Изобретение относится к машиностроению, а именно к средствам измерения шага резьб крупногабаритных деталей.
Известно устройство для контроля шага резьб, содержащее корпус, две цилиндрические направляюш,ие, опорные и измерительные наконечники, установленные в корпусе, и индикатор 1.
Недостатком этого устройства является большая погрешность измерения из-за ненадежного базирования устройства на контролируемой резьбе.
Наиболее близким к изобретению является устройство для измерения шага резьб, содержащее корпус, выполненный в виде призматической планки с направляющими продольными пазами на концах, две призмы, две цилиндрические направляющие, расположенные в призмах по оси их симметрии и в направляющих продольных пазах корпуса с возможностью перемещения вдоль них, установленные на корпусе между призмами на базовом расстоянии друг от друга опорный и измерительный наконечники и индикатор, закрепленный в корпусе с возможностью контакта его измерительного стержня с измерительным наконечником 2 .
Недостатком этого устройства является низкая точность измерения из-за существенного влияния погрещности базирования на результат измерения.
Цель изобретения - повышение точности измерения.
Эта цель достигается тем, что в устройстве для измерения щага резьб, содержащем корпус, выполненный в виде призматической планки с направляющими продольными пазами на концах, две призмы, две цилиндрические направляющие, расположенные в призмах по оси их симметрии и в направляющих продольных пазах корпуса с возможностью перемещения вдоль них, установленные на корпусе между призмами на базовом расстоянии друг от друга опорный и измерительный наконечники и индикатор, закрепленный в корпусе с возможностью контакта его измерительного стержня с измерительным наконечником, измерительный наконечник выполнен в виде трех профилированных пластин, две из них жестко связаны с корпусом, а третья расположена между первыми двумя пластинами и консольно прикреплена к корпусу, стержень индикатора установлен с возможностью контакта с третьей пластиной.
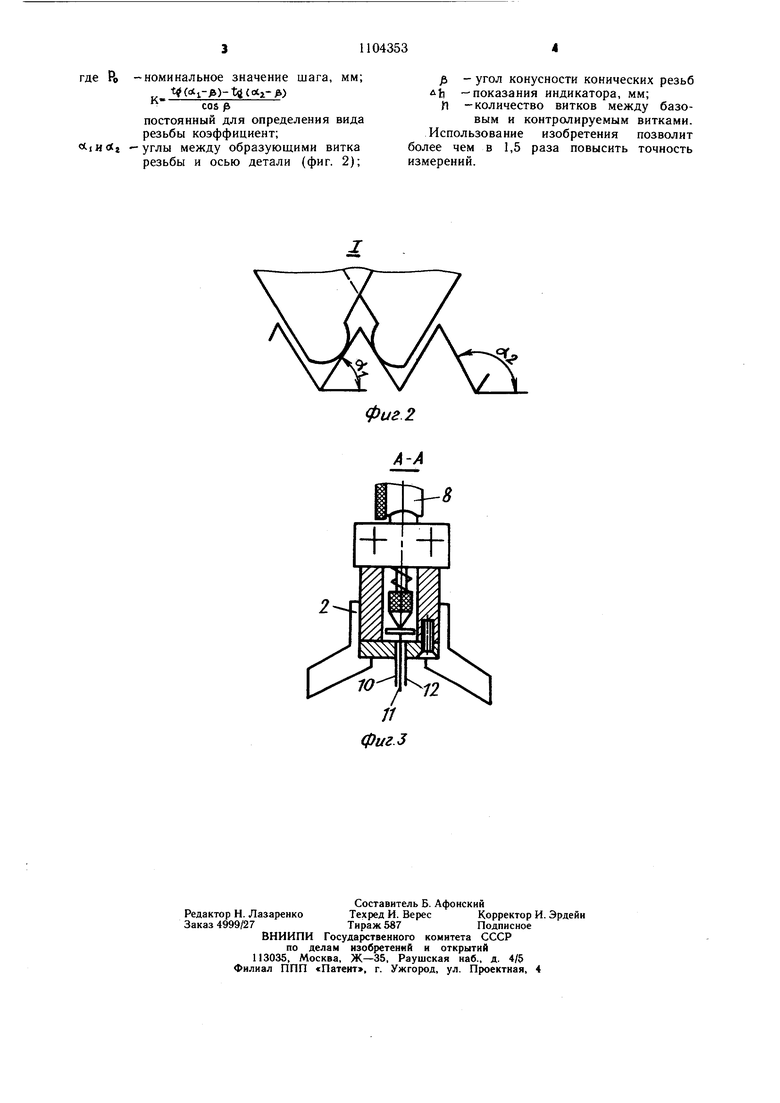
На фиг. 1 изображено устройство для контроля щага резьб, общий вид; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - разрез А-А на фиг. 1.
Устройство для измерения щага резьб включает в себя корпус, выполненный в виде призматической планки 1 с направляющими продольными пазами, две призмы 2 и 3, две цилиндрические направляющие 4 и 5, расположенные в призмах 3 и 4 по оси их симметрии и в направляющих продольных пазах корпуса (планки 1) с возможностью перемещения вдоль них,
установленные на корпусе между призмами 3 и 4 на базовом расстоянии друг от друга опорный и измерительный наконечники 6 и 7 и индикатор 8, закрепленный в корпусе с возможностью контакта его измерительного стержня 9 с измерительным
наконечником 7, который выполнен в виде трех профилированных пластин 10-12, две из них 10 и 12 жестко связаны с корпусом (планкой 1), а третья пластина 11 расположена между первыми двумя пластинами 10 и 12 и консольно прикреплена к планке 1, а измерительный стержень 9 индикатора 8 установлен с возможностью контакта с третьей пластиной 11.
Устройство работает следующим образом.
С помощью калибра прибор настраивается на номинальное значение шага, для чего выполняют следующие операции. Устройство призмами 3 и 4 опирают на д образующие калибра. Нажимая на планку 1, опорный наконечник 6 совмещают с одним из витков калибра, для чего в случае надобности корпус устройства (планку 1) смещают по продольным пазам в продольном направлении, не нарушая положения призм 3 и 4, корпус при этом под воздействием пружин 13 и 14 находится в приподнятом положении. После совмещения базового узла опорного наконечника 6 с одним из витков калибра пластины 10-12 измерительного наконечника 7 базируют по образующим витка резьбы калибра одновременно с помощью призм 3 и 4, на которые воздействуют пружины 13 и 14, базируя устройство в продольном направлении, и устанавливают 5 стрелку индикатора 8 на ноль.
Контроль щага резьбы деталей осуществляется аналогичным образом. В случае отклонения щага резьбы от значения, на которое настроено устройство, пластины 10 и 12 измерительного наконечника 7 сместятся в направлении, перпендикулярном средней линии резьбы относительно пластины 11. По данному смещению, зафиксированному индикатором 8, путем пересчета судят о величине отклонения шага резьбы 5 от номинального значения.
Величина щага Р определяется из зависимости.
р р + л п
- к-и
-номинальное значение шага, мм;
t (.- -ta{oC; - t)
постоянный для определения вида резьбы коэффициент;
-углы между образующими витка резьбы и осью детали (фиг. 2);
J5 - угол конусности конических резьб л -показания индикатора, мм; Л -количество витков между базовым и контролируемым витками. Использование изобретения позволит более чем в 1,5 раза повысить точность измерений.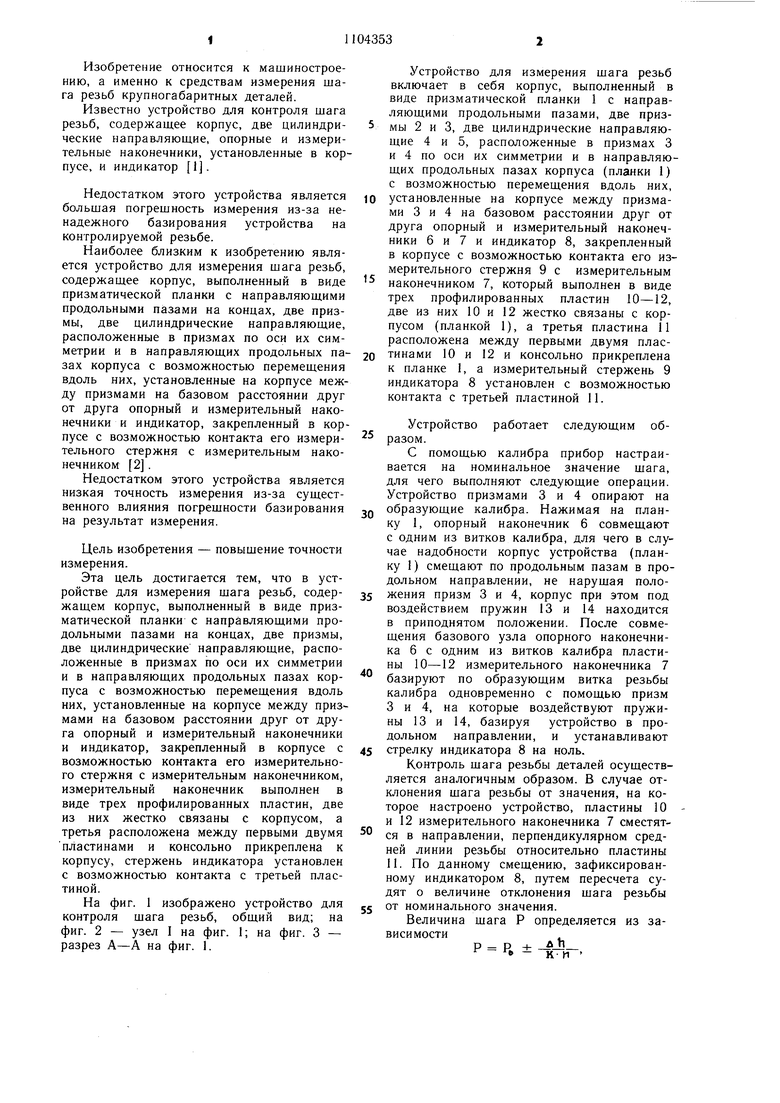
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения углового расположения шатунных шеек коленчатого вала | 1988 |
|
SU1589034A1 |
| Устройство для контроля расположения поверхностей | 1990 |
|
SU1784835A1 |
| Устройство для измерения шага резьбы | 1988 |
|
SU1551952A1 |
| Устройство для контроля наружного диаметра девятизубых шестерен | 1986 |
|
SU1392332A1 |
| СПОСОБ ИЗМЕРЕНИЯ ПАРАМЕТРОВ РАСПОЛОЖЕНИЯ ПРОДОЛЬНОГО ПАЗА НА КРУГЛОМ ВАЛУ | 2014 |
|
RU2568412C1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРА РЕЗЬБЫ | 1993 |
|
RU2065568C1 |
| Накладной прибор для контроля червячных изделий | 1985 |
|
SU1381321A1 |
| Устройство для контроля расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747855A1 |
| Сборный прорезной резец | 1991 |
|
SU1780933A1 |
| Устройство для измерения расположения витков внутренней резьбы относительно окна в стенке гайки | 1990 |
|
SU1747856A1 |
УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ШАГА РЕЗЬБ, содержашее корпус. /////// , Кал 1 про5 д выполненный в виде призматической планки с направляющими продольными пазами на концах, две призмы, две цилиндрические направляющие, расположенные в призмах по оси их симметрии и в направляющих продольных пазах корпуса с возможностью перемещения вдоль них, установленные на корпусе между призмами на базовом расстоянии друг от друга опорный и измерительный наконечники и индикатор, закрепленный в корпусе с возможностью контакта его измерительного стержня с измерительным наконечником, отличающееся тем, что, с целью повышения точности измерения, измерительный наконечник выполнен в виде трех профилированных пластин, две из них жестко связаны с корпусом, а третья расположена между первыми двумя пластинами и консольно прикреплена к корпусу, стержень индикатора установлен с возможностью контакта с третьей пластиной. ////Л и п;ая ь //
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Ковалев М | |||
| К | |||
| Нарезание и контроль резьб бурильных труб и замков | |||
| М., «Недра, 1965, с | |||
| Конденсатор | 1923 |
|
SU657A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Справочник по производственному контролю в машиностроении | |||
| Под ред | |||
| А | |||
| К | |||
| Кутая | |||
| М.-Л., «Машиностроение, 1974, с | |||
| КОЛПАЧЕК ДЛЯ ПАРОПЕРЕГРЕВАТЕЛЬНЫХ ЭЛЕМЕНТОВ | 1923 |
|
SU634A1 |
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
