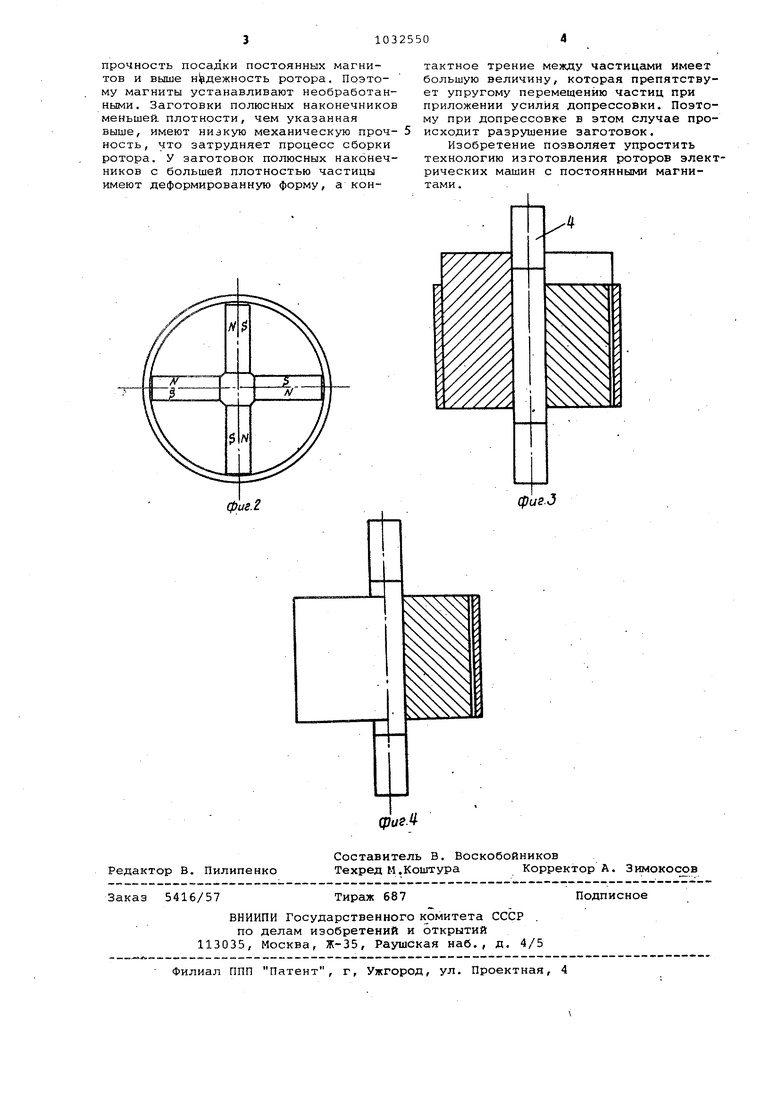
Изобретение относится к технологи изготовления роторов электрических машин с постоянными магнитами и може быть использовано в электротехническ промышленности. Известе н способ изготовления рото ра, включающий изготовление ферромаг нитной ступицы и приклеивания к ней сегментообразных постоянных магнитов 1 , Недостатками данного способа явля ются большая трудоемкость его ocytifeствления из-за точной механической обработки поверхностей ступицы и пос .тоянных магнитов; неравные магнитные потоки ротора на -взаимно перпендикулярных направленияхвследствие того, что при сборке образуются немагнитные технологические зазоры между бок выми поверхностями ферромагнитной ст пицы и постоянных магнитов. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является способ изгото ления ротора с постоянными магнитами включающий прессование постоянных ма нитов, термомагнитную их обработку, шлифовку магнитов, намагничивание магнитов, заключение каждого магнита в немагнитную обойму, изготовление полюсных наконечников механической обработкой из магнитно-мягкого материала, сборку ротора, завальцовку ротора на немагнитную втулку с шайбой, запрессовку втулки на вала С2 . Недостатками известного способа являются сложная технология изготовления, включающая трудоемкие процессы точной механической обработки постоянных магнитов и полюсных наконечников. Цель изобретения - упрощение технологии. Поставленная цель достигается тем, что согласно способу изготовления ротора с постоянными магнитами включающему изготовление и намагничивание постоянных магнитов, изготовление обоймы, вала, полюсных наконечников и сборки ротора, полюсные наконечники изготавливают прессованием из магнитного порошкового материала, при этом вначале изготавливают заготовки полюсных наконечников с длиной, большей длины ротора, а после сборки ротЬра производят окончательное прессование заготовок. При изготовлении заготовок полюсиых наконечников порошковый материал прессуют с плотностью, составляющей 60-70% от плотности, соответствукяцей размеру полюсного наконечника в изготовленном роторе. На фиг. 1 изображен порядок сборки магнитов и полюсных наконечников в обойме/ на фиг. 2 - первый этап сборки ротора, сборка заготовок полюсных наконечников постоянных магнитов в обойме, на фиг. 3 - второй этап сборки ротора, установка вала; на фиг. 4 - ротор после окончательного прессования заготовок полюсных наконечников . Способ изготовления ротора с постоянными магнитами осуществляется следующим образом. Вначале изготавливают заготовки полюсных наконечников двухсторонним прессованием порошкового материала в закрытой пресс-форме с длиной, большей длины ротора, при этом при изготовлении заготовок полюсных наконечников порошковый материал прессуют с плотностью, составляющей 60-70% от плот-ности, соответствующей размеру полюс ного .наконечника в изготовленном роторе.,, После чего производят сборку ротора. Сборку осуществляют в следующем порядке. В немагнитный обод 1 (фиг. 1 ) поочередно устанавливают порошковые магнито-мягкие заготовки полюсных наконечников 2 и постоянные магниты 3, имеющие форму параллелепипеда. Постоянные магниты ориентируют так, чтобы магниты примыкали к боковым поверхностям одного полюсно-го наконечника сторонами одной полярности. Таким образом, каждый ;:Ьлюсный наконечник имеет определенную полярность, а по наружной поверхности ротор имеет чередование полярности. Чтобы предотвратить повреждение поверхностей мг1гнитов к тем caMKuvi не снизить их магнитные свойства, перед сборкой на поверхности постоянных магнитов, подвергающихся трениго.. наносят тонкий слой стеарата цинка или жидкого стекла. В централыгое отверстие собранного ротора вставляют вал 4 (фиг. 3} и помещают ротор в пресс-форму . В связи с , что заготовки полюсных наконечников имеют меньшую плотность,- осевые заготовок больше осевых размеров пос тоянных магнитов (фиг. 3). Затем производят допрессовку заготовок полюсных наконечников до требуемой плотности, при этом заготовкам придают осевые размеры, равные осевьм ра мерам постоянных магнитов и длине ротора (фиг. 4). При допрессонке происходит расширен1 ге и уплотнение заготовок порошковых магнитчо--1 -:;. полюсных наконечников,, з резулы,н-ге чего происходит ликвидация кемзгнит-ных технологических зазоров между боковьлии поверхностями полгосньрг наконечников и постоянных магнитов, происходит плотное закреплекке постоянных магнитов- и зала в роторе эа счет проникновения юрошкрвого материала в микронеровности соприкасающихся поверхностей. Причем чем больще шероховатость боковых поверхностей постоянных магнитов, тем выше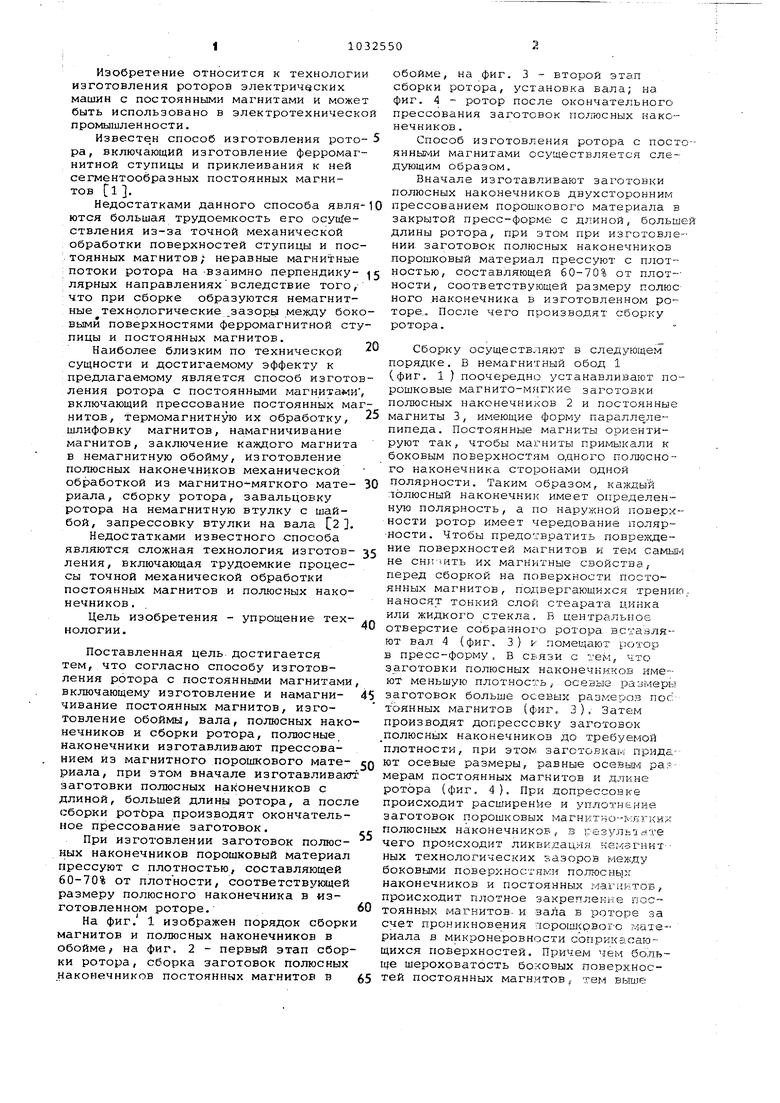
| название | год | авторы | номер документа |
|---|---|---|---|
| РОТОР ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ | 2002 |
|
RU2231896C2 |
| СПОСОБ ТЕКСТУРОВАНИЯ ПОРОШКА МАГНИТООДНООСНОГО МАГНИТНОГО МАТЕРИАЛА ИМПУЛЬСНЫМ МАГНИТНЫМ ПОЛЕМ | 2009 |
|
RU2424082C2 |
| Способ изготовления ротора магнитоэлектрической машины | 1982 |
|
SU1067569A1 |
| Ротор электрической машины | 1988 |
|
SU1684869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИНДУКТОРА КОЛЛЕКТОРНОГО ТИПА МАГНИТОЭЛЕКТРИЧЕСКОЙ МАШИНЫ (ВАРИАНТЫ) | 2002 |
|
RU2234787C1 |
| РОТОР ДЛЯ ВЫСОКОСКОРОСТНЫХ ЭЛЕКТРОМЕХАНИЧЕСКИХ ПРЕОБРАЗОВАТЕЛЕЙ ЭНЕРГИИ С ВЫСОКОКОЭРЦИТИВНЫМИ ПОСТОЯННЫМИ МАГНИТАМИ | 2017 |
|
RU2656863C1 |
| Магнитная система ротора с постоянными магнитами и способ ее изготовления | 2017 |
|
RU2646543C1 |
| МНОГОПОЛЮСНЫЙ РОТОР ВЕНТИЛЬНОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ С ПОСТОЯННЫМИ МАГНИТАМИ (ВАРИАНТЫ) | 2007 |
|
RU2369953C1 |
| Устройство для изготовления кольцевых спеченных магнитов | 1979 |
|
SU768558A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧЕТЫРЕХПОЛЮСНЫХ ЦИЛИНДРИЧЕСКИХ ПОСТОЯННЫХ МАГНИТОВ | 1990 |
|
RU2018410C1 |
1. СПОСОБ ИЗГОТОВЛЕНИЯ РОТОРА С ПОСТОЯННЫМИ МАГНИТАМИ, включающий изготовление и намагничивание постоянных магнитов, изготовление обоймы, вала, полюсных наконечников и сборку ротора, отличающийс я тем, что,с целью упрощения техг нологии, полюсные наконечники изготавливают прессованием из магнитного порошкового материала, при этом-вначале изготавливают заготовки полюсных наконечников длиной, большей длины ротора, а после сборки ротора производят окончательное прессование заготовок . 2. Способ по п. 1, о т л и ч аю щ и и с я тем, что при иэготовле- НИИ заготовок полюсных наконечников порошковый материал прессуют с плотHocTbiOf составляющей 60-70% от плотности , соответствующей размеру полюс- S ного наконечника в изготовленномрото-, (Л ре. Од ю ел СП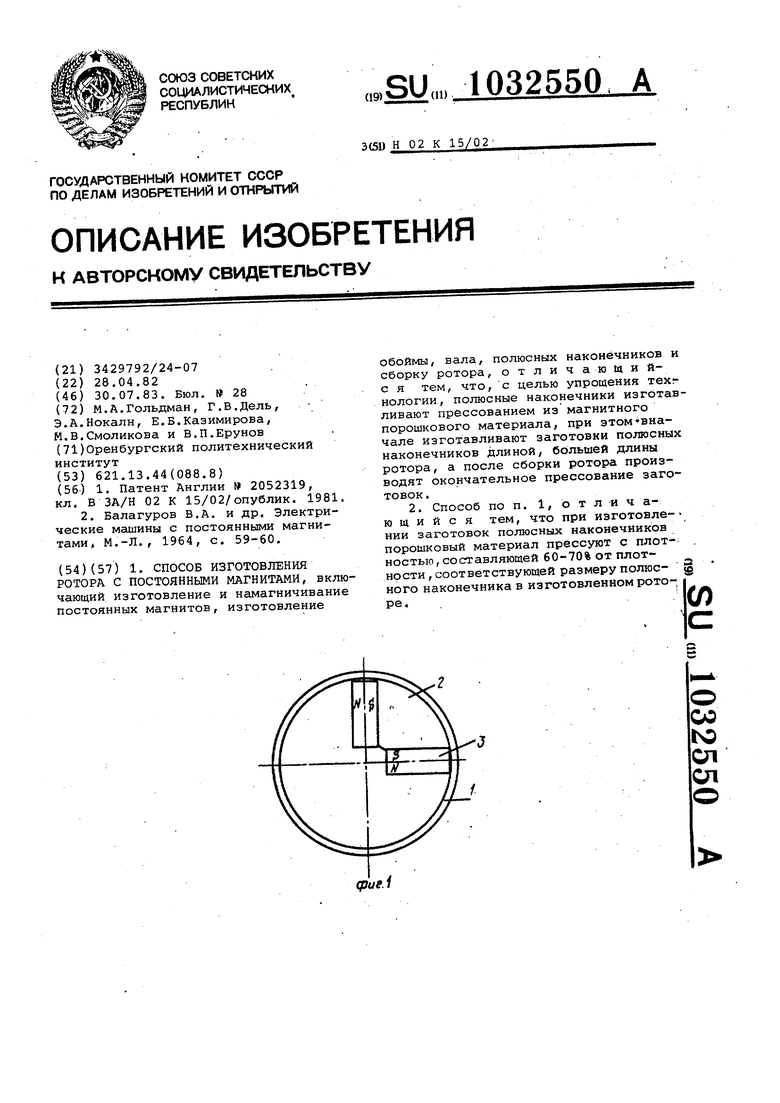
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент Англии № 2052319, кл | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для изготовления в грунте бетонных свай с употреблением обсадных труб | 1915 |
|
SU1981A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Балагуров В.А | |||
| и др | |||
| Электрические машины с постоянными магнитами М.-Л., 1964, с | |||
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
