X)
Изобретение относится к машиностроению и может быть использовано для получения классных отверстий при узловой и агрегатной сборке, преимущественно при одностороннем доступе к обрабатьгоаемому отверстию.
Наиболее близким по технической сущности к предлагаемому является устройство для обработки отверстий, содержащее инструмент, закрепленный на ступенчатом штоке индукционнодинамического привода, размещенного в корпусе с направляющей ступицей и подключенного к генератору импульснь1х токов, подпружиненную втулку с конусной внутренней поверхностью и шарики,расположенные в выполненных радиальнь х отверстиях ступицы и предназначенные для взаимодействия с наружной поверхностью ступенчатого штока и внутренней поверхностью втулки, установленной с возможностью перемещения на наружной поверхности ступиць Cl.
Недостатком известного устройства является то, что конический выступ штока в месте взаимодействия с шариками наклепьтается (упрочняется), на штоке формируются канавки с yiipo4ненной поверхностью, которые являются концентраторами напряжений. В результате щток выходит из строя, так как для нормальной работы он наряду с. прочностью должен обладать достаточной вязкостью.
Цель изобретения - повьш1ение надежности.
Указанная цель достигается тем, что устройство для обработки отверстий, содержащее инструмент, закрепленный на штоке индукционно-динамического привода, размещенного в корпусе с направляющей ступицей, в радиальных отверстиях которой размещены шарики, и опорную втулку, установленную на наружной поверхности ступицы с возможностью перемещения, снабжено гильзой установленной на штоке с возможностью взаимодействия с ним, и разрезным резьбовым кольцом, размещенным в наружной проточке, выполненной на ступице, а на внутренней поверхности опорной втулки выполнена резьба, соответствующая резьбе разрезного кольца, причем гильза вьшолнена с конической частью из твердосплавного материала, подпружинена относительно опорной втулки и предназначена для воздействия через шарики на разрезное резьбовое кольцо.
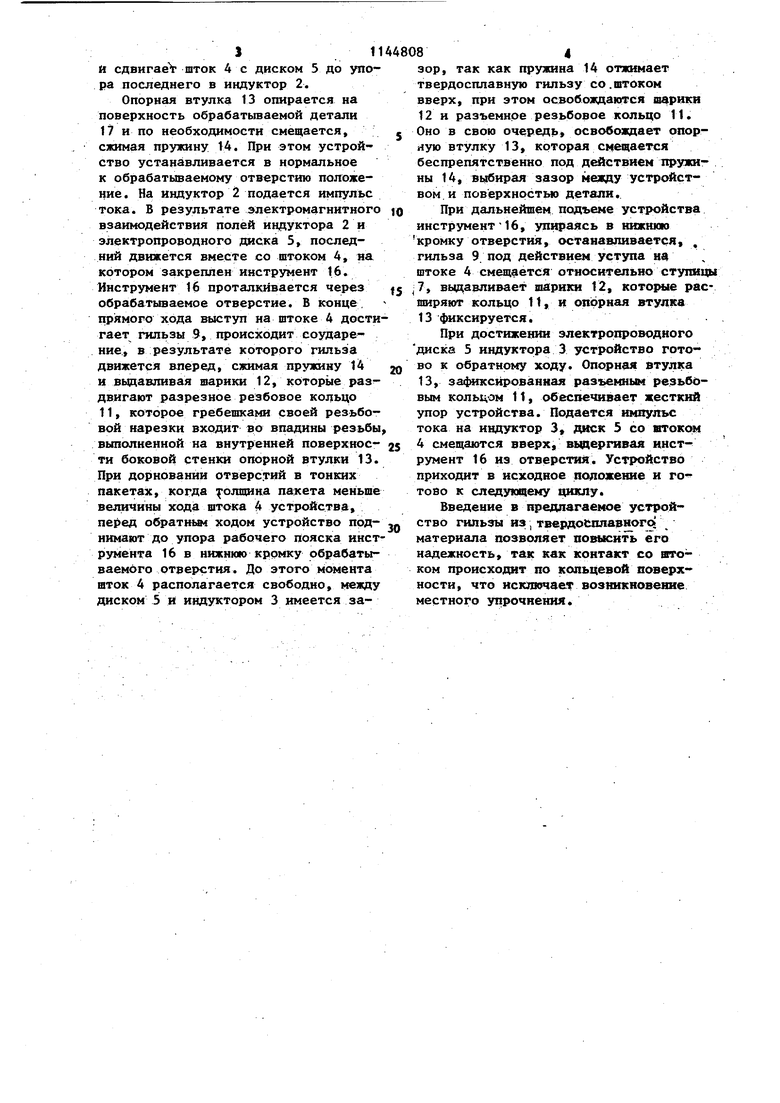
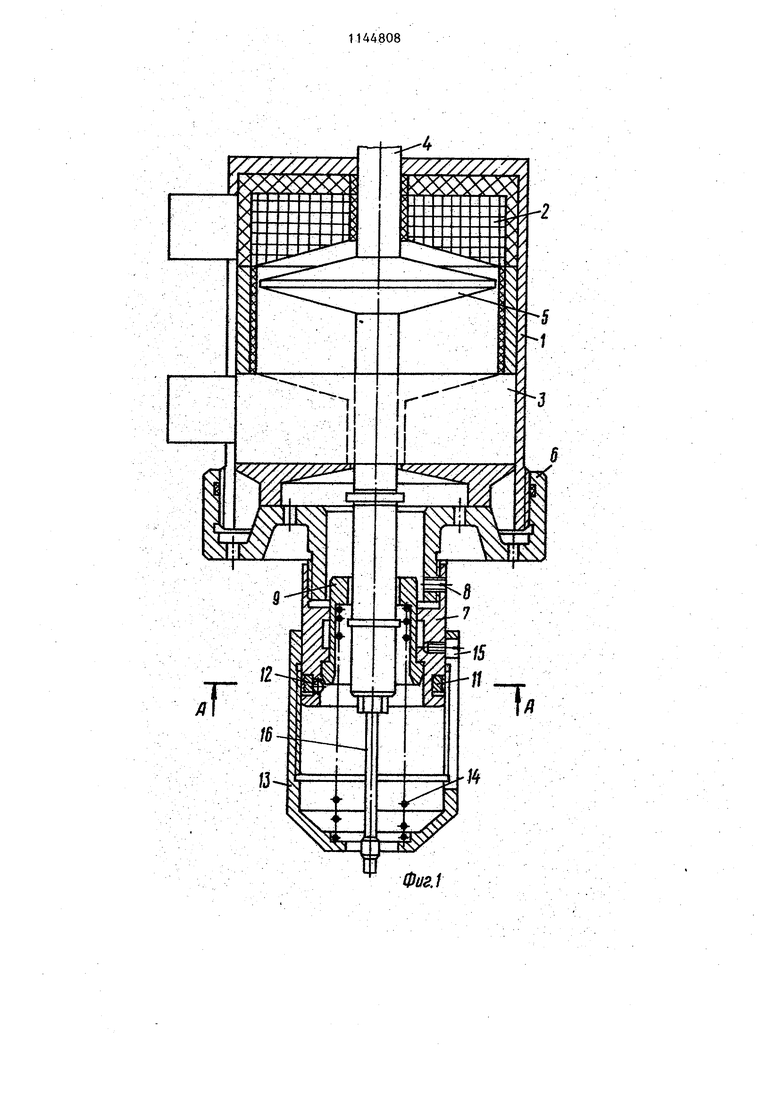
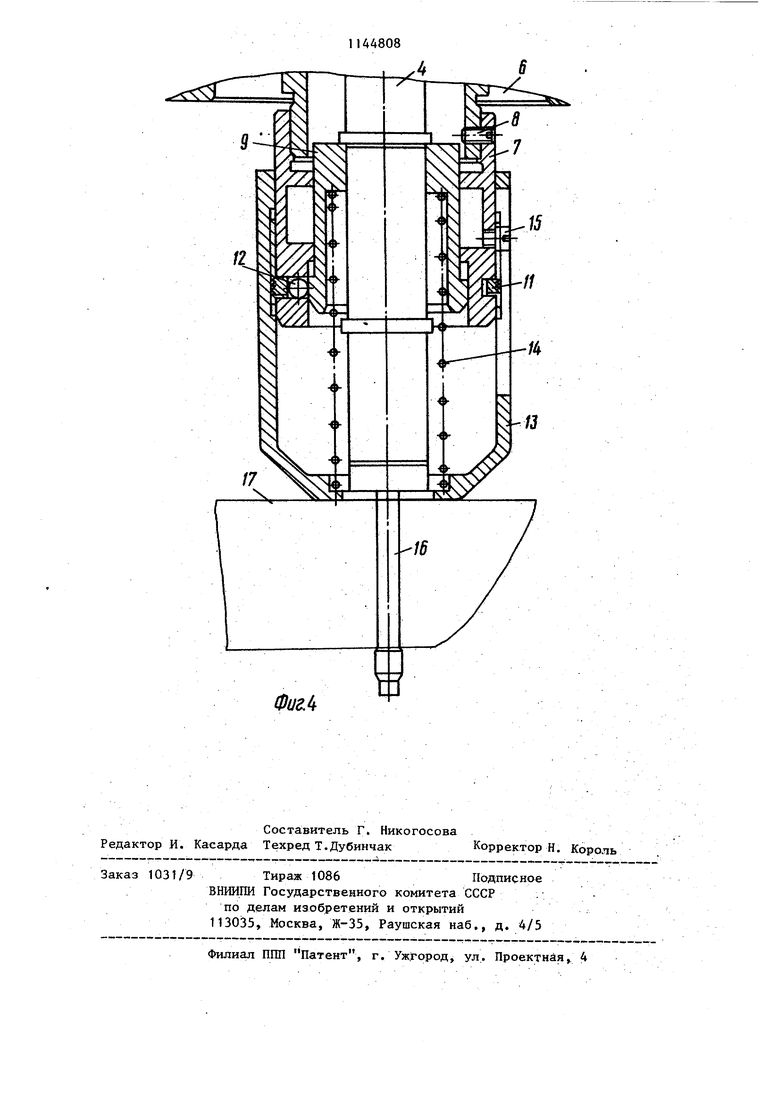
На фиг.1 изображено устройство, продольный разрез; на фиг.2 - разрез А-А на фиг.1; на фиг.З - разрез В-Б на фиг.2; на фиг.4 - инструмент, положение в конце рабочего хода.
Устройство для обработки отверсти содержит корпус 1, в котором смонтирован индукционно-динамический привод, включаюпщй индукторы 2 и 3, между которыми размещен закрепленный на штоке 4 электропроводный диск 5. На крыше 6 корпуса 1 закреплена ступица 7 посредством резьбового соединения и винта 8.
На штоке 4 установлена с возможностью возвратно-поступательного движения относительно штока и ступицы 7 гильза 9, выполненная из твердосплавного материала и с конической частью. На ступице 7 выполнена наружная проточка 10, в которой размещено разрезное резьбовое кольцо 1 1 , а в ступицы 7 расположены шарики 12. На наружной поверхности ступицы 7 установлена с возможностью осевого перемещения опорная втулка 13, на внутренней поверхности которой выполнена резьба, соответствующая резьбе ра зрезногр колЬ|Ца II Между гильзой 9 и опорной втулкой 13 расположёна пружина 14. Для ограничения хода опорной втулки 13, в последней выполнен паз, в котором размещен винт 15, закрепленный на гильзе 9. На конце штока 4 закреплен инструмент 16 (дорн).
Устройс1во работает следукицим образом.
В исходном положении шток 4 с диском 5 находятся в произвольном положении. Опорная втулка 13 отжата пружиной 14 в крайнее положение до упора в винт 15. Гильза 9 отжата в крайнее положение пружиной 14 до упора своим выступом в выступ ступищл 7 Шарики 12 свободно расположены в окнах ступицы 7 и or выпадания предох-раняются с одной стороны разъемн№« резьбовым кольцом 11, а с другой конической поверхностью гнльзы 9.
Перед дорнованием инструмент 19 вводят цилиндрическим хвостовиком в обраба1ываемое отверстие детали 17. Инструмент 16 своим рабочим пояском упирается в верхнюю кромку отверстия
и сдвигает шток 4 с диском 5 до упора последнего в индуктор 2.
Опорная втулка 13 опирается на поверхность обрабатываемой детали 17 и по необходимости смещается, сжимая пружину 14. При этом устройство устанавливается в нормальное к обрабатываемому отверстию положение. На индуктор 2 подается импульс тока. В результате электромагнитного взаимодействия полей индуктора 2 и электропроводного диска 5, последний движется вместе со штоком 4, на котором закреплен инструмент 16. Инструмент 16 проталкивается через обрабатываемое отверстие. В конце. прямого хода выступ на штоке 4 достигает гильзы 9, происходит соударение, в результате которого гильза движется влеред, сжимая пружину 14 и вьщашшвая шарики 12, ко торые раз двигают разрезное резбовое кольцо 11, которое гребешками своей резьбовой нарезки входит во впадины резьбы выполненной на внутренней поверхности боковой стенки опорной втулки 13. При дорновании отверстий в тонких пакетах, когда олщина пакета меньше величины хсща штока 4 устройства, перед обратима ходом устройство поднимают до упора рабочего Пояска инструмента 16 в нижнкяо кромку обрабатываемого отверстия. До этого момента шток 4 располагается свободно, между диском 5 и индуктором 3 имеется зазор , так как пружина 14 отжимает твердосплавную гильзу со.штоком вверх, при этом освобождакггся шарики
12и разъемное резьбовое кольцо 11. Оно в свою очередь, освобождает опорную втулку 13, которая смещается беспрепятственно под действием пружины 14, зазор мекду устройством, и поверхностью детали.
При дальнейшем подъеме устройства инструмент16, упкраясъ в нижнюю кромку отверстия, останавливается , гильза 9 под действием уступа на штоке 4 смещается относительно ступиц 7, выдавливает шарики 12, которые расширяют кольцо 11, и оп Ьрная втулка
13фиксируется.
При достижении электропроводного диска 5 индуктора 3 устройство готово к обратному ходу. Опорная втулка 13, зафиксированная разъемным резьбовым кольдом 11, обеспечивает жесткий упор устройства. Подается импульс тока на индуктор 3, диск 5 со штоком 4 смещаются вверх, вьщергивая инструмент 16 из отверстия. Устройство приходит в исходное положение и го тово к следующему циклу.
Введение в предлагаемое устройство гильзы из IтвердоЬплавного материала позволяет повысить его надежность, так как контакт со штоком происходит по кольцевой поверхности, что исключает возникиовенне местного упрочнения.
-2
$us,t
13
12
Фиг.З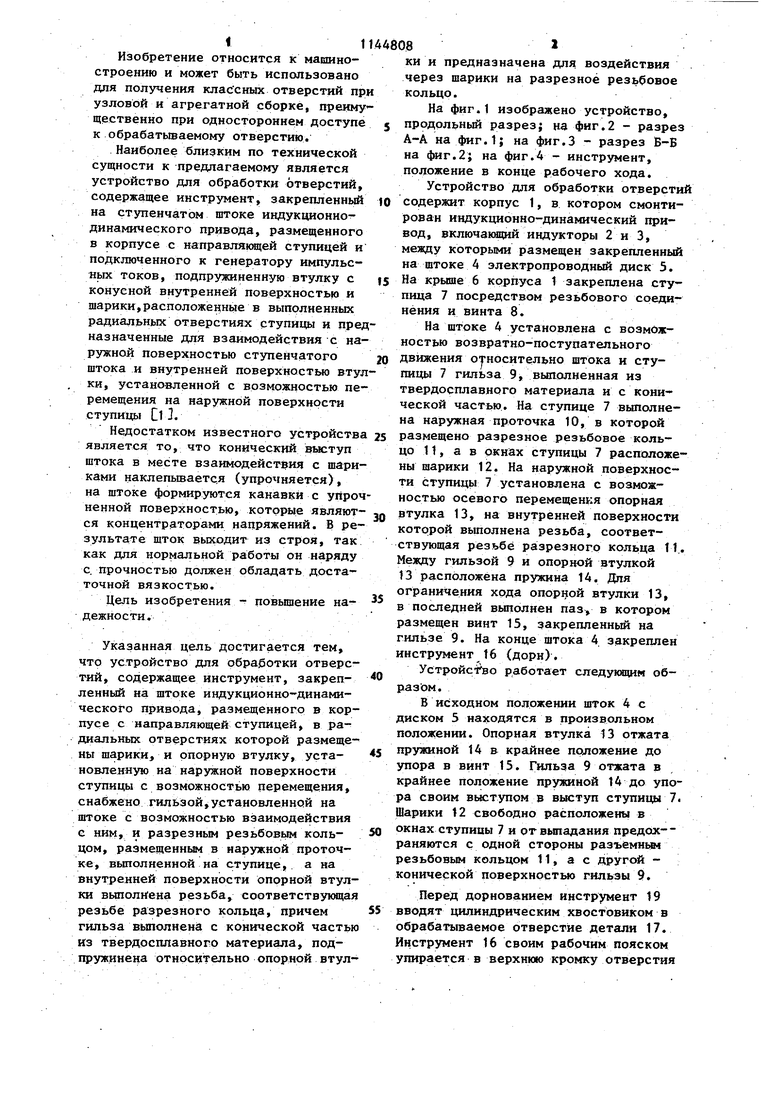
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки отверстий | 1982 |
|
SU1042915A2 |
| Устройство для обработки отверстий | 1984 |
|
SU1189604A2 |
| Устройство для обработки отверстий | 1981 |
|
SU984740A1 |
| ПАКЕР | 2000 |
|
RU2184208C2 |
| РАЗЪЕДИНИТЕЛЬ ШАРИФОВА | 2003 |
|
RU2244802C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ АНКЕРНОЙ КРЕПИ | 2002 |
|
RU2210670C1 |
| КЛАПАН УНИВЕРСАЛЬНЫЙ | 2013 |
|
RU2528474C1 |
| ГИДРАВЛИЧЕСКИЙ ИНЪЕКТОР | 1988 |
|
RU1630048C |
| Пакер извлекаемый | 2022 |
|
RU2787672C1 |
| Быстроразъемное соединение трубопроводов | 2018 |
|
RU2693947C1 |
УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ОТВЕРСТИЙ, содержащее инструмент, закреплеяяый на итоке индзгкционнЬдинамкческого привода, размещенного в корпусе с напрзйляющ ступицей, в радкальных отверстиях которой размещены шарики, и опорную втулку, установленную на наружной поверхност тй ступицы с возможностью перемещения, о тли ч а ю щ е е с я тем, :что, с целью повьапения надежности, устройство снабжено гильзсй, установленной на штоке с возможностью взаимодействия с ним, и разрезньм резьбовым кольцом, размеденным в наружной проточке, вьшолнеданой на ступице, а на внутренней поверхности опорной втулки выполнена резьба, соответствующая резьбе разрезного кольца, причем гильза выполнена с конической частью из твердосплавного материала, подпружинена относительно опорной втулки и предназначена для воздействия через шарики на разрезное резьбовое кольцо. (Л
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для обработки отверстий | 1981 |
|
SU984740A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
