Изобретение относится к технологии электроэрозионной обработки и предназначено для изготовления электродов-инструментов, применяемых дЛя обработки рисунков тиснильных валов
Известен способ обработки сложных рисунков печатных валов на электронно-механическом автомате, согласно которому используется фотоформа с рисунком и считывающая фотоголовка, управляющая резцом. Процесс гравирования ведется при синхронном или масштабном перемещении фотоголовки и резца Cl 3.
Недостатком способа является то, что рисунок на электроде-инструменте получают без перепадов по глубине.
Целью изобретения является обеспечение возможности нанесения рисунка на электрод-инструмент с перепадами по глубине.
Цель достигается тем, что согласно способу, предназначенного для электроэрозионного нанесения рисунка на тиснильный вал, согласно которому обработку рисунка на электродеинструменте производят резцом, управляемым фотоголовкой, считывающей рисунок с фотоформы, используют раздельные фотоформы, на каждую из которых наносят рисунок одной глубины и осуществляют обработку контуров последовательно.
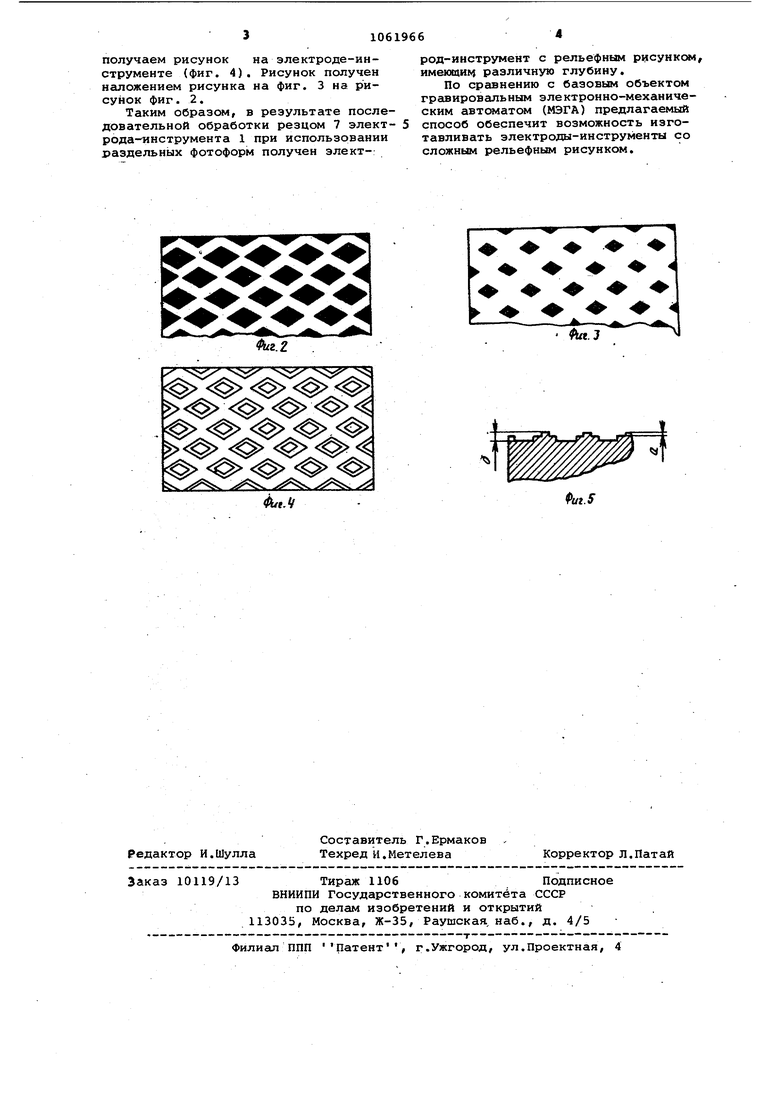
На фиг. 1 изображена блок-схема устройства для реализации предлагаемого способа, где стрелками показано направление перемещения исполнительных органов устройства и вход и выход управляющих сигналов; на фиг.2контур рисунка, выполненный на первой фотоформе; на фиг. 3 - то же, на второй фотоформе; на.фиг. 4 - рисунок, полученный на электроде-инструменте в результатепоследовательной обработки контуров; на фиг, 5 - местный разрез- профиля поверхности электрода-инструмента, полученный в результате последовательной обработки резцом по первой и второй фотоформе.
Способ осуществляется следующим образом. ..
На устройство (фиг. 1) устанавливают заготовку электрода-инструмента 1, например, цилиндрической формы. Устанавливают вал-оригинал 2, у которого длина развертки окружно-. сти цилиндра равна ширине фотоформ 3 и 4, Фотоформы 3 и 4 путем деления целого рисунка на контуры крепят, например, наклеивая на вал-оригинал 2 так,чтобы фотоформы 3 и 4 охватывали его цилиндр бей просвета в стыке и располагались вдол оси с промежутком между ними,. Затем устанавливают фотоголовку 5 в крайнее ..левое положение (фиг. 1) у начала фотоформы 3,, а
суппорт 6 с резцом 7 - у левого торца заготовки электрода-инструмента 1. Посредством гитар 8 устанавливают масштаб перемещения фотоголовки 5 и суппорта 6 в направлении оси, а так5 же угловую скорость вала-оригинала 2 и заготовки электрода-инструмента 1. Привод резца 7 (не показан) настраивают на Зсоданную глубину резания. Включают привод 9 и электронный
0 блок .10. Фотоголовка 5 и суппорт 6 с резцом 7 перемещаются от винтов 11 и 12 слева направо. При этом фотоголовка 5«считывает рисунок с фотоформы 3, посылая сигналы в электрон-.
5 ный блок 10, где они преобразуются, формируются, усиливаются по мощности, а затем посылаются на привод резца 7, расположенный в суппорте 6. Резец 7, совершая возвратно-поступательные перемещения в направлении,
перпендикулярном оси заготовки электрода-инструмента 1, производит обработку электрода-инструмента на заданную глубину си (фиг. 5) .
В результате такой обработки на поверхности электрода-инструмента 1 образуется .контур рисунка, полностью соответствующий изображенному контуру, на фотоформе 3. Когда фотоформа 3 и суппорт 6 с резцом 7 дойдут
0 соответственно до правого края фотоформы 3 и правого торца электродаинструмента 1, привод 9 -выключается. Затем устсшавливают Фотоголовку 5 слева у фотоформы 4, а суппорт 6 с ,
5 резцом 7 перемещают справо налево и устанавливают в первона чальное положение, т.е. в точку начала крайнего левого контура рисунка фотоформы 4. Устанавливают привод резца 7 на
0 заданную глубину резания. Включают привод 9, фотоголовка 5 и суппорт 6 с резцом 7 перемещаются слева направо и производится обработка электро- да-инструмента на другую заданную
5 глубину 5 (фиг. 5) с той разницей, ЧТО рисунок считывается с фотоформы 4, а резец производит съем металла в области контура рисунка, предварительно снятого резцом при управ,. .лении фотоголовкой 5, считывающей рисунок с фотоформы 3.
Пример. При первом приходе фотоголовка считывает рисунок с фотоформы (фиг. 2), в резец, управляе5 мый фотоголовкой, производит обработку электрода-инструмента на глубину а (фиг. 5).
При втором приходе фотоголовка 0 считывает рисунок с фотоформы
(фиг. 3), а резец производит обработку электрода-инструмента на глубину 5 (фиг. 5) .
В результате двух проходов при 5 последфвательной обработке резцом получаем рисунок на электроде-инструменте (фиг. 4). Рисунок получен наложением рисунка на фиг. 3 на рисунок фиг. 2. Таким образом, в результате последовательной обработки резцом 7 электрода-инструмента 1 при использовании раздельных фотоформ получен элект-:
тавливать электроды-инструменты со сложным рельефным рисунком. род-инструмент с рельефным рисунком, имеющим различную глубину. По сравнению с базовым объектом гравировальным электронно-механическим автоматом (МЭГА) предлагаемый способ обеспечит возможность изго
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления электрода-инструмента | 1982 |
|
SU1060384A1 |
| Электронная гравировальная машина | 1987 |
|
SU1535741A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ПО ОБРАЗЦУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2108919C1 |
| Устройство для управления гравировальной машиной | 1989 |
|
SU1692865A1 |
| Электронная гравировальная машина | 1986 |
|
SU1404370A1 |
| ИНСТРУМЕНТ И СПОСОБ ДЛЯ ТИСНЕНИЯ НА УПАКОВОЧНОМ МАТЕРИАЛЕ ТИСНЕНОГО РИСУНКА С МАЛОЗАМЕТНЫМ КОДОМ И СПОСОБ СЧИТЫВАНИЯ КОДА | 2018 |
|
RU2789367C2 |
| Устройство управления гравировальным автоматом | 1984 |
|
SU1253818A1 |
| И. М. Э. Г. Моторов, А. С. Федотов, А. М. Федоров, А. С. Еи Г. Н. Петров | 1970 |
|
SU259606A1 |
| Гравировальный автомат | 1986 |
|
SU1419920A1 |
| Гравировальная машина для изготовления клише и офсетных фотоформ | 1977 |
|
SU787185A1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ЭЛЕКТРОДА-ИНСТРУМЕНТА, предназначенного для электроэрозионного нанесения рисунка на тиснильный .вал, согласно которому обработку рисунка на электроде-инструменте производят резцом, управляемым фотоголовкой, считывающей рисунок с фотоформы, отличающийся тем, что, с целью обеспечения возможности нанесения рисунка с перепадами по глубине, используют раздельные фотофор1иы, на каждую из которых наносят рисунок одной глубины, и осуществляют обра.ботку, контуров последовательно. (Л 05 ;о о: о:
fta.J
Ss.. .jg .g
A/.V
fut.f
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гравировальный электронномеханический, автомат МЭГА | |||
| Рабочий чертеж | |||
| Разработ | |||
| Московский радиотехнический завод | |||
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
