Изобретение относится к области измерительной техники в машиностроении, в частности к комплексному измерению наружной или внутренней резьбы больших размеров.
Известен способ контроля среднего значения среднего диаметра резьбы на тонкостенных нежестких деталях, заключающийся в том, что изделие перед измерением упруго деформируют до придания ему в измеряемом сечении круглой формы.
Недостатком известного способа является то, что упругое деформирование изделия перед измерением исключает возможность получения объективных данных как по среднему диаметру, так и по геометрической форме (огранка, эллипс- ность и т.п.), что в значительной степени усложняет процесс сборки.
Известен также способ, согласно которому контролируемое изделие устанавливают на позицию измерения, измеряемую
резьбу подводят к мерительному инструменту (элементу), а затем осуществляют касание сопрягаемых профилей. Измерение приведенного среднего диаметра резьбы осуществляют при относительном вращательном движении изделия и мерительного элемента.
Недостатком данного технического решения является то, что измерительный элемент как правило жестко закреплен в корпусе или имеет не более трех степеней свободы, что недостаточно для быстрой ориентации и взаимного касания профилей. Такое положение исключает возможность максимальной компенсации погрешностей, связанных с базированием, изготовлением и др. Все операции проводятся вручную, что снижает производительность труда при контроле. Отсутствие данных по технологическим режимам процесса снижает производительность и точность измерения.
(Л
С
о ю
00
о сЈ
Целью изобретения является повышение производительности и точности измерения,
Поставленная цель достигается тем, что в отличие от известного способа, заключающегося в подводе контролируемой резьбы к мерительному элементу, совмещении сопрягаемых профилей резьб, измерении среднего диаметра резьбы при относительном вращении изделия и мерительного элемента, в данном способе для измерения среднего диаметра резьбы используют мерительный элемент, установленный с пятью степенями свободы, а измерение среднего диаметра резьбы при относительном вращении производят на 2...2,5 витках резьбы с измерительным усилием в радиальном направлении контролируемой резьбы ,8...3,2 кг, в осевом направлении не более 0,5 Рр при окружной скорости относительного вращения 1,5...4,2 м/мин для внутренней резьбы, для наружной резьбы 1,5...6,4 м/мин.
Сопоставительный анализ показывает, что данный способ отличается от прототипа тем, что для измерения среднего диаметра резьбы используют мерительный элемент, установленный с пятью степенями свободы, а измерение среднего диаметра резьбы при относительном вращении производят на 2...2,5 витках резьбы с измерительным усилием в радиальном направлении контролируемой резьбы ,8..,3,2 кг, в осевом направлении не более 0,5 Рр, при окружной скорости относительного вращения для наружной резьбы 1,5...6,4 м/мин, для внутренней резьбы - 1,5...4,2 м/мин.
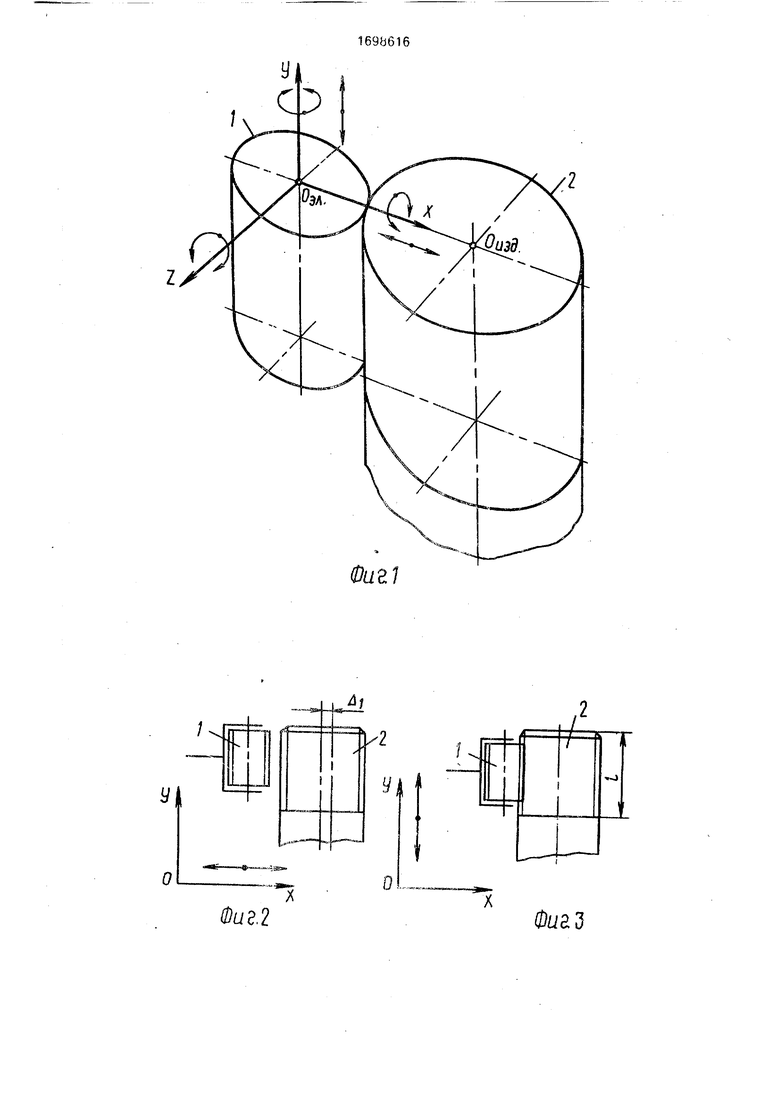
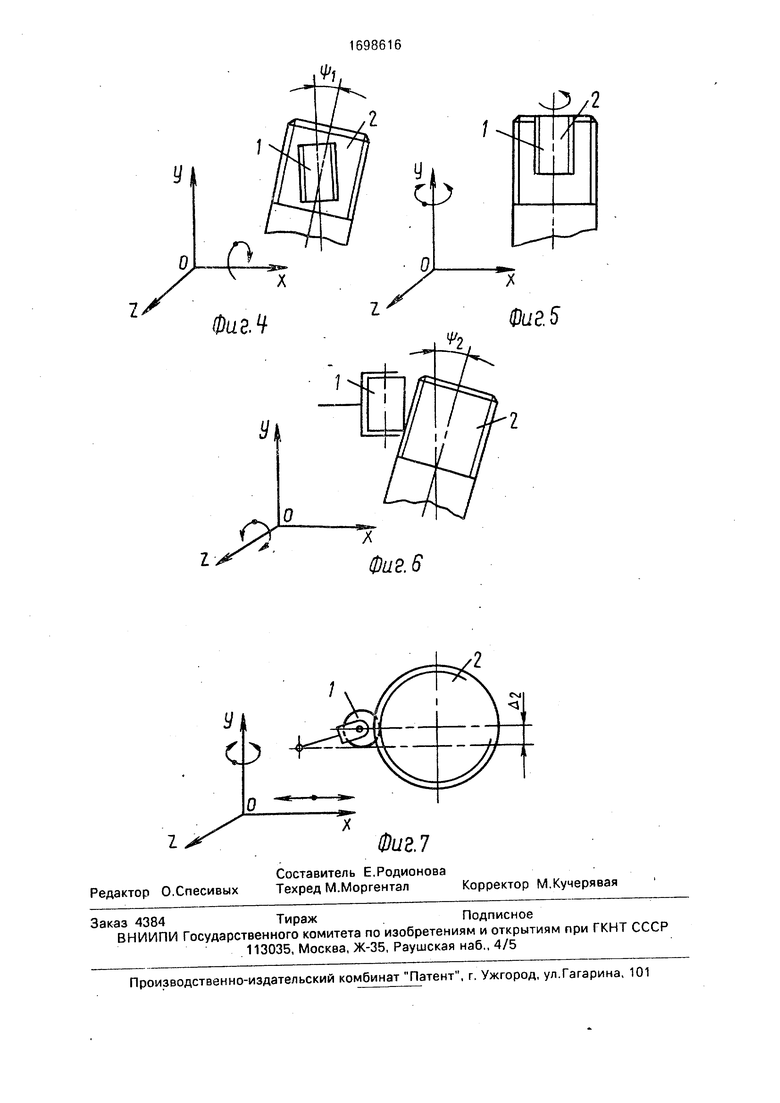
На фиг, 1 показана общая схема зацепления контролируемого изделия и мерительного элемента; на фиг. 2-7 - схемы компенсации возникающих погрешностей относительно каждой степени свободы.
Контролируемая резьба 2 имеет свой профиль, линейные размеры (шаг, длина и т.п.) и геометрическую форму. Роликовый мерительный элемент 1 должен иметь тот же профиль, угол подьема и соответствующие им допускаемые отклонения. Для проведения комплексного измерения резьбы рабочая длина мерительного ролика должны быть меньше контролируемой на 2...2,55, где S - шаг резьбы.
Необходимость пяти степеней свободы при взаимодействии контролируемой резьбы и мерительного элемента объясняется следующим.
Погрешность установки, закрепления или изготовления в плоскости ХОУ может быть компенсирована: при смещении оси на
величину Дч (фиг, 2), а также зацеплении изделия и мерительного элемента за счет перемещения вдоль оси X, смещении резьбы в пределах величины I или проведения
операции контроля на свинчиваемосгь или навинчиваемость (фиг. 3) за счет перемещения вдоль оси Y, а также отклонении от номинального положения на угол 1/5 (фиг. 6) за счет вращения вокруг оси. Угловые погрешности, например, на угол 1р в плоскости XOZ могут быть компенсированы за счет относительного вращения вокруг оси X (фиг. 4). Относительное вращение контролируемого изделия и роликового инструмента (фиг. 5) способствует проведению комплексных проверок.
Погрешности в плоскости XOZ (фиг. 7) могут быть компенсированы за счет совмещения линейного перемещения вдоль оси X
и поворота вокруг оси Y, которые должны компенсировать отклонения Дг.
Кинематико-геометрический анализ зацепления контролируемого изделия и мерительного элемента показал, что указанные
перемещения не безграничны и имеют объяснимые пределы. Перемещение вдоль оси Х(фиг. 2) должно обеспечивать плотный контакт контролируемого и мерительного профилей во ьфемя заьэпления, а также
расцепление и отвод для снятия и установки
очередного изделия - 10... 15 мм. Перемещение вдоль оси Y (фиг. 3) должно обеспечивать возможность проведения комплексных проверок на длине 2...2,55 и быструю ориентацию профилей при зацеплении на длине 0,5...0,75. Поворот вокруг оси X (фиг. 4) достаточен з пределах угла подъема контролируемой резьбы, Поворот вокруг оси Y (фиг. 5) должен осуществляться на 360°, чтобы обеспечить возможность комплексных проверок. Поворот вокруг оси Z (фиг. 6) ограничен суммой допусков, связанных с допуском на конусность контролируемой резьбы и неперпендикулярность (базового
узла) оси вращения изделия оси перемещения мерительного элемента в плоскости XOY.
Отклонения оси изделия в плоскости XOZ на величину погрешности изготовления Ј& компенсируют поворотом вокруг оси Y при одновременном перемещении вдоль оси X.
Необходимость измерения среднего диаметра резьбы при относительном вращении на 2..,2,5 витках резьбы обусловлена проведением комплексных проверок изделия. Совместив одну из сторон (начало или конец) резьбы изделия и мерительного элемента, обеспечивают возможность (за счет
свободной резьбы на длине 2...2,5 виткг) проведения этих проверок, что обеспечивает получение объективных данных по качественной оценке всей резьбовой поверхности изделия.
Производительность контроля и точность измерения связаны непосредственно и с технологическими режимами. Прижим мерительного элемента и резьбовой поверхности изделия в радиальном направлении (вдоль оси X) должен осуществляться с усилием ,8...3,2 кг, в сеевом направлении (оси Y) не более 0,5 Рр, при этом окружная скорость относительного аращения для внутренней резьбы - 1,5...4,2 с/мин, 1,5...6,4 - для наружной.
Таким образом, способ содержит следующую технологическую последовательность операций.
Изделие устанавливают на позицию измерения (базовый узел) и зажимают по поверхностям, которые использовались при нарезке резьбы, подвод измеряемой резьбы до совпадения соответствующих сторон с мерительным элементом с измерительным усилием в радиальном направлении контролируемой резьбы - ,8...3,2 кг, в осевом направлении - не более 0,5 Рр.
Относительное вращение изделия и мерительного элемента - контроль среднего диаметра с окружной скоростью 1,5...4,2 м/мин для внутренней резьбы и 1,5...6,4 м/мин - для наружной. Останов вращения и расцепление профилей. Отвод контролируемой резьбы от мерительного
элемента. Расфиксирование изделия и съем с позиции измерения,
Необходимость совмещения соответствующих сторон (конца или начала) 5 контролируемой и мерительной резьб обусловлено возможностью проведения комплексных проверок. Совместив одну из сторон резьбы -изделия и мерительного элемента, обеспечивают возможность (за
0 счет свободной резьбы на длине 2...2,5 витка) проведения непрерывного контроля среднего дчаметра резьбы и операций .свинчивания или навинчивания. Формула изобретения
5 Способ контроля среднего диаметра резьбы, заключающийся в том, что подводят контролируемую резьбу, производят совмещение сопрягаемых профилей резьб, измеряют средний диаметр резьбы при от0 носительном вращении изделия и измерительного элемента, отличающийся тем, что, с целью повышения производительности и точности измерений, для измерения среднего диаметра резьбы используют из5 мерительный инструмент, установленный с пятью степенями свободы, а измерение среднего диаметра резьбы при относительном вращении производят на 2..,2,5 витках резьбы с измерительным усилием в ради0 альном направлении контролируемой резьбы, равным ,8...3,2 кг, в осевом направлении - не более 0,5 Рр, при окружной скорости относительного вращения для внутренней резьбы - 1,5...4,2 м/мин, для на5 ружной - 1.5...6 4 м/мин.
Фаг
2
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для измерения среднего диаметра резьбы | 1989 |
|
SU1679168A1 |
| УСТРОЙСТВО для ИЗМЕРЕНИЯ СРЕДНЕГО ДИАМЕТРАРЕЗЬБЫ | 1972 |
|
SU332311A1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ ПАРАМЕТРОВ РЕЗЬБЫ | 2006 |
|
RU2311610C1 |
| ОПТОЭЛЕКТРОННОЕ УСТРОЙСТВО КОНТРОЛЯ РЕЗЬБЫ ТРУБНЫХ ИЗДЕЛИЙ | 2006 |
|
RU2342632C2 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ ГЕОМЕТРИЧЕСКИХ ПАРАМЕТРОВ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С РЕЗЬБОВОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2386925C2 |
| Устройство для измерения параметров внутренней резьбы | 1984 |
|
SU1225997A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Система путевого контроля линейного перемещения рабочего органа | 1977 |
|
SU732122A1 |
| Прибор для проверки резьбовых изделий | 1937 |
|
SU57492A1 |
| Способ определения профиля скоростей потока жидкости в трубе | 1976 |
|
SU671862A2 |
Изобретение относится к машиностроению, а именно к методам и средствам Приконтроля резьб. Цель изобретения - повышение производительности и точности измерения. При операциях подвода контролируемой резьбы к мерительному элементу используют мерительный элемент, установленный с пятью степенями свободы, а измерение среднего диаметра при относительном вращении производят на 2.,.2,5 витках резьбы с измерительным усилием в радиальном направлении контролируемой резьбы ,8,..3,2 кг, а в осевом не более 0,5Рр. 7 ил.
AI
Фиг.2
,2
ч,
Фиаз
Фи8.6
Фиг.7
| Пискорский Г | |||
| А., Рабинович А | |||
| Н | |||
| боры для контроля цилиндрических резьб | |||
| М.: Киев, Машгиз, 1960, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
