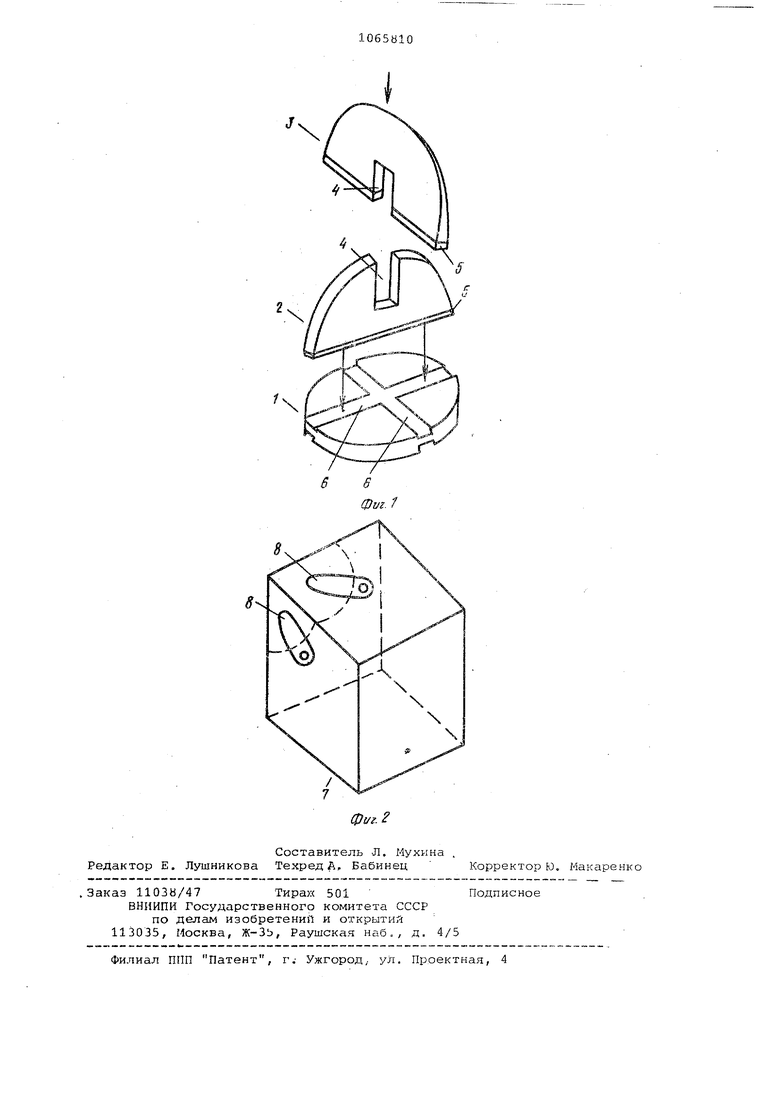
Изобретение относится к способа изготовления составных зеркальных отражателей с диаграгФгой переотражения излучения близкой к 2Тг ( 4Г| стереор;1диан, и может быть использовано при разработке технологии изготовления дешевых и легких зеркальных отражателей, предназначенн для опрезделения характеристик, отладки, юстировки оптических дально меров, сисГем связи, лидаров и дру оптико-электронных систем. Известен способ изготовления уголковых отражателей, в котором н предварительно изготовленном монол ном каркасе - подложке наносят мно слойное отражающее покрытие методо копирования с точных призм-оригина лов. Таким способом могут быть изг товлены отражатели со смежными гра нями, общей вершиной и раскодимостью отраженного излучения (iVS) ПО-рад 1 . Однако, монолитная конструкция каркаса затрудняет снятие с оптиче кого контакта при отделении копий оригинала и приводит к увеличению брака оптических поверхностей при массовом изготовлении элементов. Наиболее близким к предлагаемог по технической сущности и достигае мому результату является способ из готовления уголковых отражателей, заключающийся в изготовлении плоск деталей, выполнении на них отражаю щих поверхностей, установке их в заданное положение методом конта та с поверхностью копира, скреплении их с помощью клеевого состава непосредственно на копире и снятии их после полимеризации клея Гз . . Недостатком этого способа являе ся то, что изготовленные отражател ные элементы имеют углы, точность которых определяется точностью выполнения копира:, При выполнении операп.ии скрепле ния применяют дополнительные детал каркаса, к которым, собственно и приклеиваются детали уголкового отражателя. После снятия с копира за счет остаточных деформаций в полимеризованном клеевом составе происходит изменение взаимного по южения деталей уголкового отража теля и, как следствие, снижение точности изготовления. В известном способе установка деталей на копире осуществляется методом притира детали о копир, . что приводит к быстрому износу рабочдх поверхностей копира и снижеНИК) точности углов. Кроме того, сам процесс обеспечения оптического контакта детали с поверхностью копира требует больц кх трудозатрат и рабочего временк, ч.о приводит к низкой производительности. На производительность, влияет также операция снятия готового с копира, которая проводится в течение 24 ч. При выполнении известного способа в результате описанных выше операций получают только один уголкоBtJi отражатель, что делает его непpиeгvшeмым для изготовления многоэлементных уголковыхОтражателей. Цель изобретения - упрощение технологии производства уголковых отражателей при сохранении их точности, сокращение времени изготовлеЕшя и обеспечение возможности изготовления многоэлементного зеркального отражателя за один теумологический цикл. Поставленная цель достигается тем, что JJ способе изтотовлени;-: уголковых отражателей, зак:7}очаю1ле.ся в изготовлении плоских .деталей, выполнении на них отражающих поверхносте, установке их в задаимое положение методом контакта с поверхностью копира, скреплении их с помощью клеевого состава непосре;: : гве.чно на копире и снятии их с копира после полимеризации клеевого состава, в плоских деталях предварительно выполняют установочные r;;j3b: U прорези, а отражающие поверхг-иэсти вм- . полняют на. обеих сторонах плоских деталей и проводят их сборку путег-. установки во взаимно ортогопалт.мие положение по упомянуты пазсМ и прорезям, после чего совмещают с копиром один из получеьных .гьзех-оанных углов многоэлементного отражателя, проводят грубую юстировку положения деталей на копире и фиксируют их посредством прижима к граням копира, проводят точный контроль взаимного положения деталей путем контроля остальных трехгранных углов, не к о i-i та к тирующих с копиром, снимают с копира деталь с наибольшим количеством отражаюошх поверхностей, при сохранении неизменного положения остальных деталей нп копире, наносят в установочные пазы деталей клеевой состав и устанавливают снятую деталь на прежнее место, дополнительно контролируют ее положение, производят полимеризацию клеевого состава, и разъединяют изделие с копиром путем снятия усилия механического прижима. Нафиг. 1 показаны элементгл уголкового отражателя на фиг.2 - копир. Способ осуществляется следуюш,им образом. Изготавливают плоские дет;али 1-3, на них выполняют прорези 4, установочные пазы (канс1вки 5 и выступы о). Наносят параллельнрле отрг жающие поверхности на обе стороны деталей и осуществляют сборку деталей. Затем осуществляют установку деталей 1-3 во взаимно ортогонально положение, скрепление детален отражателя во взаимно ортогональном положении, полимеризацию клеевого состава, отделение отражателя от копира. Детали отражателя, сборочные прорези, канавки и выступы могут быть изготовлены механической обработкой материалов из легких алюминиевых сплавов. Для .деталей, например, в форме дисков 1 и сегментов 2 и 3 (фиг.1) сборочные прорези (диаметральные) по длине равны прловине радиуса минус половину толщины детали, по ширине равны толщине детали, сбороч ные канавки 5 (диаметральные) высту пы б (торцовые) образуют в сборке соединение канавка-выступ. Прорези, канавки, выступы могут быть вы полнены по 6-7 кл.чистоты, имеют до пуски, обеспечивающие развязку деталей 2 и 3 при их сборке и возмож ность их углового перемещения н 30 угл. мин относительно детали Зеркальные поверхности могут быть нанесены на плоские детали по лированием, например, алмазным точением с использованием специально оснастки, позволяющей на общей базовой поверхности-планшайбе с вакуу ньм прюхимом обрабатывать одновреме но несколько десятков деталей. При выборе материала с необходимыми характеристиками (сплав В-95),. соотношении толщины к длине (1/8-1/7) , длине прорезей (il2 ширины детали) выполнение двусторонней обработки (высокие точностные характеристики станков, например типа МК65 1,3) по воляет изготовить двусторонние зеркала с клиновидностью 1-2 уг.с. При выполнении операции сборки сначала собирают детали 1 и 2 вдоль прорезей 4, затем детали 1 и 2 собирают с деталью 3. при этом выступы 6 (деталей 2 и З) становятся в канавки 5 детали 1. Полученная сборка содержит четыре уголковых отражателя с общей вершиной (фиг.) При изготовлении многоэлемеитного отражателя с 8 уголоковыми отражателями с общей вершиной сначала изготовляют отражатель с 4 смежными уголковыми отражателями, затем осуществляют сборку, используя детали 2 и 3 и свободные канавки с обратной стороны детали 1. При ycTaiioBKe деталей во взаимн ортого шльном положении совмещают с копиром один из трехгранных угло отражателя, грани деталей 1-3 по отдельности устанавливают на конта с копиром накладывают на поверх- ности копира), закрепляя механическиfiv прижимами 8, устраняют зазоры в соединениях канавка-выступ путем смещения деталей, отпуская и затягивая прижим 8, т.е. проводят грубую юстировку положения деталей на копире, осуществляя контроль по неискажрнному зрачку в центре отражателя. После устранения зазоров,. затягивая прижим 8, обеспечивают устойчивую фиксацию их положения. При этом в качестве копира может быть использован куб 7 (фиг.1)с точными прямьтми углами, изготовленный из инструментальной стали, в качестве механического прижима 8 может быть использована стальная пластина с прокладкой и прижимным винтом, поджимающим пласти ;у к поверхности куба. При массовой технологии изготовления отражателей возможно использование также вакуумного прижима деталей при наличии специальных каналоз-сверлений в копире. Точный контроль положения деталей может быть выполнен измерением двугранных углов на гониометре типа ГС-1М (точность 1-2), При ошибках дв.угранных углов, превышающих 5-7 осуществляется повторная установка деталей в ортогональное положение отбраковка деталей отражателя. При скреплении деталей во взаимно opтoгoнaльнo поло;- ении деташь 1 (диск с 8 гранями) отделяют от поверхности куба при сохранении неизменного положения остальных деталей, запоминают канавки и выступы, которые Находились в соединении, наносят клей в виде тонкой пленки (толщина 20-30 мкп) на канавки и выступы деталей, выполняют повторную установку детали 1, осуществляют дополнительный контроль ее положения и производят полимеризацию клеевого состава. Для скрепления дета, лей могут быть использованы клей на эпоксидной основе. Точность пряГ1ых углов (-vlO-lb } обеспечивается беззазорным склеиванием деталей, установленных и зафиксированных прижимом на копире. После полимеризации клея осуществляют отделение отражателя от копира путем снятия усилий прижима 8 с деталей отражателя .Предлагаеглый способ позволяет упростить технологию изготовления отражателей при сохранении необходимой точности изделий (10-20), у; еньшить затратьл на изготовление отражателей. Основной вклад в повыигение производительности изготовления изделий в данном способе вносит выполнение операции нанесения отражающих поверхностей и отделения изделий от копира.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ РЕНТГЕНОВСКОЙ ОПТИЧЕСКОЙ СИСТЕМЫ, СОДЕРЖАЩЕЙ N ЗЕРКАЛЬНЫХ МОДУЛЕЙ | 2016 |
|
RU2629693C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕШЕТКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ (ВАРИАНТЫ), СОДЕРЖАЩЕЕ ЕЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2422861C2 |
| КОЛЬЦЕВОЙ ЛАЗЕР | 2001 |
|
RU2188488C1 |
| ИЗЛУЧАТЕЛЬ ЛАЗЕРА | 2018 |
|
RU2682560C1 |
| НАВИГАЦИОННЫЙ РАДИООПТИЧЕСКИЙ УГОЛКОВЫЙ ОТРАЖАТЕЛЬ НАПРАВЛЕННОГО ДЕЙСТВИЯ | 2014 |
|
RU2572795C1 |
| Трехгранный уголковый отражатель для оптического ориентатора | 1982 |
|
SU1045200A1 |
| Квадрокоптер | 2020 |
|
RU2734680C1 |
| УСТРОЙСТВО РАДИОЛОКАЦИОННОЙ ОТРАЖАЮЩЕЙ ЦЕЛИ С УМЕНЬШЕННОЙ ЭФФЕКТИВНОЙ ПЛОЩАДЬЮ РАССЕЯНИЯ | 1999 |
|
RU2169417C1 |
| ЛАЗЕР | 1992 |
|
RU2054217C1 |
| ИМПУЛЬСНО-ПЕРИОДИЧЕСКИЙ ЭЛЕКТРОРАЗРЯДНЫЙ ЛАЗЕР ЗАМКНУТОГО ЦИКЛА (ВАРИАНТЫ) | 2008 |
|
RU2405233C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ УГОЛКОBfviX ОТРА/КЛТЕЛЦЛ, заключающийся в изготовлении плоских деталей, выполнении на них отражающих поверхностей, установке их в заданное положение методом контакта с поверхностью копира, скреплении их с помощью клеевого состава непосредственно на копире и снятии их с копира после иолиг еризации клеевого состава, о тл и ч а ю щ и и с я тем, что, с целью упрощения технологии производства уголковых отражателей при сохранении -их точности, сокращения времени изготовления и обеспечения изготовления многоэлементных отражателей за один технологический цикл, в плоских деталях предварительно выполняют установочные пазы и прорези, а отражающие поверхности вы-, полняют на обеих сторонах плоских деталей, и проводят сборку их путег1 установки во взаимно ортогональное положение по упомянутым пазш и прорезям, после чего совмещают с копиром один из полученных трехгранных углов многоэлементного отражателя, проводят грубую юстировку положения деталей на копире, и фиксируют их путем прижима к граням копира, проводят точный контроль взаимного полол ения деталей путем измерения осталь ных трехгранных углов, не контактирующих с копиром, снимают с копира и деталь с наибольа1им количеством (Л отражающих поверхностей при сохранении неизменного положения остальных деталей на копире, наносят на установочные пазЕл деталей клеевой состав, устанавливают снятую деталь на прежнее место, дополнительно контролируют ее положение, производят полимеризацию клеевого состава, и разъединяют изделие с копиром путем снятия усилия механического прижима. Oi ел оо