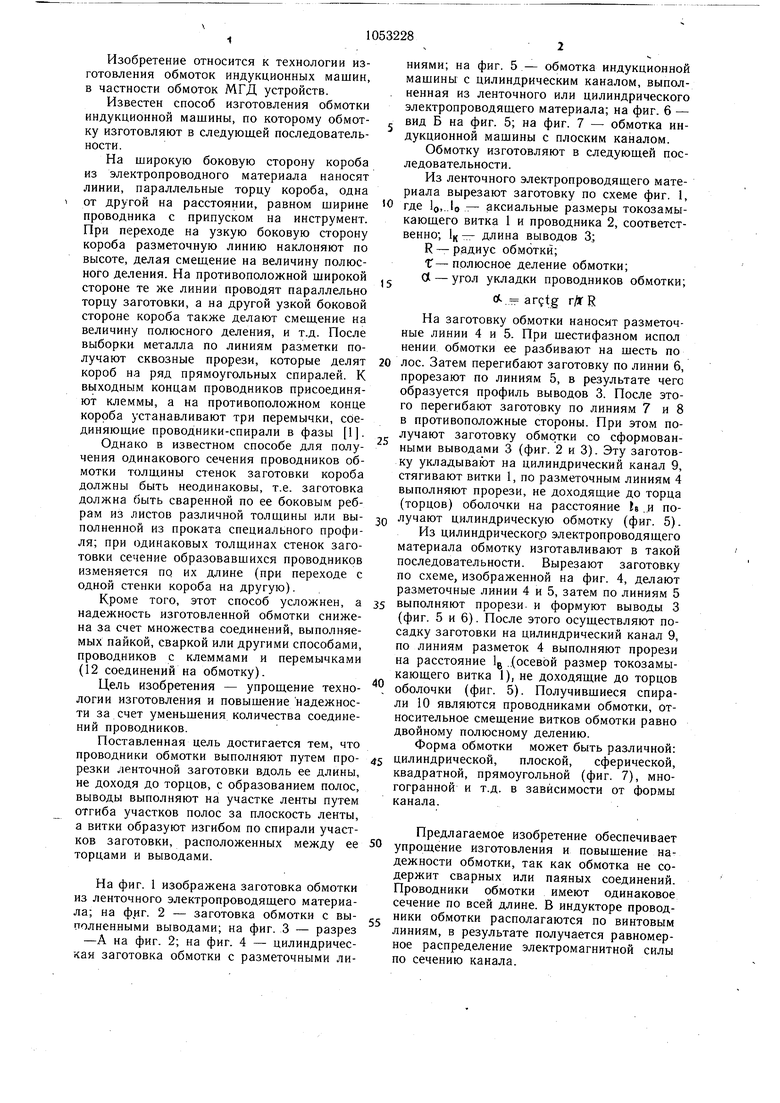
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ИНДУКЦИОННОЙМАШИНЫ | 1972 |
|
SU344552A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЦИЛИНДРИЧЕСКОЙ ПЕЧАТНОЙ ОБМОТКИ | 1994 |
|
RU2054783C1 |
| Коническая спиральная антенна и способ её изготовления | 2020 |
|
RU2730114C2 |
| Способ изготовления ротора электрической машины с треугольной формой витка | 1979 |
|
SU1029341A1 |
| СПОСОБ ЦЕНТРОБЕЖНОГО ЛИТЬЯ МЕТАЛЛА В ЭЛЕКТРОМАГНИТНОЙ ИЗЛОЖНИЦЕ СМЕННОГО ПРОФИЛЯ ДЛЯ ЕДИНИЧНОГО, МЕЛКО- И КРУПНОСЕРИЙНОГО ПРОИЗВОДСТВА ПОЛЫХ КОНСТРУКЦИЙ ПРОИЗВОЛЬНОЙ ФОРМЫ | 2003 |
|
RU2246374C2 |
| Статор цилиндрической линейной машины | 1980 |
|
SU1003263A1 |
| Способ изготовления чувствительного элемента магнитоупругого датчика усилия | 1991 |
|
SU1795310A1 |
| СПОСОБ НАМОТКИ ЭЛЕКТРОМАГНИТНОГО ЭЛЕМЕНТА (ВАРИАНТЫ) | 1991 |
|
RU2006975C1 |
| ИНДУКТИВНЫЙ ЭЛЕМЕНТ | 1995 |
|
RU2093972C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИНИИ ЭЛЕКТРОПЕРЕДАЧИ СО СПИРАЛЬНЫМ ПОПЕРЕЧНЫМ СЕЧЕНИЕМ И УСТРОЙСТВО НА ЕГО ОСНОВЕ | 2020 |
|
RU2749558C1 |

СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ИНДУКЦИОННОЙ МАШИНЫ, включающий выполнение в заготовке из электропроводного материала полос, образование витков и выполнение вь водов проводников обмотки, отличающийся тем, что, с целью упрощения технологии и повыщения надежности путем уменьшения количества соединений проводников, проводники обмотки выполняют путем прорезки ленточной заготовки вдоль ее длины, не доходя до торцов с образованием полос, выводы выполняют на участке ленты путем отгиба участков полос за плоскость ленты, а витки образуют изгибом по спирали участков заготовки, расположенных между ее торцами и выводами. (Л сд со 1чЭ Ю 00
С У А 28 }{ С У
WllII/iim//i//4
гг
фг/г.
j
Z в X С ff А Z S
фиг. 5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБМОТКИ ИНДУКЦИОННОЙМАШИНЫ | 0 |
|
SU344552A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
