Изобретение относится к измерительной технике, а именно к спосо|5д контроля шага резьбы крупногабаритных деталей в машиностроении. Известен способ контроля шага резьбы, заключающийся в том, что измерение шага производят между дву мя витками резьбы, один из которых принимают за базовый, а другой за контролируемый, предварительно уста навливают номинальное положение кой тролируемого витка относительно баз вого по эталону, затем, принимая базовый виток за начало отсчета, из меряют смещение сторон профиля контролируемого йитка от: номинальнрго положения в направленииJпараллельном оси резьбы l . Однако при данном способе контро ля направление измерения .и направле «ие действия ошибки совпадают, по этому передаточный коэффициент раве единице. Это не обеспечивает высокую точность измерения из-за суще- .ственнбго влияния ошибок базирования измерительных элементов на резуяьтат контроля. Цель изобретения - повышение , точности контроля. Цель достигается тем, что соглас но способу контроля шага резьбы, заключающемуся в том, что измерение шага производят между двумя витками резьбы, один из которых принимают за базовый, а другой - за контролируемый, предварительно устанавливают номинальное положение контролируемого витка относительно базового по эталону, затем, принима базовый виток за начало отсчета, измеряют смещение сторон профиля (контролируемого витка от номинального положения в направлении, параллельном оси резьбы, измерение смещения сторон профиля контролируе мого витка от номинального положени производят в направлении, перпендик .лярном оси резьбы, определяют значе ние смещения правой и левой стороны профиля витка относительно друг друга в данном направлении, а смеще ние сторон профиля витка в направлении, параллельном оси резьбы, находят пересчетом полученного значения. На фиг. 1 представлено устройство для реализации способа, при настройке по эталону на фиг. 2 - то же, при измерении детали с погрешностью шага. Устройство включает корпус 1, жестко связанный с ним базовый элемент 2, базовую плоскость 3, выполненную на корпусе 1, и измерительйые элементы 4 и 5, установленные на корпусе 1 с возможностью перемещения перпендикулярно базовой плоскости 3. Измерение шага производят следующим образом. Устройство устанавливают на резьбу эталона. 6 таХ, чтобы базовый элемент 2 охватывал один из витков резьбы, являющийся таким образом, базовым, плоскость 3 касалась наружного диаметра резьбы, а измерительные элементы 4 и 5 контактировали с правой и левой сторонами профиля витка резьбы, являющегося контролируемым. В этом положении измеритель (не показан) устанавливают на нуль. Данное показание измерителя соответствует номинальному положению контролируемого витка относительно базового. Затем устройство устанавливают на контролируемую резьбовую деталь 7 (фиг. 2) Вследствие погрешности шага Р измерительные элементы 4 и 5 получают смещение лЬ относительно друг друга в направлении, перпендикулярном базовой плоскости 3 (оси резьбы), величину которого определяют по показанию измерителя. Таким образом, измеряя величину йИ,путем пересчета определяют значение погрешности шага ДР. Пересчет, производят по Р КдЬ, Значение передаточного коэффициента К, входящего в формулу, за- висит от вида резьбы. Для метрической, цилиндрической резьбы К 0,285, для конической резьбы коэффициент К рассчитывается в зависимости от угла наклона резьбы. Значение К в данном случае существенно больще/ чем в известных способах контроля шага. Это позволя.ет повысить точность контроля.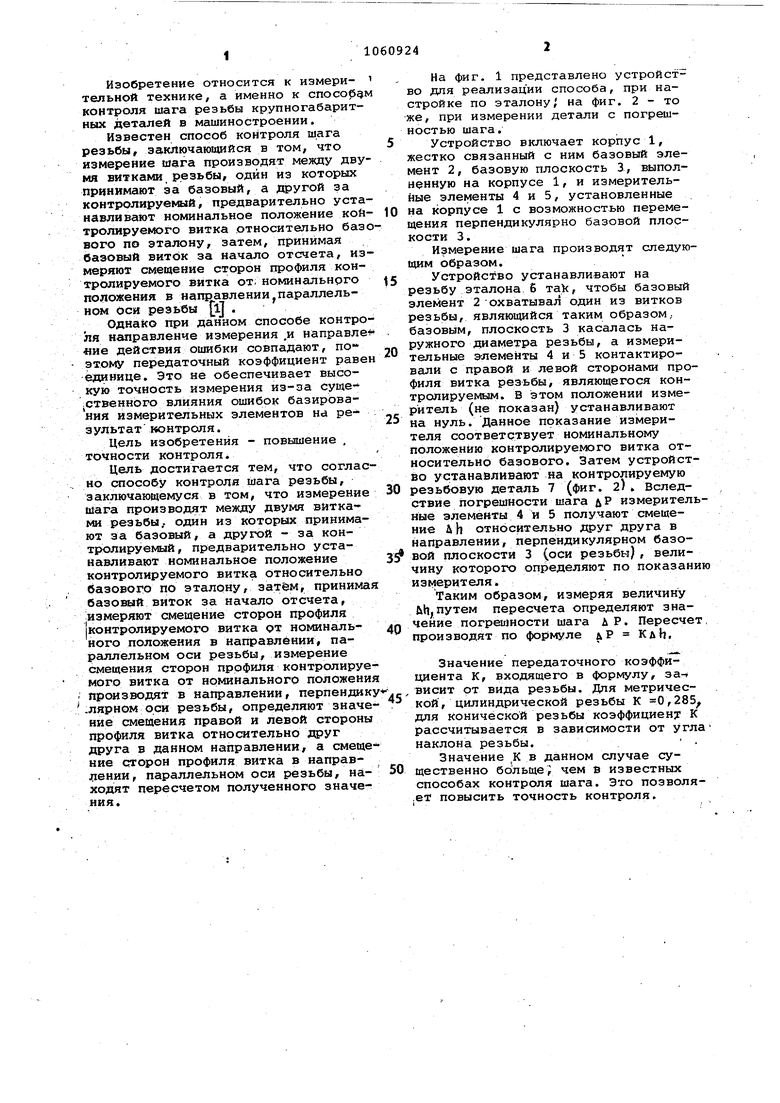
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ контроля шага резьбы | 1989 |
|
SU1651078A1 |
| Устройство для измерения шага резьб | 1983 |
|
SU1104353A1 |
| Способ контроля среднего диаметра резьбы | 1989 |
|
SU1698616A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РЕЗЬБЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2065132C1 |
| Устройство для измерения шага резьбы | 1988 |
|
SU1551952A1 |
| МУЛЬТИСЕНСОРНЫЙ АНАЛИЗАТОР КОМПОНЕНТНОГО СОСТАВА И ПОКОМПОНЕНТНОГО РАСХОДА ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2009 |
|
RU2399881C1 |
| МУЛЬТИСЕНСОРНЫЙ АНАЛИЗАТОР РАСХОДА КОМПОНЕНТОВ ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2009 |
|
RU2399884C1 |
| МУЛЬТИСЕНСОРНЫЙ АНАЛИЗАТОР ПОКОМПОНЕНТНОГО СОСТАВА И СКОРОСТИ ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2009 |
|
RU2399877C1 |
| МУЛЬТИСЕНСОРНЫЙ АНАЛИЗАТОР РАСХОДА И СОСТАВА КОМПОНЕНТОВ ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2009 |
|
RU2399882C1 |
| МУЛЬТИСЕНСОРНЫЙ АНАЛИЗАТОР СОСТАВА И СКОРОСТНЫХ ПАРАМЕТРОВ ГАЗОЖИДКОСТНОГО ПОТОКА НЕФТЯНЫХ СКВАЖИН | 2009 |
|
RU2406975C1 |

СПОСОБ КОНТРОЛЯ ШАГА РЕЗЬБЫ, заключающийся в том, что измерение шага производят между двумя витками резьбы, один из которых принимают за азовый, а другой - за контролируемый, предварительно устанавливают номинальное положение контролируемого витка относительно базового по эталону, затем, принимая базовый виток за начгшо отсчета, измеряют смещение сторон профиля контролируемого витка от номинального положения в направлении, параллельном оси резьбы, отличающийся тем, что; с целью повышения точности, измерение смещения сторон профиля контролируемого витка от номинального положения производят в направлении, перпендикулярном оси резьбы, определяют значение смещения правой и левой сторон профи-§ ля витка относительно друг друга в (Л данном направлении, а смещение сторон профиля витка- в направлении, параллельном оси резьбы, находят пересчетом полученного значения.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пискорский Г.А., Рабинович А.Н | |||
| Приборы для контроля цилиндрических резьб | |||
| М., Машгиз, 1960, с | |||
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
