Область техники, к которой относится изобретение.
Настоящее изобретение относится к отражательным рефлекторам, а именно к способу изготовления световозвращающего отражателя с контролируемой расходимостью и изделиям, изготовленным этим способом.
Уровень техники
Хорошо известно, что световозвращающие отражатели могут быть изготовлены из решетки микроскопических уголковых элементов в виде уголков куба (далее - "кубических уголковых отражателей). Такая решетка из микроскопических кубических уголковых отражателей может быть изготовлена путем гравирования матрицы выступающих уголков куба в плоской поверхности шаблона. В целом это описано в патенте США 3712706 (Стэмм). Подробно это описано в патенте США 4478769 (Прикон), который полностью приведен в настоящем описании путем ссылки.
В патенте США 4478769 описан хорошо известный способ изготовления треугольных (имеется в виду трехгранных) кубических уголковых отражателей, где плоская поверхность шаблона гравируется алмазным инструментом, которым прорезается последовательность строго параллельных V-образных пазов. Для получения равносторонних трехгранных уголков куба прорезаются три последовательности параллельных пазов в направлениях, пересекающихся под углом 60° друг к другу; каждый паз при этом будет обладать симметричным углом раскрыва, равным приблизительно 70,53°, и будет прорезан на глубину, определяемую заданной высотой уголков куба. При использовании этого способа автоматически получается решетка пар противоположно направленных равносторонних трехгранных микрокубов на поверхности матрицы. Для гравирования неравносторонних трехгранных уголков куба пазы в параллельных группах должны иметь угол, отличающийся от 70,53°, и пересекаться под углами, не равными 60°, как показано, например, в патенте США 3684348 (Роуланд). В способах гравирования нетрехгранных уголков куба обычно не используются три группы параллельных симметрично расположенных V-образных пазов, однако грани уголков куба, тем не менее, образуются стенками пазов, как показано, например, в патенте США 4938563 (Нельсон). Способы создания решеток кубических уголковых отражателей, в которых не используется гравирование единой пластины, были описаны в патенте США 6015214.
В качестве ближайшего аналога выбран способ изготовления решетки микрооптических элементов и изделие, содержащее решетку микрооптических элементов, описанные в WO 97/41463. Изделие представляет собой световозвращающий листовой материал, имеющий множество отдельных кубических уголковых отражателей, расположенных на прозрачной полимерной наружной пленке. Наружная пленка деформирована в трехмерную структуру таким образом, что основания кубических уголковых отражателей расположены не в одной плоскости. В той же международной заявке раскрыт способ деформирования световозвращающего листового материала, в результате которого получают световозвращающее изделие, в котором кубические уголковые отражатели расположены в разных плоскостях относительно друг друга.
Настоящее изобретение относится ко всем решеткам кубических уголковых отражателей, вне зависимости от того, каким образом они были получены.
Матрица выступающих, либо углубленных или внутренних (гнездовых) кубических уголковых отражателей может быть использована для изготовления, например, посредством гальванопластики, ряда копий, в которых выступы чередуются гнездами. На любом этапе копии могут быть объединены в группы, а группы использованы для изготовления следующих копий. После ряда этапов объединений и копирования, может быть создан единый прототип. Прототип может быть использован для изготовления производственного инструмента, например, посредством гальванопластики, который может использоваться для формования световозвращающих (светоотражающих) микроскопических кубических уголковых отражателей на поверхности пластического листового материала, например, посредством тиснения, отливки, прессования и другими известными способами.
Листовые световозвращающие микроскопические кубические уголковые отражатели, изготовленные описанным выше способом, используются в обеспечении безопасности на дорогах, например дорожных знаках и разметке дорожного полотна. В этих случаях микроскопические кубические уголковые отражатели отражают свет фар автомобиля обратно в глаза водителя автомобиля. При этом происходит не точное световозвращение, и угол расхождения α (альфа) составляет, приблизительно, от 0° до более чем 3°. Действующее значение угла α в каждой конкретной ситуации зависит от конфигурации "автомобиль-водитель" и расстояния от автомобиля до световозвращающего материала. Например, угол α расхождения для правой фары большого грузовика и его водителя при дальности около 40 метров до дорожного знака составит приблизительно 3°, в то время как угол расхождения α для левой фары автомобиля и его водителя при дальности до дорожного знака 600 метров составит приблизительно 0,05°.
С углом α расхождения также связан угол ε (эпсилон) поворота, который показывает направление расхождения. Величина ε будет различной для левой и правой фар автомобиля, и будет также зависеть от взаимного расположения автомобиля и водителя, и размещения дорожного знака. Для листового материала, устанавливаемого с произвольной ориентацией в дорожных знаках, световозвращение должно обеспечиваться при любых значениях угла ε. Углы α и ε определены документом ASTM Е808 (Общепринятые правила для описания световозвращения), в котором угол α расхождения называется "углом наблюдения".
В идеальном случае листовые световозвращатели на основе микроскопических кубических уголковых отражателей, используемые в дорожных знаках, должны создать диаграмму отраженного в обратном направлении света, характеризующуюся достаточной интенсивностью в пределах значений угла расхождения и значений угла поворота. Например, даже световозвращающий дорожный знак на автомагистрали за городом должен обеспечивать световозвращающее отражение в пределах угла расхождения α около 1°, что соответствует величине угла для правой фары большого грузовика и его водителя при дальности около 120 метров до дорожного знака.
Повышение точности, с которой микроскопические кубические уголковые отражатели могут быть выполнены в шаблоне и затем воспроизведены в копиях, в частности, посредством тиснения, привело к выводу, что подобные листовые световозвращатели на основе микроскопических кубических уголковых отражателей могут обладать приемлемыми световозвращающими свойствами только в узком интервале углов расхождения, например, приблизительно 0,0-0,5 градусов. Требуется создать решетку кубических уголковых отражателей, на которой обеспечивается получение полного диапазона требуемых расходимостей и в пределах очень небольших расстояний с тем, чтобы человек-наблюдатель решетки воспринимал ее как равномерно световозвращающую.
Свет, переотражаемый кубическими уголковыми отражателями микроскопического размера, испытывает некоторую дифракцию вследствие очень малого размера микрокубов. В результате дифракции световозвращение происходит с большей расходимостью и с большими углами поворота. Конкретные значения углов α и ε зависят от конкретного характера дифракции данного микрокуба, которая, в свою очередь, определяется размером куба, формой куба, коэффициентом преломления материала куба и от того, металлизированы или нет грани куба. Использование дифракции, однако, является нежелательным способом усиления световозвращения в более широких углах расхождения и поворота, поскольку микрокубы очень малого размера, для которых эффект дифракции проявляется сильнее, также переотражают значительную часть света с углом α расхождения, превышающим 3°, что бесполезно для водителя автомобиля. Дифракция, кроме того, создает своеобразную диаграмму дифракции, при которой распределение переотраженного обратно света, скорее всего, будет не таким, как требуется водителю автомобиля.
Известен способ получения расходящегося световозвращения посредством кубических уголковых отражателей с введением специальных искажений в их двугранные углы, в результате которых они становятся слегка отличающимися от 90°. В классической статье П.Р.Йодера, мл. "Исследование погрешностей в отклонении света в трехгранных зеркалах и четырехгранных призмах". Ж. Американского Оптического Общества, т.48, №7, стр.469-499, июль 1958 г., описаны хорошо известные картины пятен, получающиеся вследствие этих искажений.
В патенте США 3833285 (Хинан), который полностью приведен в настоящем описании путем ссылки, показано, что если один двугранный угол кубического уголкового отражателя большого размера больше двух остальных углов, то угол наблюдения для микрокубов расширяется и, в частности, отраженный назад свет расходится вытянутым пучком.
При выполнении гравирования решетки кубических уголковых отражателей ошибка в двугранный угол может быть введена либо некоторым отклонением угла наклона стенки паза от указанного в чертеже, как показано в патенте США 3712706 (Стэмм), либо пересечением оснований пазов под углами, отличающимися от заданных чертежом, либо сочетанием обоих способов.
В патенте США 4775219 (Эпплдорн), описываются изделия, обладающие свойством световозвращения, имеющие заданную диаграмму расхождения, в которых кубические уголковые отражатели образованы тремя пересекающимися группами параллельных V-образных пазов, и в которых по крайней мере в одной из групп углы наклона по крайней мере двух сторон паза периодически отличаются друг от друга. Нельсон в патенте США 4938563 распространил способ, предложенный в патенте США 4775219 на неповторяющиеся закономерности в отличиях углов наклона сторон пазов.
В патенте США 6015214 (Хинан и др.) приведены способы формирования микрокубов путем гравирования V-образных пазов в гранях нескольких плоских пластин шаблонов, и раскрыто, что угол наклона режущего инструмента относительно гравируемых граней пластины шаблона может непрерывно изменяться по мере гравирования каждого паза, являясь функцией расстояния, проходимого режущим инструментом по граням пластины.
В патентной заявке США 10/167,135, поданной 11 июня 2002 г., претендующей на приоритет заявки 60/297,394, поданной 11 июня 2001 г., раскрываются изделия, обладающие световозвращением, и способ изготовления изделий, обладающих световозвращением, которые имеют регулируемую расходимость в более широком угле, что достигается гравированием трех пересекающихся групп параллельных V-образных пазов, где намеренно производится гравирование двугранных углов кубов, имеющих неоднородные отличия от точно 90°, путем введения управляемых взаимных колебаний режущего инструмента и поверхности подложки в процессе гравирования по крайней мере одного из V-образных пазов.
Раскрытие изобретения
Таким образом, одной из целей изобретения является создание изделия, содержащего решетку световозвращающих микроскопических кубических уголковых отражателей, имеющих более широкий интервал регулируемого расхождения.
Другой целью изобретения является обеспечение способа изготовления такого изделия.
В общем в соответствии с представленным в изобретении способом изготовления решетки оптических элементов используют подложку, имеющую противоположные первую и вторую поверхности, причем упомянутая первая поверхность имеет решетку из кубических уголковых отражателей. Подложка подвергается управляемой обработке на по меньшей одном локальном участке второй поверхности для создания локализованных изменений механического напряжения в материале подложки. Степень обработки и расположение участков могут быть существенно упорядоченными, либо они могут отличаться регулируемой нерегулярностью. Подложка имеет достаточно малую толщину, поэтому изменение напряжения, создаваемое обработкой второй поверхности, вызывает изменение в по меньшей мере одном двугранном угле (между двумя плоскостями) по меньшей мере одного кубического уголкового отражателя на первой поверхности в области, расположенной с обратной стороны от обработанного участка. Изменение величины двугранных углов, подвергшихся воздействию кубических уголковых отражателей, составит доли градуса. Этого изменения достаточно для создания такого искажения кубического уголкового отражателя, чтобы повлиять на расходимость света, возвращаемого в обратном направлении уголковым отражателем. Решетка с одним или более искаженными кубическими уголковыми отражателями может быть использована для изготовления копий, которые будут объединяться в сборки, копироваться вновь необходимое число раз, и использоваться для создания инструмента, пригодного для производства листового материала с микропризмами, например, посредством отливки, тиснения, прессования и иными способами. Листовой материал с кубическими уголковыми отражателями, изготовленный с использованием такого инструмента, будет обладать большим диапазоном угла расхождения, чем листовой материал с кубическими уголковыми отражателями на основе решеток, либо с неискаженными кубическими уголковыми отражателями, либо кубическими уголковыми отражателями, искаженными существенно однородно, путем фиксированного изменения угла. При этом в предпочтительном варианте выполнения, по существу, сохраняется полное световозвращение решетки.
Более конкретно, в соответствии с изобретением предлагается способ изготовления решетки искаженных микрооптических элементов, согласно которому подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой микрооптических элементов, сформированной на упомянутой первой поверхности, и осуществляют управляемую обработку по меньшей мере одной локализованной области на второй поверхности подложки в достаточной степени для создания искажений по меньшей мере одного микрооптического элемента напротив места обработки.
В предпочтительных вариантах реализации указанного способа подложку формируют на оправе посредством гальванопластики, а управляемую обработку второй поверхности выполняют на сформированной гальванопластикой подложке, остающейся прикрепленной к указанной оправе. При осуществлении управляемой обработки не вносят нарушений в решетку, кроме искажающих изменений внутри отдельных микрооптических элементов решетки. Указанную обработку осуществляют в достаточно малой степени, позволяющей сохранить гладкость граней и ребра микрооптических элементов без существенных повреждений. При указанной обработке полное световозвращение каждого из микрооптических элементов остается по существу неизменным.
Далее, в соответствии с изобретением предлагается способ изготовления решетки кубических уголковых отражателей, имеющих контролируемую расходимость, в котором подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой кубических уголковых отражателей, сформированной на упомянутой первой поверхности, и осуществляют управляемую обработку по меньшей мере одной локализованной области на второй поверхности подложки в достаточной степени для изменения по меньшей мере одного двугранного угла по меньшей мере одного кубического уголкового отражателя напротив места обработки и при этом искажают указанный по меньшей мере один кубический уголковый отражатель с образованием решетки кубических уголковых отражателей, имеющих расходимость в заданном интервале.
В предпочтительных вариантах реализации указанного способа подложка имеет толщину в интервале от приблизительно 0,1 до приблизительно 2,0 мм и выполнена из металла, в частности, представляющего собой гальванический никель, или из пластика.
Указанную управляемую обработку выполняют посредством воздействия давлением, создающим локальное растяжение подложки, или энергии, в частности лазера или сфокусированной тепловой энергии, или посредством химического воздействия, в частности, растворителя на пластиковую подложку, или указанная управляемая обработка является механической, например, включающей сверление.
Полное световозвращение обработанной решетки кубических уголковых отражателей составляет по крайней мере 90%, предпочтительно 94% или 98% от величины световозвращения решетки до обработки.
Указанная подложка предпочтительно представляет собой листовой материал, а указанную обработку выполняют посредством воздействия давления на отдельные области на второй поверхности листового материала с величиной давления, достаточной для внесения искажений в по меньшей мере один кубический уголковый отражатель на лицевой поверхности листового материала.
Согласно изобретению предлагается также изделие, изготовленное посредством описанного способа, в частности световозвращающее изделие.
Далее также предлагается способ изготовления изделия, содержащего решетку кубических уголковых отражателей с контролируемой расходимостью, в котором подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой кубических уголковых отражателей, сформированной на упомянутой первой поверхности, и осуществляют управляемую обработку по меньшей мере одной локализованной области на второй поверхности подложки в достаточной степени для изменения по меньшей мере одного двугранного угла по меньшей мере одного кубического уголкового отражателя напротив места обработки, и создают копии n-го порядка решетки.
Краткое описание чертежей
Приведенные выше и иные новые признаки и преимущества изобретения будут лучше понятны после ознакомления с приведенным далее подробным описанием вместе с приложенными чертежами, где:
Фиг.1 представляет вид сверху подложки, на которой отформована стандартная, известная в уровне техники конфигурация световозвращающих трехгранных кубических уголковых отражателей;
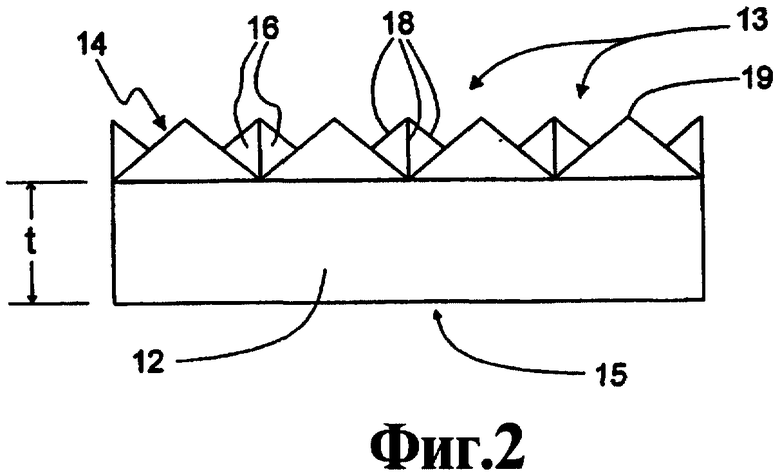
Фиг.2 представляет вид спереди подложки, показанной на Фиг.1, с выступающими кубическими уголковыми отражателями;
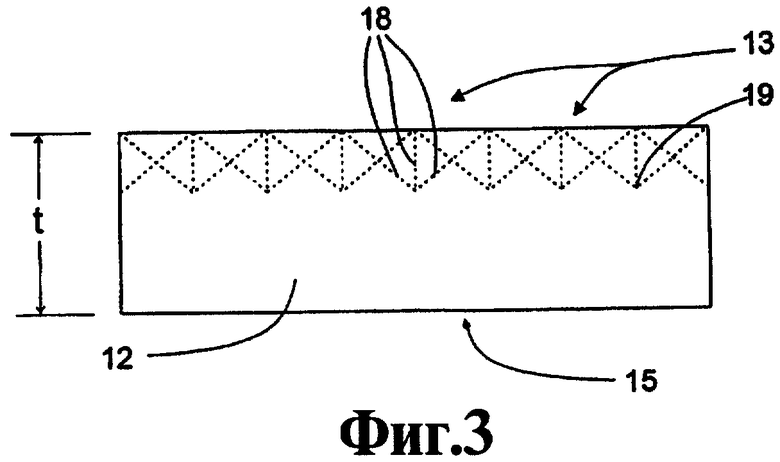
Фиг.3 представляет вид спереди подложки, показанной на Фиг.1, с гнездовыми кубическими уголковыми отражателями;
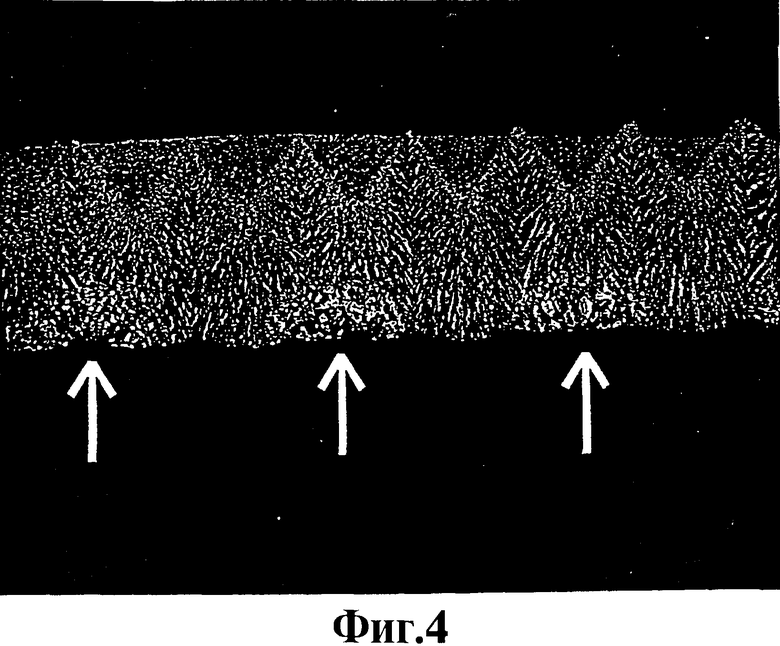
Фиг.4 представляет микрофотографию поперечного сечения металлической подложки, на поверхности которой имеется несколько кубических уголковых отражателей, подвергающейся лазерному облучению в трех отдельных участках поверхности с обратной стороны;
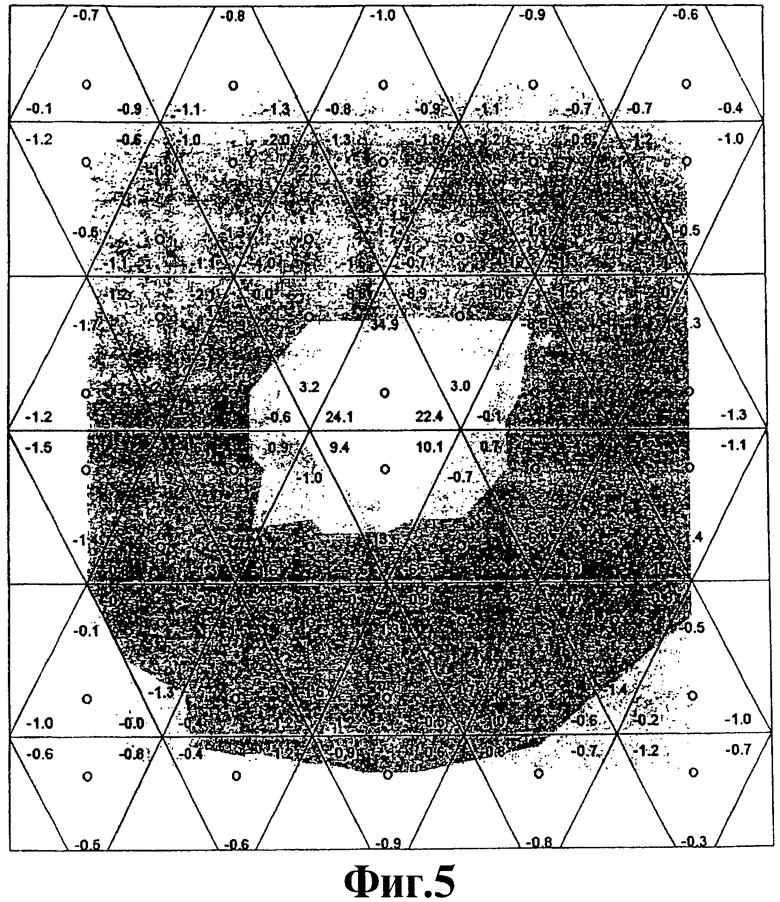
Фиг.5 представляет схематический вид сверху экспериментальной решетки трехгранных кубических уголковых отражателей, на которой напряжение было создано в области центрального кубического уголкового отражателя;
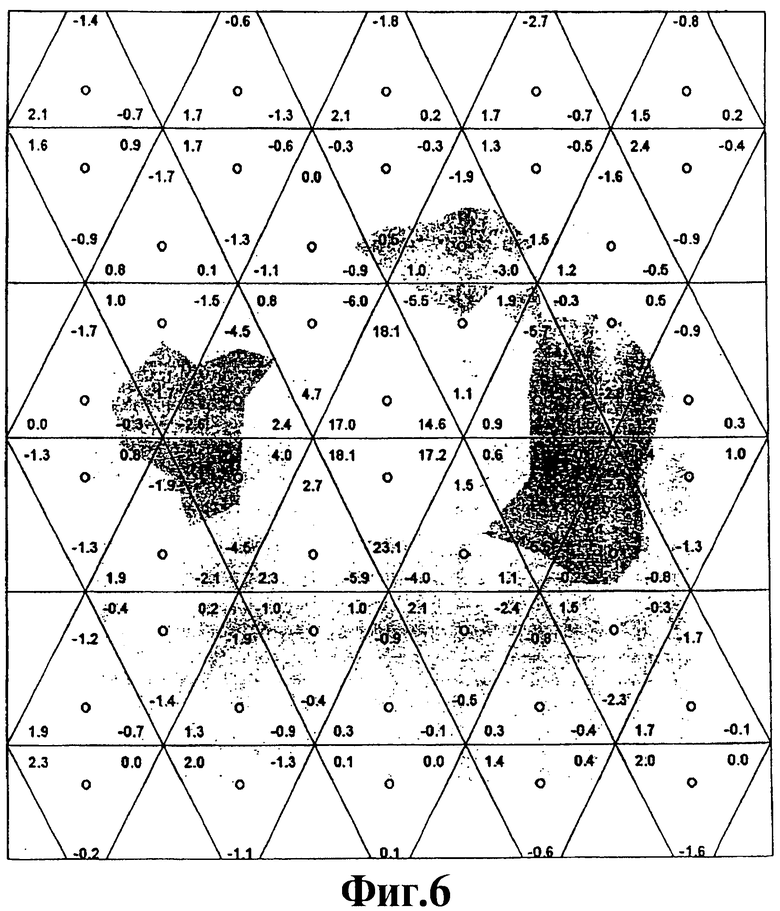
Фиг.6 представляет схематический вид в плане экспериментальной решетки трехгранных кубических уголковых отражателей, в которой напряжение было создано в области между двух кубических уголковых отражателей;
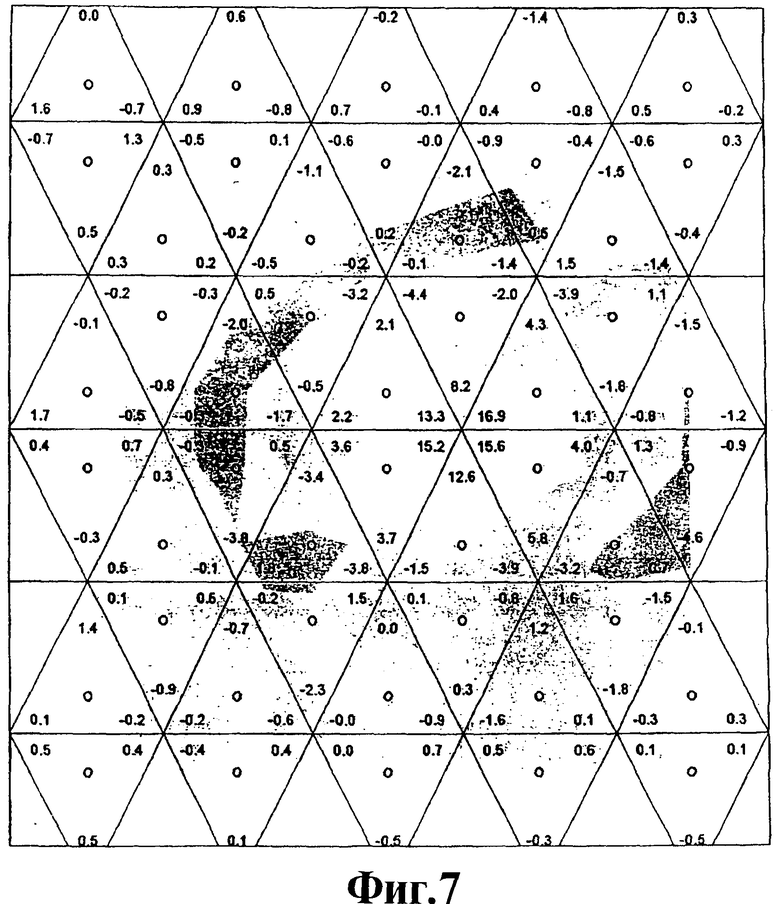
Фиг.7 представляет схематический вид в плане экспериментальной решетки трехгранных кубических уголковых отражателей, в которой напряжение было создано в области между шестью кубических уголковых отражателей;
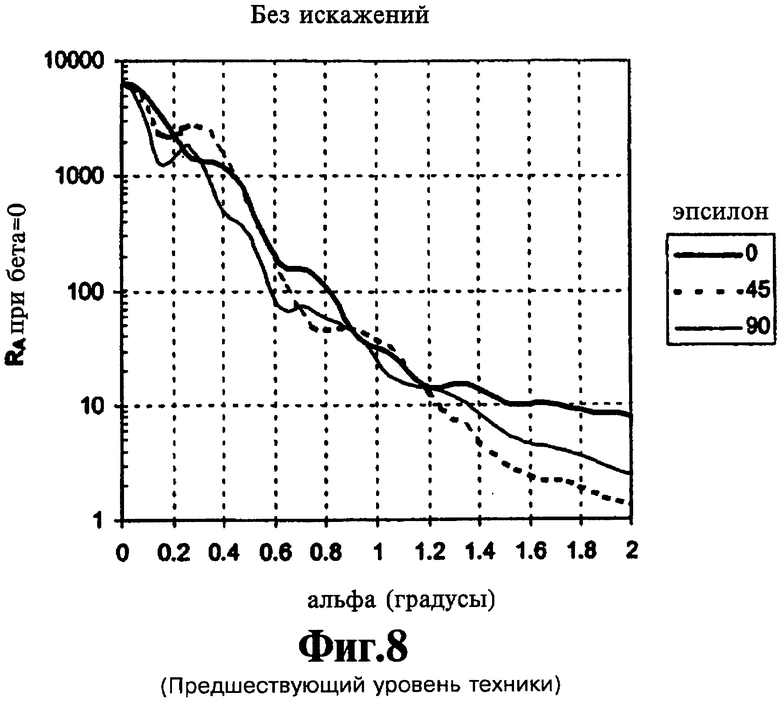
Фиг.8 представляет график зависимости рассчитанных значений RA для известного гипотетического листового материала, содержащего неискаженные кубические уголковые отражатели, в интервале углов расхождения 2°, для трех разных углов поворота;
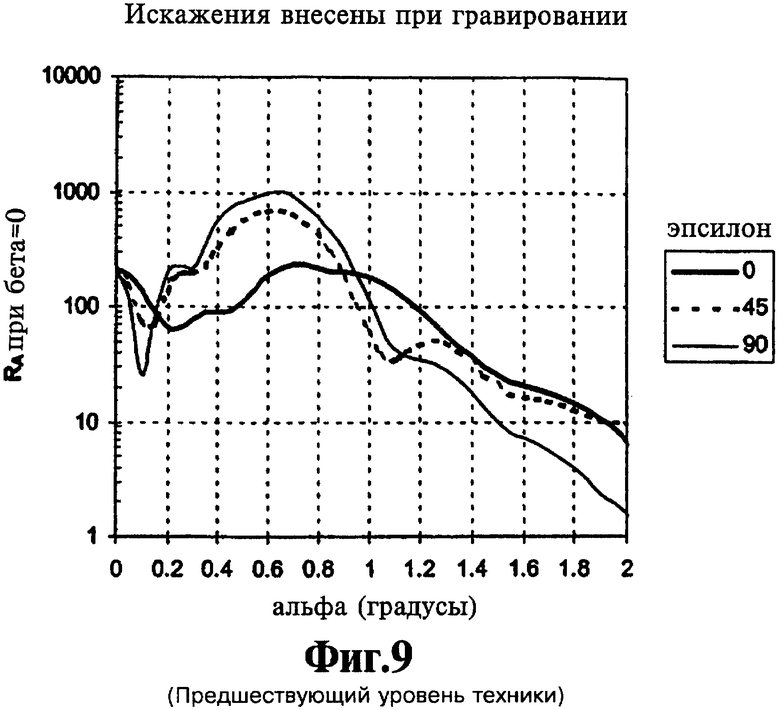
Фиг.9 представляет график зависимости значений RA для известного гипотетического листового материала, содержащего кубические уголковые отражатели, изготовленные с использованием матрицы, в которую были внесены искажения в процессе гравирования, причем расчет значений RA был сделан для интервала углов расхождения 2°, для трех разных углов поворота;
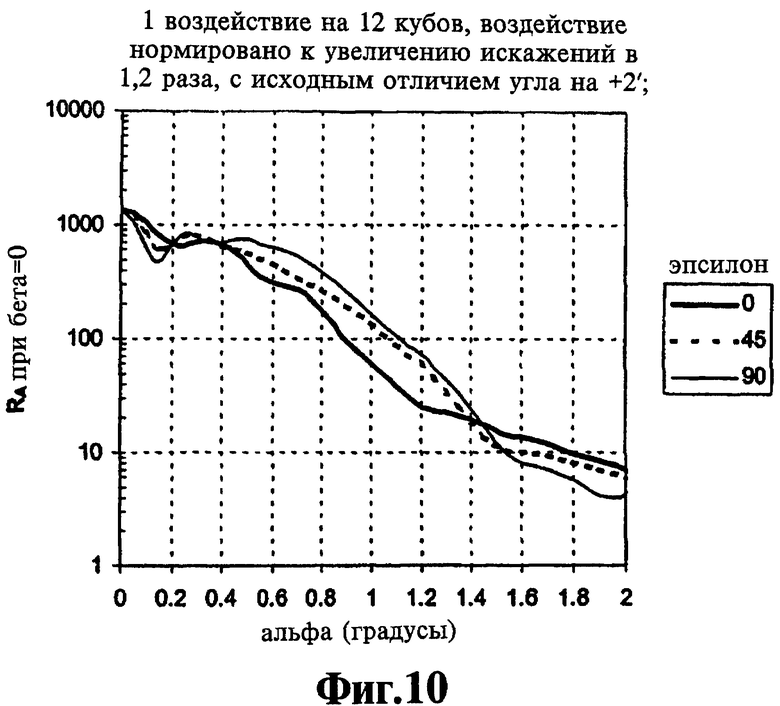
Фиг.10 представляет график зависимости значений RA гипотетического образца листового материала, содержащего кубические уголковые отражатели, изготовленного в соответствии с настоящим изобретением, с введением напряжения на каждом двенадцатом кубическом уголковом отражателе, причем расчет значений RA выполнялся для интервала углов 2° для трех разных углов поворота;
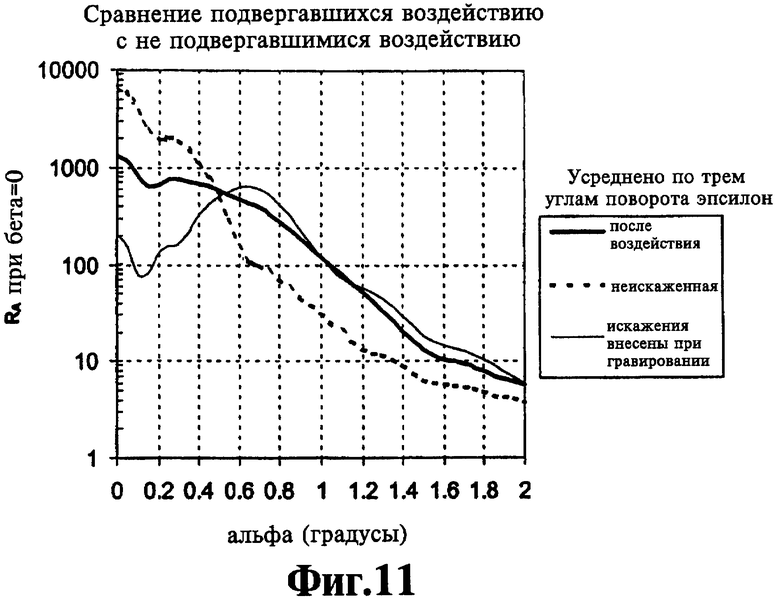
Фиг.11 представляет график, где сравниваются средние значения для трех кривых с графика на Фиг.8, средние значения для трех кривых с графика на Фиг.9 и средние значения для трех кривых с графика на Фиг.10.
Осуществление изобретения
Термин "кубический уголковый отражатель", используемый в настоящем описании, относится к таким элементам, состоящим из трех взаимно пересекающихся граней, двугранные углы между которыми обычно составляют около 90°, но не обязательно точно 90°.
Используемый здесь термин "подложка" означает толщу материала, на котором имеются либо выступающие, либо внутренние кубические уголковые отражатели, образованные на первой поверхности подложки. Вторая поверхность подложки может быть плоской, либо может иметь некоторые неровности, соответствующие по расположению решетке кубических уголковых отражателей на лицевой поверхности. Для выступающих кубических уголковых отражателей выражение "толщина подложки" означает толщину материала, на котором лежат кубические уголковые отражатели. Для внутренних кубических уголковых отражателей, выражение "толщина подложки" означает полную толщину материала, в котором образуют гнезда внутренние кубические уголковые отражатели.
Используемые здесь термины "расходимость" и "угол расхождения (расходимости)" означают угол между направлением света, входящего в световозвращающий элемент (например, кубический уголковый отражатель), и направлением света, выходящего из элемента. В контексте фотометрии световозвращателей этот угол обычно называется "углом наблюдения". Не обладающий световозвращающими свойствами выступающий уголок куба условно определяется как имеющий расходимость соответствующего гнездового уголка куба, который является геометрическим дополнением выступающего уголка и выполнен из того же материала.
Интенсивность света, отраженного в обратном направлении, определяется двумерной диаграммой, а угол расхождения служит мерой расстояния от оси этой диаграммы. Выражение "интервал (диапазон) расхождения", используемое в настоящем описании, означает интервал углов расхождения, в пределах которого интенсивность отраженного назад света относительно высока с точки зрения практического использования в световозвращающих изделиях.
Используемое здесь выражение "копия n-го порядка" какого-либо объекта означает последнюю копию в последовательности копий от первого объекта, причем эта последовательность содержит точно n-1 промежуточную копию. Первая копия называется копией 1-го порядка. Под копированием имеется в виду копирование объектов, представляющих собой поверхностные конфигурации, состоящие из кубических уголковых отражателей, при этом подразумевается, что большинство способов копирования дает гнездовые решетки из выступающих решеток и выступающие решетки из гнездовых решеток. Также подразумевается, что этот термин справедлив, если хотя бы часть последнего объекта представляет собой копию n-го порядка хотя бы какой-либо части первого объекта. Если цепь копирований включала шаги сборки, многие части последнего объекта могут представлять собой копии n-го порядка одного и того же первого объекта. Если одна часть последнего объекта представляет собой копию n-го порядка, в то время как другая часть последнего объекта представляет собой копию m-го порядка того же первого объекта, тогда последний объект считается одновременно копией n-го порядка и копией m-го порядка первого объекта. Копирование может выполняться путем гальванопластики, литья, прессования, тиснения и другими способами, которые позволяют воспроизводить геометрию поверхности с требуемой точностью.
Термин "искажение", используемый в настоящем описании, означает небольшое изменение в одном или более двугранных углах кубического уголкового отражателя, достаточное для того, чтобы вызвать изменение расхождения света, отражаемого элементом в обратном направлении.
Используемый здесь термин "полное световозвращение" означает величину светового потока в обратном направлении в пределах угла расхождения, равного 4 градусам, отнесенного к падающему световому потоку. Угол падения близок к нормальному. Источник падающего света близок к источнику типа А по определению МКО (Международная Комиссия по Освещению), а спектральная характеристика чувствительного элемента близка характеристике V (λ) МКО. Определяя, насколько сохранился эффект полного световозвращения после процесса модификации световозвращателя, вводят компенсацию любого изменения цветовых характеристик световозвращателя. При определении степени сохранения световозвращения в результате процесса, где изменения вносятся на стадии с выступающими уголками куба, используют световозвращение гнездовых копий, сделанных с использованием выступающих уголков куба.
Термин "средняя геометрическая расходимость", используемый здесь, означает средний угол расхождения по всем лучам, отраженным в обратном направлении кубическим уголковым отражателем, определенный построением хода большого числа лучей.
На Фиг.1 представлен вид в плане сверху подложки 12, имеющей первую поверхность 13 и вторую поверхность (не показана), располагающуюся с противоположной стороны от первой поверхности 13, причем на упомянутой первой поверхности 13 отформована решетка световозвращающих элементов 14 в виде трехгранных уголков куба. В зависимости от восприятия рисунка уголки куба могут представляться выступающими или гнездовыми (углубленными).
На Фиг.2 представлен вид спереди подложки, изображенной на Фиг.1, для случая выступающих уголков куба. На Фиг.3 показан вид спереди подложки, изображенной на Фиг.1, для случая гнездовых уголков куба. На Фиг.3 все детали уголков куба показаны невидимыми линиями. Толщина подложки условно принимается равной величине "t" на Фиг.2 и 3.
Кубический уголковый отражатель 14 образован тремя взаимно перпендикулярными гранями 16, которые встречаются в верхней точке 19. Взаимно перпендикулярные грани 16 пересекаются друг с другом по двугранным ребрам 18. Углы при двугранных ребрах 18 между взаимно пересекающимися гранями 16 называются двугранными углами. В геометрически безупречном кубическом уголковом отражателе каждый из трех двугранных углов равен точно 90°.
Вообще, для целей использования в способе по настоящему изобретению предпочтительная толщина подложки 12 зависит от материала, из которого сделана данная подложка. Для подложки из гальванического никеля ее толщина должна обычно составлять от, приблизительно, 0,1 мм до, приблизительно, 2,0 мм, в предпочтительном варианте выполнения от, приблизительно, 0,2 мм до, приблизительно, 1 мм, а в более предпочтительном варианте выполнения, от, приблизительно, 0,3 мм до, приблизительно, 0,6 мм. Подходящие материалы для изготовления подложки 12 включают металлы и пластики. Подложка 12 может представлять собой гравированную матрицу при условии, что эта матрица не слишком толста. В предпочтительном варианте выполнения подложка 12 представляет собой копию n-го порядка с матрицы, в которой кубические уголковые отражатели выполнены, например, гравированием, либо любым иным способом, раскрытом в упомянутых выше патенте США 6015214 или заявке 10/167,135.
Затем подложка 12 подвергается обработке определенным образом в одном или более выделенных местах на ее второй поверхности, причем обработка обеспечивает создание локального изменения напряжения в материале подложки, которое, в свою очередь, вызывает изменение одного или более из двугранных углов одного или более кубического уголкового отражателя на первой поверхности с противоположной от места обработки стороны. Обработкой второй поверхности производится либо нанесение, либо удаление, либо изменение материала на локализованных участках на второй поверхности, либо просто приложение давления, нагрева или иного возмущения на локализованном участке поверхности. Степень обработки достаточна для того, чтобы создать напряжение материала, содержащего кубические уголковые отражатели 14, с обратной стороны от обработанного участка, в результате чего возникают небольшие изменения одного или более двугранных углов 18, внося, тем самым, искажение в кубические уголковые отражатели. Это небольшое изменение двугранных углов обычно имеет порядок доли градуса. Для слегка искривленных граней куба двугранные углы измеряются между плоскостями, которые наилучшим образом соответствуют граням. Кривизна, сообщаемая граням этим способом, с оптической точки зрения незначительна.
В предпочтительном варианте выполнения изобретения степень обработки второй поверхности достаточна мала, чтобы не вызвать ухудшение гладкости (чистоты) граней куба и остроты ребер куба на первой поверхности. Кроме того, первая поверхность не подвергается какой-либо обработке, которая могла бы негативно сказаться как на чистоте поверхности, так и на остроте ребер кубических уголковых отражателей. Поэтому в предпочтительном варианте выполнения изобретения полное световозвращение каждого кубического уголкового отражателя практически сохраняется.
Управляемая обработка второй поверхности, которая вызывает изменения в напряжении, может быть выполнена различным путем, включая энергетическое воздействие, химическое воздействие, механическую обработку или воздействие давлением на вторую поверхность.
Энергетическое воздействие может быть, например, в виде электрического воздействия или фокусированного теплового воздействия, например, инфракрасным лазером или узким пламенем горелки. Например, сфокусированный луч лазера может расплавить очень небольшое количество материала на ограниченном участке второй поверхности. Расплавленный материал может либо испариться, либо может быть сдут, либо затвердевает вновь, причем любое из этих изменений в материале подложки либо усилит, либо ослабит напряжение материала в локализованных участках. Лазерными импульсами можно воздействовать на, приблизительно, 150-700 точек на квадратном сантиметре поверхности, причем каждый импульс воздействует на двугранные углы приблизительно 1-10 кубических уголковых отражателей на первой поверхности. Могут быть использованы и другие значения числа лазерных импульсов на единицу площади, в зависимости от требуемого оптического эффекта.
Использование химической обработки особенно подходит в том случае, если подложка 12 выполнена из пластика. При этом нанесение капли растворителя на вторую поверхность заставляет подложку слегка покоробиться, что влияет на двугранные углы по крайней мере некоторых кубических уголковых отражателей на первой поверхности.
Способы механической обработки могут включать, например, сверление микроскопических отверстий. Сверление сопровождается удалением материала при минимальном непосредственном воздействии на окружающий материал. Сверление предпочтительно использовать в настоящем изобретении в тех случаях, когда подлежащая обработке подложка уже имеет некоторое внутреннее напряжение; сверление обеспечивает локальное снятие напряжения, в результате чего полученная разница в напряжениях создает небольшие искажения двугранных углов в кубических уголковых отражателях на первой поверхности напротив места сверления.
Давление может вызвать местные расширения, сопровождающиеся смещением материала, например, вследствие контакта второй поверхности с твердыми выступами. Подобное местное растяжение создает напряжение, не меняя массы материала. Такое местное растяжение может быть осуществлено механическими средствами, например посредством ролика с выступами, который может прокатываться по второй поверхности подложки. Выступы на ролике могут располагаться по 2-10 выступов на кв.см, причем каждый выступ воздействует на двугранные углы приблизительно 75 кубических уголковых отражателей. Такие ролики с выступами выпускаются промышленностью. Обработка второй поверхности выполняется посредством протаскивания второй (плоской) поверхности листового материала по ролику с выступами для создания локальных растяжений в листовом материале, достаточных для изменения двугранных углов кубических уголковых отражателей, расположенных напротив локальных растяжений. С обработанного изделия могут быть сделаны копии, либо подложка может служить окончательным изделием из листового материала.
Характер каждой обработки подложки в каждом месте может быть однородным, либо неоднородным. Изменения в степени обработки могут носить систематический характер, либо могут быть полуслучайными. Расположение обрабатываемых мест также может быть систематическим, либо полуслучайным. Под "полуслучайным" имеется в виду распределение с заданными статистическими характеристиками, однако без определения конкретных деталей.
Один из вариантов выполнения изобретения проиллюстрирован Фиг.4, которая представляет микрофотографию подложки из никеля, выполненную посредством гальванопластики и имеющую первую поверхность и вторую поверхность, причем на первой поверхности имеется система внутренних кубических уголковых отражателей, а толщина подложки равна 0,45 мм. Каждая из трех заранее выделенных областей на второй поверхности, обозначенных стрелками и разнесенных на 0,5 мм друг от друга, были подвергнуты облучению сфокусированным пучком импульсного лазера на длине волны 1064 нм, при длительности импульса 4,0 мс и энергии импульса 1,35 Дж. Поверхность поперечного сечения образца была отполирована и протравлена кислотой для выявления кристаллической структуры, которая видна на микрофотографии. По виду кристаллической структуры на Фиг.4 можно судить о том, что лазерные импульсы создали небольшие напряжения в материале подложки. Эти небольшие напряжения, действуя через подложку 12, вызвали искажения кубических уголковых отражателей на первой поверхности. Воздействие на двугранные углы слишком мало, чтобы быть заметным даже на микрофотографии, но оптически проявляется увеличением расхождения уголков куба, и как следствие, расхождения световозвращающих изделий, представляющих собой копии n-го порядка обработанной таким образом подложки.
Одно из преимуществ настоящего изобретения состоит в том, что в отличие от способов, основанных на введении искажений в двугранные углы при гравировании, как, например, в упоминавшемся выше патенте США 4775219 и в заявке США 10/167,135, в данном способе отдельные, сильно искаженные кубические уголковые отражатели могут быть помещены в любом месте решетки в окружении сравнительно неискаженных отражателей. Другим преимуществом раскрытого способа является то, что поскольку обработка всегда производится в местах на второй поверхности напротив верхних точек кубических уголковых отражателей, можно получить совокупность сильно искаженных кубических уголковых отражателей, имеющих практически одинаковые отклонения в трех своих двугранных углах, что требуется в некоторых случаях. Еще одним преимуществом раскрытого способа является то, что им можно воспользоваться для изменения расхождения ранее изготовленной матрицы кубических уголковых отражателей, либо копии n-го порядка с ранее изготовленной матрицы.
Обработанная подложка может быть использована для изготовления световозвращающих изделий способами, известными в уровне техники. Например, после завершения локальной обработки могут быть сделаны несколько копий первой поверхности 13 подложки 12, а эти копии скомпонованы друг с другом и с копиями решетки кубических уголковых отражателей с неискаженными отражателями, либо без них, либо с решетками кубических уголковых отражателей, имеющими другие искажения, скопированными с других обработанных подложек. Бесстыковые копии сборки могут быть получены с использованием гальванического нанесения никеля. Копия может использоваться как инструмент. Инструменты, изготовленные из подобных решеток кубических уголковых отражателей, включающих один или более искаженный кубический уголковый отражатель, могут использоваться в производстве световозвращающих изделий, например листовых изделий. Такие способы изготовления известны в уровне техники и включают, например, тиснение, отливку и прессование. Инструмент в соответствии с настоящим изобретением может быть использован в каждом из этих способов изготовления и их вариантах. Например, способ изготовления инструмента раскрыт в патенте США 4478769, а способ тиснения листовых изделий с использованием такого инструмента раскрыт в патенте США 4486363. Оба этих патента полностью введены в настоящее описание посредством ссылки.
Искажение в подложку, содержащую либо выступающие, либо гнездовые кубические уголковые отражатели, может быть введено на любом этапе процесса копирования или на нескольких этапах. Решетка, в которую введены искажения посредством локальной обработки, далее может быть подвергнута искажению повторным применением того же самого способа к той же подложке, на которой расположена исходная решетка. Решетка, которая была подвергнута искажению посредством локальной обработки, может быть скопирована один или более раз, а эта копия затем может быть подвергнута искажению тем же способом. Вне зависимости от используемой схемы при изготовлении изделия на каком-то этапе локальная обработка применяется последний раз. Либо изделие представляет собой копию n-го порядка с подложки, подвергнутой обработке данным способом, либо изделие само было подвергнуто обработке данным способом.
ПРИМЕР 1
Никелевая подложка толщиной 0,38 мм, изготовленная методом гальванопластики и имеющая решетку гнездовых трехгранных кубических уголковых отражателей высотой около 0,1 мм на своей первой поверхности, была подвергнута обработке в соответствии с настоящим изобретением с использованием энергии лазерного луча, приложенной ко второй поверхности непосредственно напротив верхней точки кубического уголкового отражателя. Лазер создает инфракрасное излучение с длиной волны 1064 нм, импульсами длительностью 4,0 мс, энергией 1,4 Дж. На второй поверхности импульс создает напряжение в гальванопластической подложке, что приводит к искажению некоторых из двугранных углов на первой поверхности. На Фиг.5 показана треугольная форма каждого элемента. Маленький символ "о" внутри каждого треугольника обозначает положение верхней точки кубического уголкового отражателя. Число в каждом углу каждого трехгранного микрокуба показывает измеренное отклонение в минутах от 90° соответствующего двугранного угла, причем 1° равен 60 минутам. Кубический уголковый отражатель, расположенный напротив места облучения лазером, находится прямо над центром чертежа. Этот уголковый отражатель, расположенный ближе всего к месту фокусировки лазерного луча, характеризуется искажениями ее двухгранных углов в интервале от, приблизительно, одной трети, до, приблизительно, половины градуса. На Фиг.5 видно, что кубические уголковые отражатели вблизи элемента, расположенного напротив места воздействия импульса лазерной энергии, также испытывают искажения двугранных углов, хотя эти искажения и не столь велики, как те, что получают двугранные углы центрального элемента, ближайшего к месту воздействия лазерного импульса. Обычно искажения двугранных углов имеют большую величину у тех кубических уголковых отражателей, что ближе расположены к месту фокусировки лазерного излучения, и меньшую величину у кубических уголковых отражателей, расположенных дальше от этого места.
В настоящее время принято считать, что для более тонких подложек требуется более низкая энергия лазерного импульса, либо иные способы создания искажений в уголковом отражателе, показанном на Фиг.5, что приведет к меньшим искажениям в соседних отражателях. Соответственно считается, что для более толстых подложек потребуется лазерный импульс с большей энергией, либо иные способы обработки. Поэтому больше энергии будет рассеяно в соседних кубах, что вызовет более сильные изменения двугранных углов соседних кубических уголковых отражателей.
ПРИМЕР 2
Другая точка второй поверхности той же никелевой подложки, изготовленной методом гальванопластики и использованной в Примере 1, была подвергнута такой же обработке, что и в Примере 1, за исключением того, что импульс энергии лазера был сфокусирован на части второй поверхности, непосредственно находящейся напротив линии между двумя уголками куба на первой поверхности. Эти два уголка куба расположены ближе остальных к центру Фиг.6, где искажения показаны тем же способом, что и на Фиг.5. На двух центральных уголках куба измерены максимальные искажения их двугранных углов, хотя искажения и не столь велики, как в одном кубе в центре Фиг.5.
ПРИМЕР 3
Еще на одной точке второй поверхности той же самой подложки, что и в примерах 1 и 2, была проведена обработка тем же способом, что и в примерах 1 и 2, за исключением того, что фокусировка энергии лазерного импульса проводилась на часть второй поверхности, непосредственно с обратной стороны от точки на первой поверхности, где сходятся шесть уголков куба. Эта точка показана как раз справа от центра Фиг.7, искажения на которой показаны тем же способом, что и искажения на Фиг.5. Каждый двугранный угол, выходящий из этой точки, характеризуется значительной величиной измеренных искажений.
Расчетные характеристики двух гипотетических известных неметаллизированных листовых акриловых световозвращателей, образованных на основе кубических уголковых отражателей, показаны на Фиг.8-9, в сравнении с расчетными характеристиками гипотетических неметаллизированных акриловых световозвращателей, изготовленных в соответствии с настоящим изобретением, проиллюстрированном на Фиг.10. На Фиг.8 показано расчетное световозвращение гипотетического известного акрилового листового материала, который изготовлен тиснением с помощью инструмента, представляющего собой структуру из трехгранных кубических уголковых отражателей глубиной 0,1 мм, скошенных (отклоненных) на 7°, и которые не имеют искажений. Средняя геометрическая расходимость пучка из акриловых кубов равна 0. Три кривые на Фиг.8 представляют рассчитанные значения RA для трех разных углов поворота листового изделия 0°, 45° и 90°.
На Фиг.9 представлено рассчитанное световозвращение гипотетического известного акрилового световозвращателя, полученного тиснением посредством инструмента, отличающегося от инструмента, использованного в примере, проиллюстрированном на Фиг.8, тем, что при гравировании матрицы были введены искажения. Эти искажения имеют форму ошибок выдерживания двугранного угла, составляющих +9,5 минут на двух более коротких ребрах двугранных углов и +7,0 минут на более длинном ребре двугранного угла каждого трехгранного уголка куба. Такие неодинаковые двугранные углы были выбраны для получения почти симметричной диаграммы расхождения для листового материала (Фиг.8), содержащего скошенные трехгранные уголки куба. При использовании акрила в качестве материала для изделия средняя геометрическая расходимость уголков куба с введенными при гравировании искажениями двугранных углов составляет 41,5 минуты. Три кривые на Фиг.9 представляют значения RA для трех разных углов 0°, 45° и 90° поворота листового материала.
На Фиг.10 представлено рассчитанное световозвращение гипотетического акрилового листового материала, полученного тиснением с использованием инструмента в соответствии с настоящим изобретением. Этот инструмент отличается от инструмента, используемого в примере на Фиг.9, наличием определенного вида искажений, созданных лазерной обработкой второй поверхности способом, описанным в Примере 1 и проиллюстрированном Фиг.5, за исключением того, что (1) вместо обработки второй поверхности в одной точке напротив единственного куба, обработка производится напротив каждого из 12 кубических уголковых отражателей, (2) искажения сильнее в 1,2 раза для имитации использования несколько более мощного лазерного импульса и (3) предполагается, что каждый кубический уголковый отражатель имеет положительное отклонение на +2 угловые минуты в каждом двугранном угле еще до воздействия лазерной энергии. Средняя ошибка в величине двугранного угла в инструменте, соответствующем настоящему изобретению, составляет -0,3 угловых минуты, а среднеквадратическое отклонение величины искажения двугранного угла составляет 11,7 угловых минуты. Средняя геометрическая расходимость акрилового изделия с кубическими уголковыми отражателями, изготовленного с использованием этого инструмента, составляет 41,5 угловых минуты, что соответствует показанному на Фиг.9. В частности, на Фиг.10 показаны три кривые, соответствующие вычисленным значениям RA гипотетической решетки кубических уголковых отражателей, только что описанной выше, для трех разных значений углов поворота, а именно 0°, 45° и 90°.
На Фиг.11 приводится сравнение среднего значения трех кривых, приведенных на Фиг.8, среднего значения трех кривых, приведенных на Фиг.9, и среднего значения трех кривых, приведенных на Фиг.10. Видно, что в то время как известный листовой материал, описываемый Фиг.8, обеспечивает высокую интенсивность в очень узком интервале углов расхождения, предсказываемое световозвращение для решетки кубических уголковых отражателей, в которые были внесены искажения с использованием способа в соответствии с настоящим изобретением, описанного и проиллюстрированного вариантом выполнения согласно Фиг.10, распределено в более широком диапазоне углов расхождения, достигающем 2°, что необходимо для практического применения. Также можно заметить, что в то время как известный листовой материал, искажения в котором вводились в процессе гравирования, демонстрирует на Фиг.9 характер распределения интенсивности в диапазоне углов от, приблизительно, 0,5° до 2°, сходный с примером в соответствии с изобретением, при малых углах расхождения на Фиг.9 виден недостаток интенсивности, из-за чего такой материал менее подходит для типовых применений, например, использования в дорожных знаках.
В предпочтительном варианте выполнения изобретения обработка, выполняемая на второй поверхности, не вызывает нежелательного искажения кубических уголковых отражателей или нежелательного ухудшения оптического качества первой поверхности, поэтому полное световозвращение решетки практически сохраняется. Хотя оставшаяся, возвращенная в обратном направлении, часть энергии зависит от полного световозвращения исходной решетки и характера использования световозвращающего изделия, сохранившееся значение световозвращения в желательном варианте составляет по крайней мере 90%, в предпочтительном варианте 94% и более, а в наиболее предпочтительном варианте - 98% и более. Когда первоначально был использован сфокусированный лазер для облучения второй поверхности тонких никелевых подложек, полученных посредством гальванопластики, видимо, произошла некоторая деградация чистоты оптической первой поверхности. В одном случае полное световозвращение от отражателя с внутренними кубическими уголковыми отражателями, полученного гальванопластикой, сократилось приблизительно на 6%. Это означает, что аналогичные потери будут иметь место и у изделий, изготовленных с использованием такого инструмента. К настоящему моменту ясно, что эти потери практически исключаются при проведении обработки в бескислородной среде, либо защитой гальванопластической поверхности неокисляющимся покрытием, например напылением золота. Считается, что потери связаны с деградацией поверхности от внешних, а не внутренних причин или чрезмерной кривизны, созданной у граней куба или ребер.
В настоящее время при использовании сфокусированного лазерного пучка на второй поверхности тонких гальванопластических подложек, эти подложки остаются прикрепленными к жесткой оправке, в которой проводилась гальванопластика. Этим исключается доступ воздуха и одновременно обеспечивается жесткое закрепление. Было установлено, что полное световозвращение от таких отражателей, изготовленных гальванопластикой, сокращается не более чем приблизительно на 2% при использовании лазерной обработки. Кроме того, перед лазерной обработкой может быть полезной механическая обработка второй поверхности закрепленной тонкой гальванопластической подложки для получения, с высокой точностью, однородной толщины подложки, поскольку влияние лазерного импульса с данной энергией на двугранные углы зависит от толщины подложки.
Следует заметить, что на результаты сравнения полного световозвращения отражателей, выполненных гальванопластикой, до и после лазерной обработки может повлиять изменение цвета оптической поверхности. Мы проводили измерения полного световозвращения пластиковых копий, отформованных с гальванопластической матрицы до и после обработки, и использовали эти результаты для калибрующих изменений в гальванопластической матрице.
В тех случаях, когда при выполнении изобретения используется удаление материала, например, микросверлением или микрофрезерованием, желательно, чтобы подложка обладала начальным напряжением. При этом удаление материала приводит к локальному ослаблению напряжения подложки, первоначально равномерно напряженной. Локальное уменьшение напряжения или локальное увеличение напряжения равноценны с точки зрения целей предлагаемой в изобретении технологии. Для подложки, изготовленной гальванопластикой, первоначальное однородное напряжение в подложке может быть создано при ее формовании хорошо известными способами управления напряжением при нанесении гальванического покрытия. Изобретение может получать различные модификации и изменения без изменения его существа и области притязаний. Изобретение особенно хорошо подходит для структур, получаемых универсальными технологическими процессами, например гравированием. Несмотря на то, что изобретение было проиллюстрировано в настоящем описании на примере использования трехгранных уголковых отражателей, могут быть также использованы уголковые отражатели квадратной, прямоугольной, пятиугольной или шестиугольной форм. В изобретении также могут быть использованы и другие микрооптические элементы, помимо кубических уголковых отражателей. Соответственно подразумевается, что область притязаний настоящего изобретения не ограничена вышеописанными примерами, а должна определяться ограничениями, установленными приведенной ниже формулой с любыми эквивалентами.
Согласно способу изготовления решетки искаженных микрооптических элементов подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой микрооптических элементов на первой поверхности, подвергают управляемой обработке вторую поверхность. Обработку осуществляют локально с созданием искажений по меньшей мере внутри одного микрооптического элемента напротив места обработки. Решетка остается в первоначальном виде, за исключение искажений, полученных внутри отдельных микрооптических элементов решетки. При изготовлении решетки кубических уголковых отражателей осуществляют управляемую обработку по меньшей мере одной локализованной области на второй поверхности подложки для изменения по меньшей мере одного двугранного угла по меньшей мере одного кубического уголкового отражателя напротив места обработки для образованием решетки кубических уголковых отражателей, имеющих расходимость в заданном интервале. Технический результат - расширение интервала регулируемого расхождения. 4 н. и 22 з.п. ф-лы, 11 ил.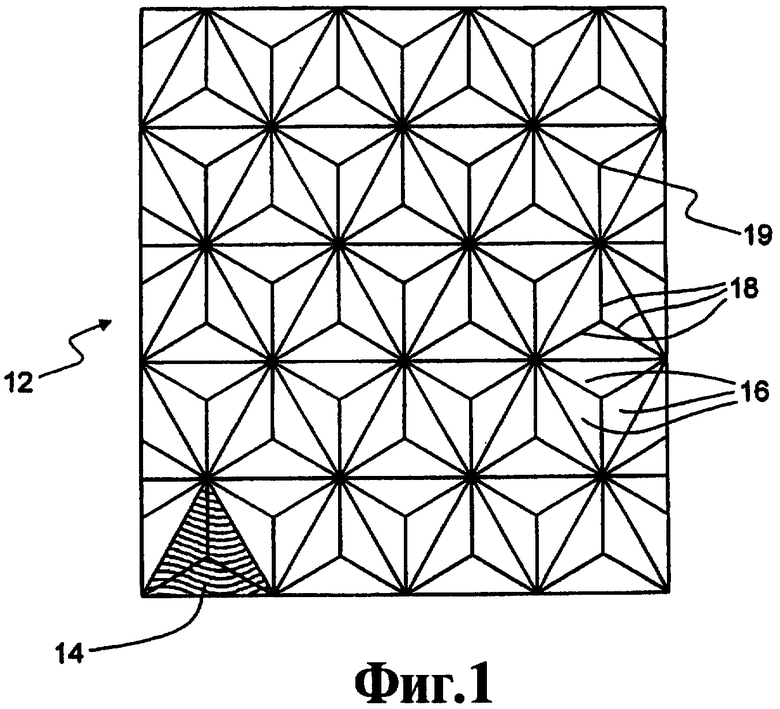
1. Способ изготовления решетки искаженных микрооптических элементов, согласно которому подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой микрооптических элементов, сформированной на упомянутой первой поверхности, после чего подвергают управляемой обработке вторую поверхность, отличающийся тем, что обработку осуществляют локально с созданием искажений по меньшей мере внутри одного микрооптического элемента напротив места обработки и оставлением решетки в первоначальном виде, за исключение искажений, полученных внутри отдельных микрооптических элементов решетки.
2. Способ по п.1, отличающийся тем, что указанную подложку формируют на оправе посредством гальванопластики, а указанную управляемую обработку второй поверхности выполняют на сформированной гальванопластикой подложке, остающейся прикрепленной к указанной оправе.
3. Способ по п.1, отличающийся тем, что указанную обработку осуществляют в достаточно малой степени, позволяющей сохранить гладкость граней микрооптических элементов без существенных повреждений.
4. Способ по п.1, отличающийся тем, что указанную обработку осуществляют в достаточно малой степени, позволяющей сохранить ребра микрооптических элементов без существенных повреждений.
5. Способ по п.1, отличающийся тем, что при указанной обработке полное световозвращение каждого из микрооптических элементов остается по существу неизменным.
6. Способ изготовления решетки кубических уголковых отражателей, имеющих контролируемую расходимость, согласно которому подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой кубических уголковых отражателей, сформированной на упомянутой первой поверхности, отличающийся тем, что осуществляют управляемую обработку по меньшей мере одной локализованной области на второй поверхности подложки в достаточной степени для изменения по меньшей мере одного двугранного угла по меньшей мере одного кубического уголкового отражателя напротив места обработки и при этом искажают указанный по меньшей мере один кубический уголковый отражатель с образованием решетки кубических уголковых отражателей, имеющих расходимость в заданном интервале.
7. Способ по п.6, отличающийся тем, что указанная подложка имеет толщину в интервале от приблизительно 0,1 до приблизительно 2,0 мм.
8. Способ по п.6, отличающийся тем, что указанная подложка выполнена из металла.
9. Способ по п.8, отличающийся тем, что указанный металл представляет собой гальванический никель.
10. Способ по п.6, отличающийся тем, что указанная подложка выполнена из пластика.
11. Способ по п.6, отличающийся тем, что указанную управляемую обработку выполняют посредством воздействия давлением.
12. Способ по п.6, отличающийся тем, что указанную управляемую обработку выполняют посредством воздействия энергии.
13. Способ по п.6, отличающийся тем, что указанную управляемую обработку выполняют посредством химического воздействия.
14. Способ по п.6, отличающийся тем, что указанная управляемая обработка является механической.
15. Способ по п.12, отличающийся тем, что воздействие энергией осуществляют посредством лазера или сфокусированной тепловой энергии.
16. Способ по п.13, отличающийся тем, что химическое воздействие включает воздействие растворителя на пластиковую подложку.
17. Способ по п.14, отличающийся тем, что указанная механическая обработка включает сверление.
18. Способ по п.11, отличающийся тем, что указанный шаг воздействия давлением создает локальное растяжение подложки.
19. Способ по п.6, отличающийся тем, что полное световозвращение обработанной решетки кубических уголковых отражателей составляет по крайней мере 90% от величины световозвращения решетки до обработки.
20. Способ по п.19, отличающийся тем, что полное световозвращение обработанной решетки кубических уголковых отражателей составляет по крайней мере 94% от величины световозвращения решетки до обработки.
21. Способ по п.19, отличающийся тем, что полное световозвращение обработанной решетки кубических уголковых отражателей составляет по крайней мере 98% от величины световозвращения решетки перед обработкой.
22. Способ по п.6, отличающийся тем, что указанная подложка представляет собой листовой материал, а указанную обработку выполняют посредством воздействия давления на отдельные области на второй поверхности листового материала с величиной давления, достаточной для внесения искажений в по меньшей мере один кубический уголковый отражатель на лицевой поверхности листового материала.
23. Способ изготовления изделия, содержащего решетку кубических уголковых отражателей с контролируемой расходимостью, согласно которому подготавливают подложку, имеющую расположенные с противоположных сторон первую и вторую поверхности с решеткой кубических уголковых отражателей, сформированной на упомянутой первой поверхности, отличающийся тем, что осуществляют управляемую обработку по меньшей мере одной локализованной области на второй поверхности подложки в достаточной степени для изменения по меньшей мере одного двугранного угла по меньшей мере одного кубического уголкового отражателя напротив места обработки, и создают копии n-го порядка решетки.
24. Способ по п.23, отличающийся тем, что при указанной управляемой обработке по существу сохраняют полное световозвращение указанной решетки.
25. Изделие, содержащее решетку кубических уголковых отражателей, отличающееся тем, что оно изготовлено посредством способа по п.24.
26. Изделие по п.25, отличающееся тем, что оно является световозвращающим.
| WO 9741463 А1, 06.11.1997 | |||
| US 6231797 А, 15.05.2001 | |||
| US 3833285 А, 03.09.1974 | |||
| СПОСОБ И ПРИСПОСОБЛЕНИЕ ДЛЯ ПОЛУЧЕНИЯ В ВАГРАНКЕ ОБЕЗУГЛЕРОЖЕННЫХ ЖЕЛЕЗО-УГЛЕРОДИСТЫХ СПЛАВОВ, ГЛАВНЫМ ОБРАЗОМ ЧУГУНА | 1925 |
|
SU4628A1 |
| СВЕТОВОЗВРАЩАЮЩИЙ ЛИСТ И ИЗДЕЛИЕ, ОБЛАДАЮЩЕЕ СВЕТОВОЗВРАЩАЮЩЕЙ СПОСОБНОСТЬЮ | 1996 |
|
RU2160913C2 |

