Изобретение относится к машиностроению и может быть ИСПОЛЬЗОБс НО , например, в авиационнор промыишенкости при упрочняющей обработке отверстий под установку классных бо тов большого диаметра на узловой и агрегатной сборке при одностороннем доступе к обрабатываемому отверстию Известны инструт1енты и устройств для упрочня ицей обработки отверстий при одностороннем доступе к ним„ Главное движение (вращение) этих инструментов осуществляется на агре гатной сборке с помощью электрических или пневматических сверлильных машинок-дрелей, а- также дорны, протягивание которых через отверстие осутдествляется протяжным устройство выполиенны на базе гидравлики и fll ,. Наиболее близким к Ргзобретению п TexHH reciiOK сущности и достигаемому :3ффекту является устройство с магнитно импульсным приводом для кгглибровки отверстий, состоящеа из корпуса, несущего инструмент, свяэглнныи с генератором импульсного тока 2 . Однако для выполнения упрочняюще -обработки в таком устройстве исполь зует с я о бра батыва ющий и и струме нт (nanpj-LMep,. дорн) , выполняющий возвратно-поступательное движение в отверстии, осуществляя упрочнение ста нок отверстия пластически деформиро ванием за счет раздачи отверстия в ргдиальчо -- ;;гг равлепиИо При этом осноБкая .цоля энер;гви, рзализуе дой индуктором, затрачивается на пэре мэшение инструмента в направлении оси огверстил н смещение в этом напраз Ленин волны материала при упрочня:ощ.о обработке, в топврегля - как полезная работа выполняется в радиальнОМ направлен и Цель чзобретен;-ш - noBEiTUjeHiie точности при упрочняющей обработсе отве етий за счет радиальной раздачн iiHструл снта . Г,ель достягается тем, что уетрок стзо для з/прочнягядей чистовой обработки отверстий, в корпусе которого расположен индустор с инструментом связанный с rerierjaTopoM импульсных то-соВ; снабжено по мзньизй мере дву направляющими для размещения между ними индуктора, при этом инструмент выполнен в виде втулки из высокозлектропроводного материала, lici чертеже схематически показано предлагаемое устройство, разрез, 5стройство для упрочняющей обработки отверстий большого диаметра состоит из индуктора 1 с установленной на него по ходовой посадке втулкой 2 из высокоэлектропроводного материала, внешний радиус которой на 1-3 1Ф1 меньше радиуса обрабатываемого отверстия и расположенной между направляющими 3 и 4. обеспечивающими перемещение втулки в направлении, перпендикулярном обрабатываемой поверхности детали 5„ Устройство непосредственно coeдинeнo c генерато,ром 6 шлпульсных токов. Устройство работает следуюпим образом. Индуктор 1 с установлеьт-юй на наго втулкой 2 из высокозлектропрозодногО материала, расположенной между двумя направляющими 3 и 4, вводится соосно Б отверстие обрабатываемой детали 5 с равномерным -зазором между наружной поверхностью втулки и стенкой отверстия Б упрочняемой детали 5,-, равным 1-3 мм. После разряда генератора -«а индуктор 1 под действием игведенного во втулке магнитного поля происходит ее радиальная дефоргдзция i-i скоростное 300-400 м/с-перег еЕдепне в этом направлении до соударения со ст;;н кой- oTBepCTVin в упрочня-е -4ой даталгс В результате удара нт;,.пки о отверстия происходит понерхностный наклеп последней сдноврегленно по поверхности соударения,. После чего. устройст}зо - звлекае ся из отверсткк )з у п р о ч н п е г - о и детали. Капель аоаание изобретения тозволяог создать простое, экономичное и giTax;Hoe .с:;ройс:;-во ;,ля упрочняющей обработки о;зерстий пластическим / eГlOp пipoзa:i:;e i в радкалы-юч напрй.зTJGUHH без С1.;ещения волгил метал;7а з oceijoM напо 1злении за счет радкальней раздачи обрабатыБающего инструмомта - втулки из высокоэлек1ропро«во.цного матерт-гала, тередающей усилие от инду-кторс на деформируемую заготовку.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для упрочняющей обработки отверстий | 1980 |
|
SU891264A1 |
| Устройство для обработки отверстий | 1983 |
|
SU1144808A1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479404C2 |
| УСТРОЙСТВО ДЛЯ КАЛИБРОВКИ ОТВЕРСТИЙ | 1972 |
|
SU428909A1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2479405C2 |
| Способ сборки деталей запрессовкой с обработкой отверстия и устройство для его осуществления | 1989 |
|
SU1759593A1 |
| Устройство для упрочняюще-чистовой обработки отверстий | 1982 |
|
SU1090542A2 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457099C1 |
| СПОСОБ СТАТИКО-ИМПУЛЬСНОГО УПРОЧНЕНИЯ ДЛИННОМЕРНЫХ ОТВЕРСТИЙ | 2011 |
|
RU2457098C1 |
| УСТРОЙСТВО ДЛЯ СТАТИКО-ИМПУЛЬСНОГО ДОРНОВАНИЯ ПРУЖИНЯЩИМ ДОРНОМ | 2010 |
|
RU2462339C2 |
УСТРОЙСТВО ДЛЯ УПРОЧНЯЮЦЩЧИСТОВОЙ е-БРАБОТКИ ОТВЕРСТИЙ в корпусе которого расположен индуктор с инструментом, связанный с генератором импульсных токов, о тл и чающееся тем, что, с t целью повышения точности обрабатываемого отверстия за счет радиальной раздачи инструмента, оно снабжено . по меньшей мере двумя направлянвдими для размещения между ними индуктора, при этом инструмент выполнен в виде втулки из высокоэлектропроводного материала. 55 О 4 4 to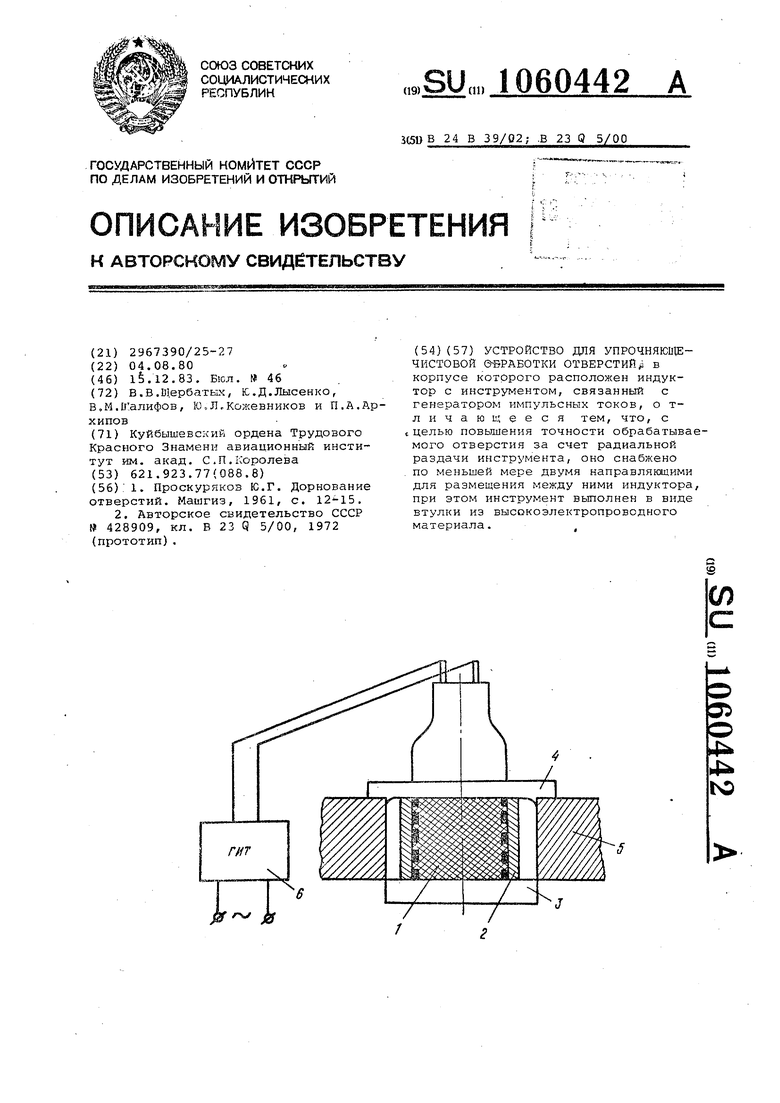
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Проскуряков Ю.Г | |||
| Дорнование отверстий | |||
| Машгиз, 1961, с | |||
| Способ гальванического снятия позолоты с серебряных изделий без заметного изменения их формы | 1923 |
|
SU12A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
