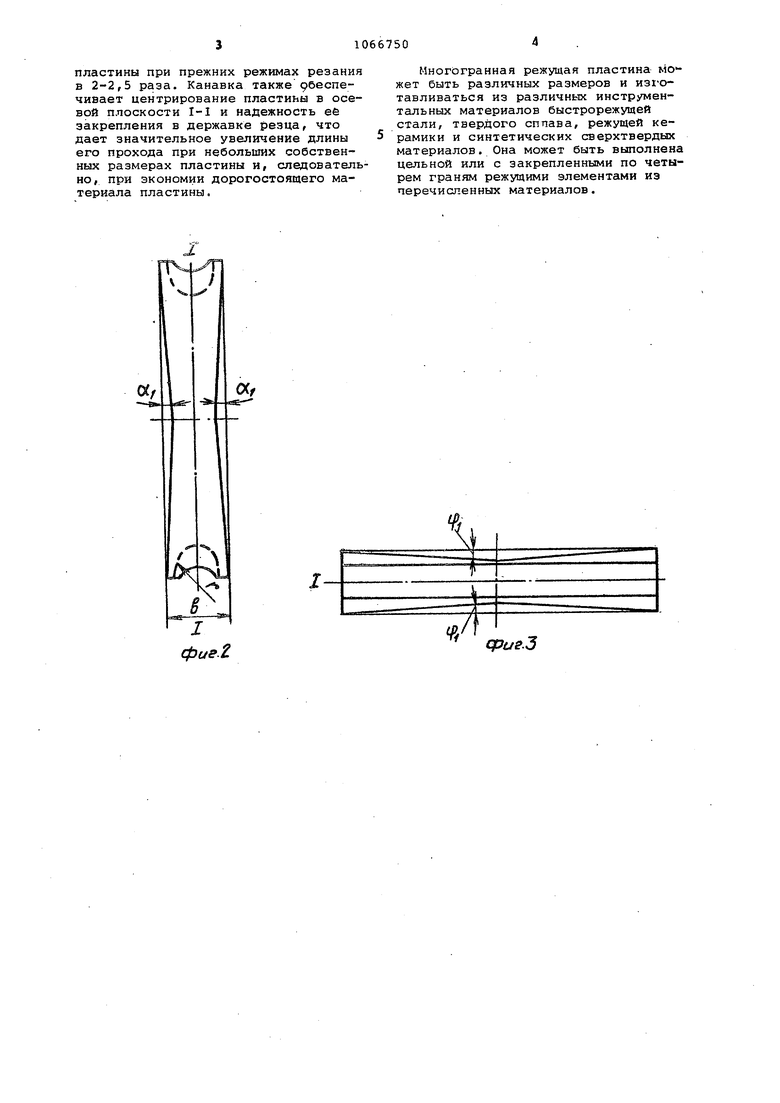
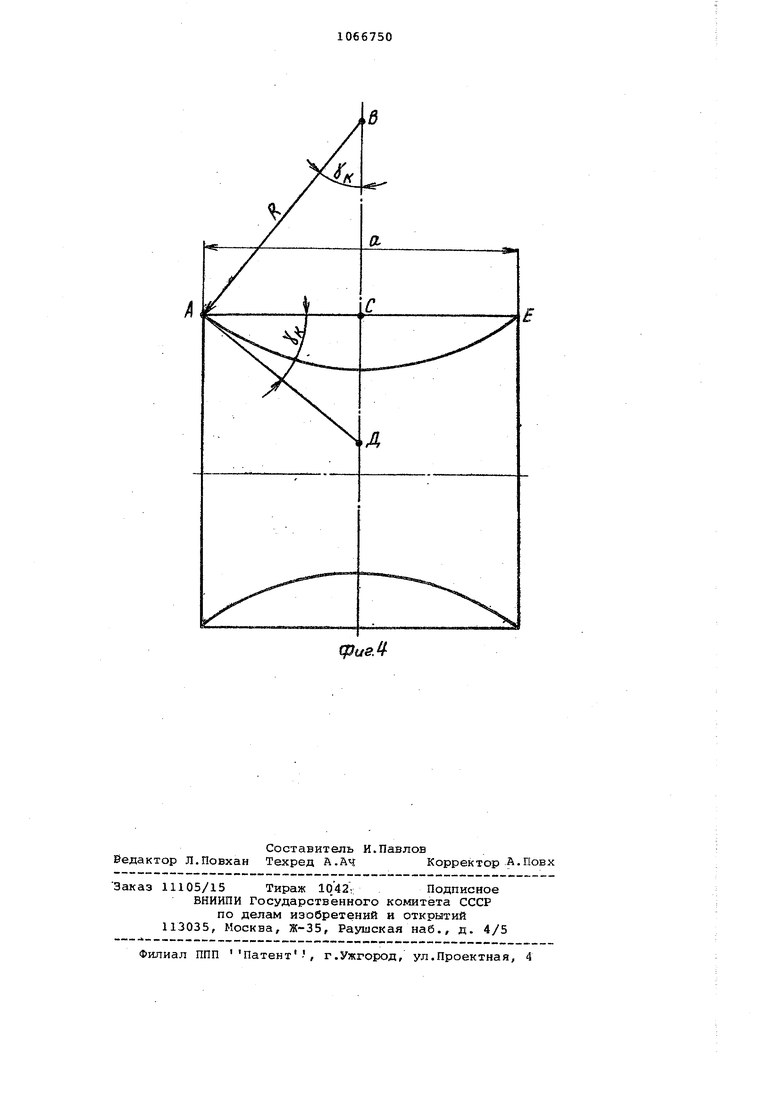
Изобретение относится к металлообработке. Известна конструкция многогранной режущей пластины для сборных от резных резцов Cll, выполненная в виде прямоугольника с задними вспомогательными углами и вспомогательными углами в плане. Каждая из обеих боковых сторон пластины выполнена В; виде двух пар взаимно пересекающихся двухгранных выемок, расположенных вдоль оси симметрии пластины Hi имеющих углы наклона граней к про дольной плоскости пластины, выбирае мые в зависимости от величины перед него угла из соотношения -Цгг где (5 - передний угол пластины; iD - угол наклона граней выемки, образукщей на пластине вспо могательные углы в плане; сСд - угол наклона граней выемки, образукщей на пластине вспо могательные задние углы. Недостатками данной конструкции являются ненадежность крепления, поскольку возможно ее смещение в де жавке под действием-усилий, направ- ленных вдоль оси обрабатываемой детали, и ограниченность длины проходг резца габаритными размерами плас тины, так как конструкция пластины не обеспечивает ее центрирование и надежное закрепление без дополнитал ных элементов установки, предусматриваемых только конструкцией держав кй. Целью изобретения является повышфние производительности труда и обеспечение надежности закрепления пластины в державке резца. Указанная цель достигается тем, что в многогранной режущей пластине для сборных отрезных резцов на двух ее противоположных торцовых сторонах выполнена с выходом на главные задние поверхности канавка в форме части торовой поверхности с радиусом, определяемом по формуле где ft - радиус тора; CL - длина торцовой стороны, на которой выполнена канавка; - передний угол канавки в ос& вой плоскости. На фиг. 1 изображена многогранная реакущая пластина для сборных отрезны резцов, вид со стороны боковой пове ности; на фиг. 2 - то же, ,виц со ст роны главной задней поверхности; на фиг. 3 - то же, вид со стороны п редней поверхности; на фиг. 4 -. схем для расчета радиуса тора в зависимости от угла У|. Предлагаемая многогранная режущая пластина для сборных отрезных резцов отличается от известной тем, что ее передний угол измеряемый в сечении, перпендикулярном главной режущей кромке между главной задней поверхностью и передней, втполнен переменным вдоль режущей кромки, для чего на двух ее противоположных тор|Цовых сторонах 1 выполнена, с выходом на главные задние поверхности 2, канавка 3 в форме части торовой поверхности с радиусом, определяемым по формуле л , . Данную формулу выводят с помощью схемы, где АД - касательная к дуге окружности АЕ; АВ - радиус окружности, проведенный в точку касания; АЕ - хорда, соединяющая концы дуги ВД - перпендикуляр к хорде АЕ, делящий ее на две равные части Oi/2. Угол САД и угол ABC имеют взаймеперпендикулярные стороны, поэтому они равны между собой и равны Jf Из прямоугольного треугольника ABC получаем 3-Sin Sw . Sin , Радиус в поперечном сечении тора определяют из соотношения Г (0,4. ..0,2)6. где f - радиус сечения тора; 6 - толщина пластины. Данное соотнесение обеспечивает сохранение плоскости на главной передней поверхности и, следовательно, распред1еление усилия закрепления пластины в державке резца. Глубину Н канавки 3 в месте пересечения задней поверхности 2 с осевой плоскостью I - I, определяют из соотношенргя Н(0,4...0,5) е, где Н глубина канавки; и - толщина пластины. Данное соотношение обеспечивает наиболее рациональный выбор глубины Н с наиболее рациональным измеИением переднего угла вдоль режущей. кромки для резания различных материалов . Указанная форма канавки обеспечивает простоту ее изготовления одним движением на врезание профильного инструмента, например, -бразивного круга. Выполненная канавка за счет получения переменного переднего угла д позволяет, по сравнению с прототипом, повысить режимы резания, в частности подачу, при прежних силах., резания, или повысить стойкость
пластины при прежних режимах резания в 2-2,5 раза. Канавка также (&вспе чивает центрирование пластины в осевой плоскости I-I и надежность её закрепления в державке резца, что дает значительное увеличение длины его прохода при небольших собственных размерах пластины и, следовательно, при экономии дорогостоящего материала пластины.
Многогранная режущая пластина быть различных размеров и изх-отавливаться из различных инструментальных материалов быстрорежущей стали, твердого сппава, режущей керамики и синтетических сверхтвердых материалов. Она может быть выполнена цельной или с закрепленными по четырем граням режущими элементами из перечисленных материалов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Режущая многогранная пластина | 1989 |
|
SU1704937A1 |
| Режущая пластина | 1982 |
|
SU1136892A2 |
| Режущая пластина | 1983 |
|
SU1122433A1 |
| Режущая многогранная пластина | 1986 |
|
SU1454579A1 |
| Режущая пластина | 1978 |
|
SU749575A1 |
| Режущая пластина | 1982 |
|
SU1036462A1 |
| Сборный отрезной резец | 1977 |
|
SU764855A1 |
| Сборный резец | 1985 |
|
SU1279754A1 |
| ПЛАСТИНА ОТРЕЗНАЯ ИЛИ КАНАВОЧНАЯ | 1995 |
|
RU2149080C1 |
МНОГОГРАННАЯ РЕЖУЩАЯ ПЛАСТИЬЩ ДЛЯ .СВОРНЫХ ОТРЕЗНЫХ РЕЗЦОВ;, по авт. св. № 776763, отличающаяся тем, что, с целью повышения производительности обработки и надежности закрепления пластины в державке, на двух ее противоположных торцовых сторонах выполнена с выходом на главные задние поверхности канавка в форме части торцовой поверхности с радиусом, определяемым по формуле D a- . l-QlnVvc где R - радиус тораi CL- длина торцовой стороны, на которой выполнена канавка; YK - передний угол канавки в осевой плоскости пластины. а о: СП 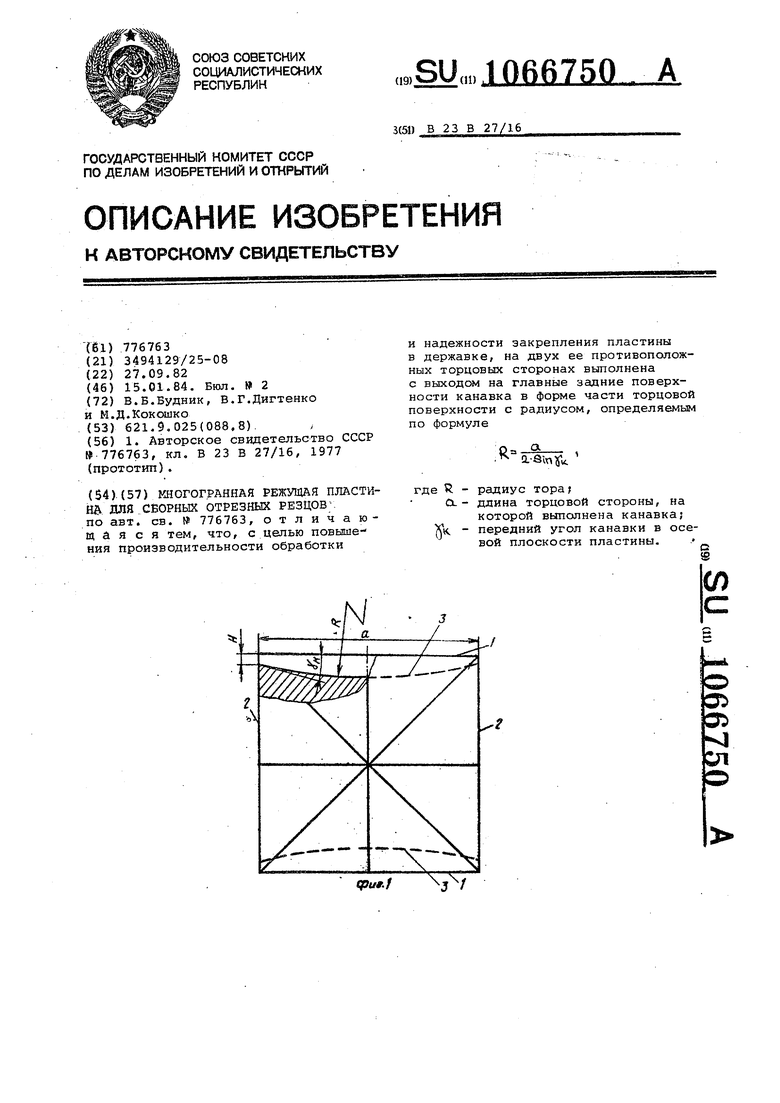
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Многогранная режущая пластина для сборных отрезных резцов | 1977 |
|
SU776763A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
