Иг обретоние относится к технологии изготовления электрических машин с постоянными магнитами и может быть иснользовано в электротехнической промьшктенности. Известен снособ изгютовления ротора электрической мангины с постоянными магнитами, включающий обработку полюсных сегментов с образованием паз.в в цилиндрической заготовке ротора и установку постоян ных магнитов и немагнитных клиньев в пазы 1. Известный способ позволяет повысить технологичность изготовления ротора электрической машины с постоянными магнитами однако характеризуется низкой прочностью соединения полюсных сегментов с валом в связи с недостаточной плошадью опорной поверхности. Известен также способ изготовления ротора электрической машины с постоянными магнитами, включающий выполнение полой цилиндрической, заготовки ротора из магнитйого материала, направку немагнитного материала на внутреннюю поверхность полой цилиндрической заготовки, выполнение продольных наружных пазов глубиной, равной толш,ине полой цилиндрической заготовки, с углублением типа «ласточкин хвост, расположенным на наружной поверхности полой цилиндрической заготовки, установку в пазы постоянных магнитов и немагнитных клиньев 2. Данный способ позволяет повысить прочность конструкции ротора за счет обеспечения посадочной поверхности по всей длине окружности полой цилиндрической заготовки Однако с ростом числа пар полюсов синхронной машины снижается механическая прочность ротора за счет уменьшения площади взаимной опорной поверхности полюсных сегментов и немагнигной втулки. Наиболее близким к предлагаемому является способ изготовления ротора электрической машины с постоянными магнитами, включающий изготовление втулки из немагнитного материала с ребрами на ее наружной поверхности, заготовки полюсных сегментов с радиальными пазами на ее внутренней поверхности для размещения ребер и на наружной поверхности - д.пя размещения постоянных магнитов, установку постоянных магнитов на втулке между полюсными сегментами и и крепление |3|. Недостатком данного способа является то, что немагнитную втулку с ребрами изготавливают механической обработкой из монолитного немагнигн(и () материа.ча, после чего пазы полюсных сегментов совмешакп с ребрами и п)оизволят пайк шешнення, что усложняет TesHo.ionno. Целью изобретения яп.1яеи;я пчпшсиис технологии. Поставленная цель достигается тем, что согласно способу изготовления ротора электрической машины с постоянными магнитами, включающему изготовление втулки из немагнитного материала с ребрами на ее наружной поверхности, заготовки полюсных сегментов с радиальными пазами на ее внутренней поверхности для размещения ребер и на наружной поверхности - для размещения постоянных магнитов, установку постоянных магнитов на втулке между полюсными сегментами и их крепление, заготовку полюсных сегментов выполняют в ви;ае кольца с технологическим ободом на его наружной поверхности и с глубиной радиальных пазов, соответствующей высоте постоянных магнитов, изготовление втулки с ребрами выполняют путем наплавки немагнитного материала, например наплавкой расплавленным присадочным сплавом в радиальные пазы заготовки полюсных сегментов, а перед установкой постоянных магнитов на втулке между полюсными сегментами технологический обод удаляют. На фиг. 1 схематически изображена кольцевая заготовка полюсных сегментов; на фиг. 2 - заготовка с радиальными пазами на внутренней поверхности; на фиг. 3 -заготовка с наплавленной втулкой с ребрами; на фиг. 4 - заготовка с удаленным технологическим ободом; на фиг. 5 - заготовка с пазами на наружной поверхности; на фиг. 6 - ротор электрической машины с постоянными магнитами. Изготовление ротора электрической мащины с постоянными магнитами производят в следующей последовательности. . В кольцевой заготовке 1 полюсных сегментов 2 (фиг. 6), выполняют радиальные пазы 3 (фиг. 2) глубиной, соответствующей высоте постоянных магнитов 4. На наружной поверхности кольцевой заготовки 1 выпол- няют технологический обод 5. Количество радиальных пазов 3 равно числу полюсов изготавливае.мого ротора. Затем ведут наплавку немагнитного материала как на внутреннюю поверхность 6 заготовки 1, так и в )адиальные пазы 3 (фиг. 2) до образования втулки 7 с ребрами 8 (фиг. 3), после чего технологический обод 5 удаляют, например, на токарном станке, в результате чего образуются полюсные сегменты 2, отделенные друг от друга ребрами. На наружной пове|)хности заготовки 1 выполняют радиальные пазы 9 до немагнитной вту,1ки 7 с углублением типа «ласточкин хвост (фиг. 5) на наружной иовер.хности заготовки 1. oc;ie этой опера U)H III).поеный с(гмеит 2 разле.тяется на две несвяз;1нные VH-/K;I гобой pauHiiie части. Затем заг()Г() I ii;ic;i/KHiuiioT на fia,T 10, устан,Ч1.1ии;нот и нирх жиьт ii;iii i ) м;1гии.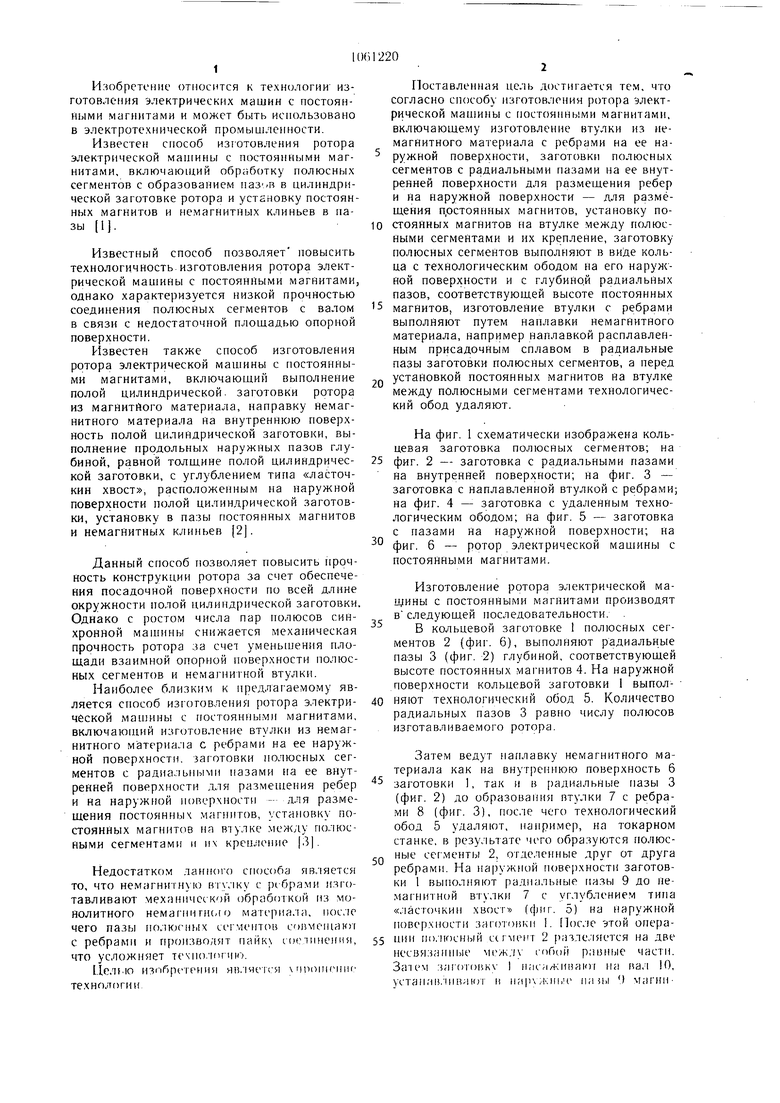

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления ротора магнитоэлектрической машины | 1982 |
|
SU1067569A1 |
| Способ изготовления ротора магнито-элЕКТРичЕСКОй МАшиНы | 1979 |
|
SU851663A1 |
| ОСЕВОЙ КОМПРЕССОР | 1993 |
|
RU2057970C1 |
| РОТОР ЭЛЕКТРОГЕНЕРАТОРА | 2007 |
|
RU2386200C2 |
| Ротор звездообразного типа | 1989 |
|
SU1674324A1 |
| Индуктор магнитоэлектрической машины | 1983 |
|
SU1280670A1 |
| Способ изготовления ротора с постоянными магнитами | 1982 |
|
SU1032550A1 |
| Индуктор электрической машины | 1983 |
|
SU1115172A1 |
| ЭЛЕКТРИЧЕСКАЯ МАШИНА С ПОСТОЯННЫМИ МАГНИТАМИ НА РОТОРЕ | 2024 |
|
RU2840498C1 |
| Комбинированный ротор для высокоскоростной электрической машины | 2017 |
|
RU2679311C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ, включающий изготовление втулки из немагнитного материала с ребрами на ее наружной поверхности, заготовки полюсных сегментов с радиальными пазами на ее внутренней поверхности для размещения ребер и на наружной поверхности для размещения постоянных магнитов, установку постоянных магнитов на втулке между полюсными сегментами и их крепление, отличающийся тем, что, с целью упрощения технологии, заготовку полюсных сегментов выполняют в виде кольца с технологическим ободом на его наружной поверхности и с глубиной радиальных пазов, соответствующей высоте постоянных магнитов, изготовление втулки с ребрами выполняют путем наплавки немагнитного материала, например наплавкой расплавленным присадочным -сплавом в радиальные .пазы заготовки полюсных сегменi тов, а перед установкой постоянных магнитов на втулке между полюсными сегментами (Я технологический обод удаляют. о: ю ю
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления индуктора магнитоэлектрической машины | 1974 |
|
SU579678A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для съемки жилетно-карманным фотографическим аппаратом со штатива | 1921 |
|
SU310A1 |
