Изобретение относится к технологии электроэроэионной Обработки и предназначено для изготовления электродов-инструментов, применяемых для обработки рисунков тиснильных валов. .Наиболее близким к предлагаемому является способ обработки сложных рисунков валов методом гравирования на электронно-механическом автомате согласно которому используется тональная фотоформа с рисунком (репродукция) и считывающая фотоголовка, управляюй1ая резцом. Процесс гра вирования ведется при синхронном или масштабном перемещении фотоголовки и резца l , Однако согласно указанному способу невозможно получить рисунок на электроде-инструменте с перепадами по глубине. Целью изобретения является обеспечение возможности нанесения рисунка на электрод-инструмент с пер падами по глубине. Цель достигается тем, что согла но способу изготовления электродаинструмента обработку рисунка на электроде-инструменте-производят резцом, управляемым фотоголовкой, считывающей рисунок с тональной фо тоформы, процесс ведут последовательно несколькими резцами, каждый из которых управляется индивидуаль ной фотоголовкой, причем каждую фотоголовку настраивают на заданную плотность тона фотоформы, а каж дый резец - на заданную глубину резания . Такой .способ действительно позво ляет получать рельефный рисунок,так как фотоголовки считывают только .тот тон, на который они настроены и не реагируют на другой тон рисунка фотоформы. На фиг. 1 изображена блок-схема устройства для реализации предложен ного способа, стрелками показано направление перемещения исполнитель ных органов устройства и вход и выход управляющих сигналов; на фиг.2 тональная фотоформа рисунка, на фиг. 3 - рисунок на электроде-инстр менте, полученный в результате последовательной обработки, на фиг. 4 местный размер профиля поверхности электрода-инструмента, полученный на нем в результате последовательно обработки резцами, разрез А-А на фиг.3. Реализация предложенного способа осуществляется следующим образом. На устройство (фиг.1) устанавливают заготовку электрода-инструме та 1 цилиндрической формы, устанавливают вал-оригинал 2, у которог длина развертки окружгюсти его цилиндра равна ширине тональной фотоформы 3, полученной известным способом, крепят, например, наклеивают на вал-оригинал 2 так,. чтобы фотоформа 3 охватила его цилиндр без просвета в стыке. Подводят фотоголовку 4 и 5 к тональной фотоформе 3 и производят настройку их на чувствительность заданного тона рисунка фотоформы 3 так, чтобы фотоголовка 4 считывала тон пло1 ности аи б (см. фиг. 2), а фотоголовка 5считывала бы только тон плотности 6и не счихывала бы тон плотности Oi Затем отводят фотоголовки 4 и 5 влево и устанавливают фотоголовку 4слева от тональной фотоформы 3 у начала рисунка, а фотоголовку 5 слева от фотоголовки 4 рядом.Суппорты 6 и 7 с резцами 8 и 9 также устанавливают слева у торца заготовки электрода-инструмента 1 с расстоянием между резцами 8 и 9, равным расстоянию между фотоголовками 4 и 5, или в заданном масштабе. После этого устанавливают приводы (не показаны) резцов 8 и 9 на заданные глубины резания Ь и 2 соответственно (см.фиг.4). Посредством гитар 10 устанавливают масштаб перемещений фотоголовок 4, 5и суппортов 6,7 в направлении оси, а также угловые скорости вала-оригинала 2 и электрода-инструмента 1. Включают привод 11 и электронный блок 12. Фотоголовки 4,5 . и суппорты 6,7 с резцами 8,9 перемещаются от винтов 13 и 14.слева направо. При этом фотоголовка 4 считывает с фотоформы 3 тон плотности q и 5, посылая сигналы на электронный блок 12, где они преобразуются, формир тотся, усиливаются по мощности, а затем посылаются на привод резца 8. Фотоголовка 5 считывает с тональной фотоформы 3 только тон плотности S и управляет при этом резцом 9. Резцы 8 и 9, совершая возвратнопоступательные перемещения в направлении, перпендикулярном оси электрода-инструмента 1, производят обработку его на заданные глубины Ь и 1 (см. фиг.4). П р и м е. р. Первый проход-. Фотоголовка (первая по ходу движения), настроенная на плотность тона Q и 5 (фиг. 2), считывает рисунок с фотоформы, изображенной на фиг..2,а резец (первый), настроеннйй на глубину b и управляемый этой фотоголовкой # производит обработку электродаинструмента на глубину В (см.фиг.4), Второй проход. Фотоголовка (вто;рая), настроенная на плотность то.на § (фиг.2), считывает рисунок с
фоЮформы, изображенной на фиг.2, а резец (второй), настроенный на глубину 1 и управляемый этой фотоголовкой, производит обработку элек- трода-инструмента на глубину - (см.фиг.4),
В результате двух проходов при последовательной обработке резцами получаем рисунок на электроде-инструменте, изображенный на фиг.З.
Таким образом, в результате последовательной обработки электрода инструмента резцами 8 и 9, настроенными на разную глубину резания и управляемыми индивидуальнь1ми фотоголовками 4 и 5, настроенными на разную плотность тона фотоформы, получаем на электроде-инструменте рельефный разноглубинный рисунок. Базовым объектом является гравировальный электронно-механический автомат (МЭГА). По сравнению с ним предложенный способ обеспечит возможность изготавливать электроды-инструменты со сложньм рельефным рисунком.
фиг. 2
Фие.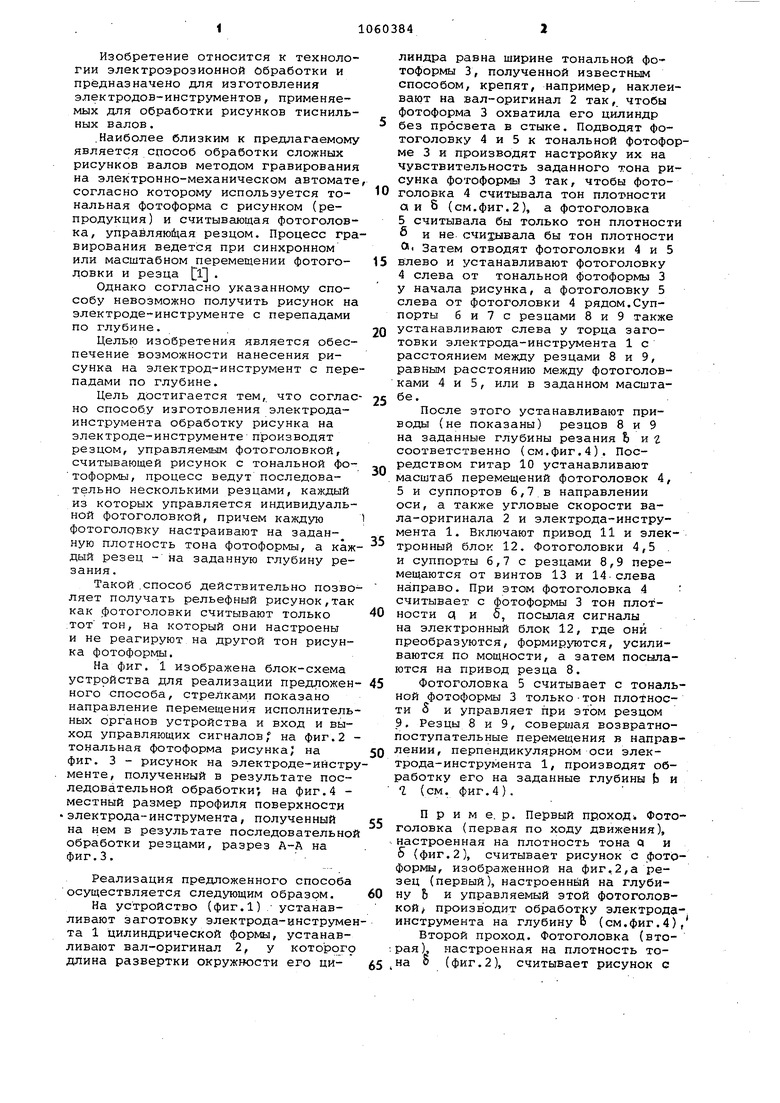
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента | 1982 |
|
SU1061966A1 |
| Гравировальная машина для изготовления клише и офсетных фотоформ | 1977 |
|
SU787185A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПО ОБРАЗЦУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108919C1 |
| Устройство для управления гравировальной машиной | 1989 |
|
SU1692865A1 |
| ЭЛЕКТРОГРАВИРОВАЛЬНАЯ МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНЫХ ПЕЧАТНЫХ ФОРМ | 1956 |
|
SU112764A1 |
| Электронная гравировальная машина | 1986 |
|
SU1404370A1 |
| Электронная гравировальная машина | 1987 |
|
SU1535741A1 |
| Способ изготовления растрированных печатных форм и устройство для его осуществления | 1976 |
|
SU984400A3 |
| НОСИТЕЛЬ ДАННЫХ, СНАБЖЕННЫЙ РИСУНКОМ, ВЫПОЛНЕННЫМ ПОСРЕДСТВОМ МЕТАЛЛОГРАФСКОЙ ПЕЧАТИ | 2008 |
|
RU2488491C2 |
| Электрогравировальная машина для изготовления рельефных печатных форм | 1961 |
|
SU142149A1 |
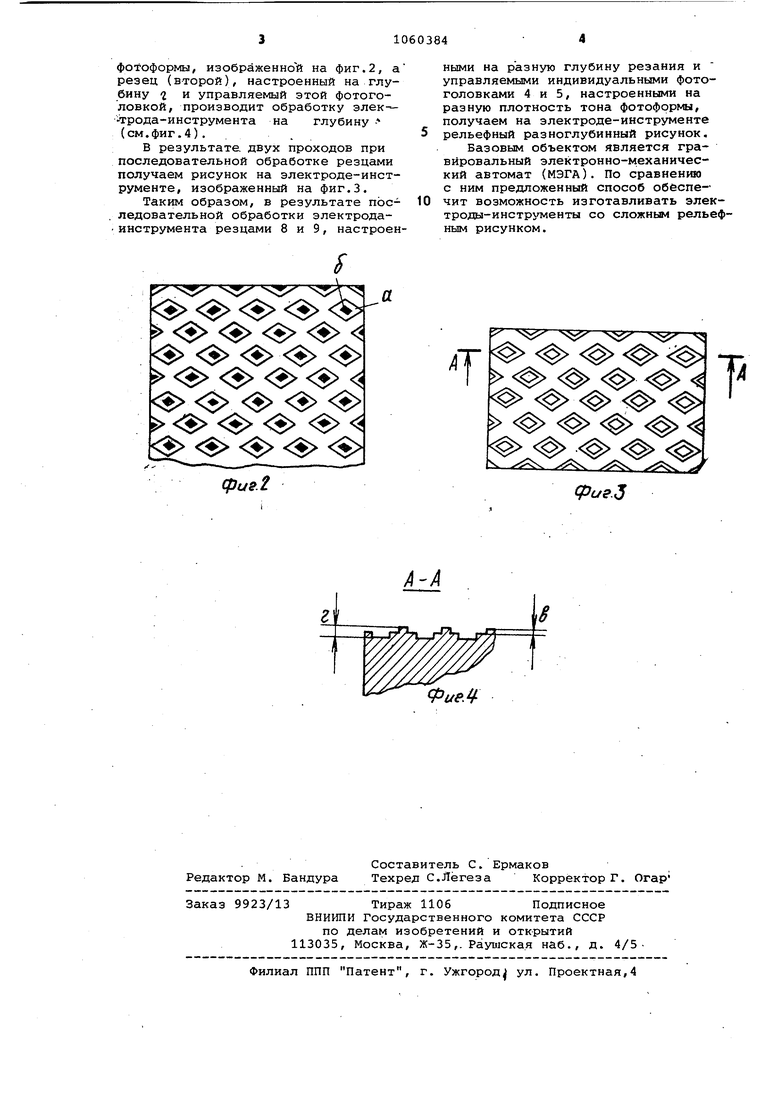
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА, предназначенного для электроэрозионного нанесения рисунка, на тиснильный вал, согласно которому обработку рисунка на злектроде-инструмейте производят резцом, управляемым фотоголовкой, считывающей рисунок с. тональной фотоформы, отличающийся тем, что, с целью обеспечения возможности нанесения рисунка с перепадами по глубине, процесс ведут последовательно несколькими резцами, каждый из которых управляется индивидуальной фотоголовкой, причем каждую фотоголовку настраивают на заданную плотность токаждый рена фотоформы, на заданную глубину ре- 9 зец зания. (Л в &0 30 Й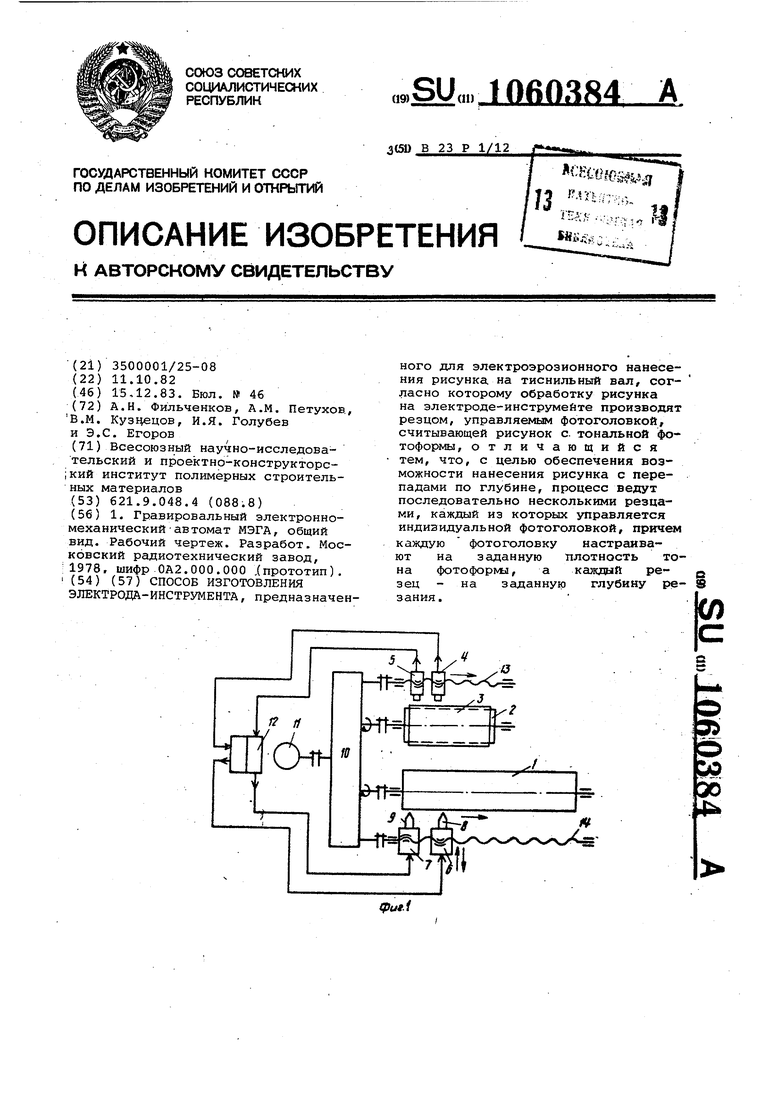
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гравировальный электронномеханический -автомат МЭГА, Общий вид | |||
| Рабочий чертеж | |||
| Разработ | |||
| Московский радиотехнический завод, :1978, шифр ОА2.000.000 .(прототип) | |||
