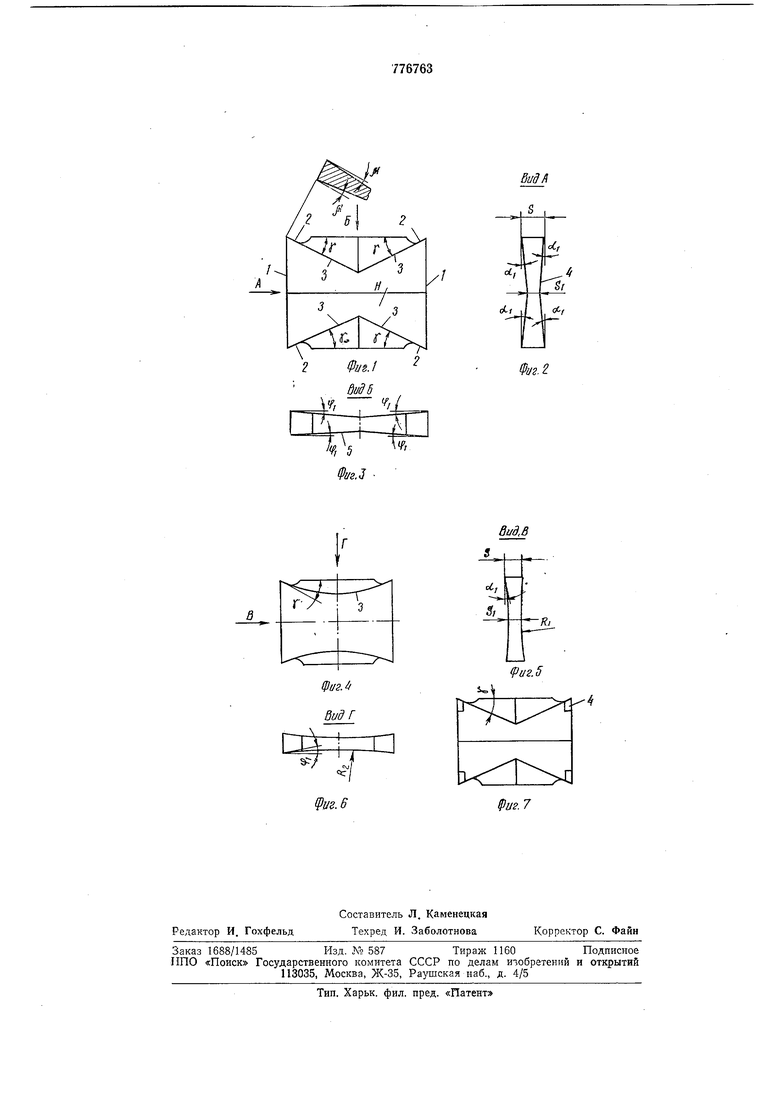
дольной плоскости пластины выбирают таким образом, чтобы рббра, образующиеся от их взаимного пересечения, совпадали с передней поверхностью и являлись бы вспомогательны.ми режущими :к|ром1кам;и 3. Такое расположенле ребер .3 необходима для того, чтобы обеспечить злдиие углы на вспомогательных режущих KipOMKax. Если передняя поверхность будет иметь меньший передний угол, чем ребро 3, то задние углы иа вспомогательных 1кро;мках будут отсутствовать и резание будет затруднено. При больщем переднем угле вспомогательные режущие «ромжи будут даметь необходимые задние углы, однако ,в этом случае Я1вляется целесообразным ма1ксимально увеличить угол ф, имеющий яебольщую величину, что приведет к увеличению угла 7 Для ребра 3 и, в 1конеч1ном итоге, к совпадению его с плоскостью передней поверхности. Такое совпадение будет обеспечено, если углы наклона выемок выбирать из соотношения: Величина угла под нутревия р, по вспомогательным кромкам 3 .может быть подсчитана по формула м: tg Л tg ф1 . cos 7 «л,н tgn tgiCi -sin 7
Благодаря двугранным выемкам описываемая пластина имеет 1максимальную толщину S по верщинам прямоугольника, причем по вспомогательньим режущим кромкам 3 обеспечлЕ-аются достаточные углы поднутрения (Л. Например, для пла1стины с 7 25° (заданное значение), oi 2° (заданное 31начен1ие) :и ф1 0°56 (расчетное значение), угол под|нутрбния ц будет равен .
Выполнвние боковых сторон в ВИде открытых взаимно пересекающихся двугранных выемок позволяет фрезеровать и шлифовать В1спомогательные поверхности пластины «на проход, что значительно упрощает процесс лх «зготовления и обеспечьв-ает вспомогательные углы резания для всех четырех режущих 1кромок.
tgT,
где 7 - передний угол пластины;
Ф1 - угол наклона граней выемки, образующей на пластине вспоамогательные углы в плане; «1 - угол наклона граней выемки, образующей на пластине Вспомогательные задние углы.
2. Пластина по п. 1, о т л и ч а ю щ а я с я
тем, что выемжи в поперечном сечении .имеют криволинейную форму.
11сточник информации, Принятый во вынимание при экспертизе:
1. Патент США № 3128535, кл. 29-98, опублик.. 1964. Пластина может иметь различную форму выемок на боковых поверхностях. В частности, для повышения прочности путем увеЛ|Ичения толщины перамычки Si выемки могут быть выполнены в виде пилиндричеоких поверхностей с радиусами i и R2Пластина может быть щеликом изготовлена ИЗ быстрорежущих инструмецтальных сталей или твердых .сплавов. С целью экономии инструментальных материалов пластина может быть изготовлена ,не сплошной, а -состоящей из стального корпуса 1, ОСпащенного по периметру четырьмя твердосплавными пластинкамИ 4, которые расположены попарно вдоль его параллельных задних поверхностей. Формула изобретения 1. Многогранная режущая пластина для сборных отрезных резцов, выполненная в виде прямоугольвика с задними вспомогательным.и и вспОМОгателыными углами в плане, отличающаяся тем, что, с целью упрощения изготовления, каждая из обеих боковых сторон пластины выполнена в виде двух пар взаимно пересекающихся двугранных выемок, расположенных вдоль осей симметрии пластины и имеющих углы наклона граней к продольной плаокОСти пластины, вЫбнраемые IB зависимости от величины переднего угла из соотношения:
Budfi
J.,
Sf
cptf
f-i
Фиг. 2
| название | год | авторы | номер документа |
|---|---|---|---|
| Режущая пластина | 1983 |
|
SU1175615A1 |
| Многогранная режущая пластина для сборных отрезных резцов | 1982 |
|
SU1066750A2 |
| Режущая пластина | 1991 |
|
SU1785835A1 |
| Режущая вставка | 1984 |
|
SU1181780A1 |
| Режущая вставка | 1973 |
|
SU579873A3 |
| Режущая пластина | 1982 |
|
SU1036462A1 |
| Режущий элемент | 1989 |
|
SU1685614A1 |
| СМЕННАЯ РЕЖУЩАЯ ПЛАСТИНА | 1995 |
|
RU2136453C1 |
| ТОРЦОВАЯ РЕЖУЩАЯ, РЕЖУЩЕ-ДЕФОРМИРУЮЩАЯ И ДЕФОРМИРУЮЩАЯ ФРЕЗА, РАБОЧИЕ ПЛАСТИНЫ К НЕЙ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ, СПОСОБ ОБРАБОТКИ ДЕФОРМИРУЮЩЕЙ ФРЕЗОЙ | 2005 |
|
RU2318634C2 |
| МНОГОГРАННАЯ РЕЖУЩАЯ ПЛАСТИНА КВАДРАТНОЙ ФОРМЫ И РОТАЦИОННЫЙ РЕЖУЩИЙ ИНСТРУМЕНТ | 2021 |
|
RU2838278C1 |
Вид,В
oi,
--
S,
-Ri
tpus.5
