о 
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления атравматической иглы | 1977 |
|
SU643152A1 |
| Способ изготовления атравматической иглы | 1980 |
|
SU940752A1 |
| Способ изготовления атравматическихигл | 1979 |
|
SU820811A1 |
| Атравматическая игла | 1976 |
|
SU608524A1 |
| Атравматическая игла | 1976 |
|
SU639537A1 |
| МАЛОГАБАРИТНАЯ ХЛОПКОПРЯДИЛЬНАЯ МАШИНА ДЛЯ ВЫРАБОТКИ ПРЯЖИ ИЗ ЛЕНТЫ | 1952 |
|
SU98484A1 |
| Устройство для намотки паковки хирургической нити | 1986 |
|
SU1414743A1 |
| Установка для сборки и контроля качества сцепления лент текстильной застежки типа "молния" | 1976 |
|
SU704809A1 |
| Бытовая краеобметочная швейная машина | 1986 |
|
SU1406256A1 |
| Привод кругловязальной машины | 1986 |
|
SU1694733A1 |
1. МАШИНА ДЛЯ СБОРКИ АТРАВМАТИЧЕСКИХ ИГЛ, содержащая веретена, узел подачи игл, узел плетения шов- . ного материала и заработки в него игл до-получения готового изделия, приемно-вытяжное устройство и электродвигатель, отличающаяся тем, что, с целью повьлиения качества сборки, приемно-вытяжное устройство выполнено в виде съемного барабана установленного посредством втулки на валу электродвигателя с возможностью вращательного и возвратнопоступательного относительно направления подачи Готового изделия перемещений, и снабжено средством останова его при наработке заданной длины готового изделия. 2. Машина по п. 1, о т л и ч а ющ а я с я тем, что средство останова приемно-вытяжного устройства содержит установленную на валу электродвигателя муфту сцепления с поводком и рычагом и датчики сигнализации, регулирования и останова, кинемати- g @ чески связанные между собой и валом (Л электродвигателя, при этом датчик регулирования электрически связан с рычагом муфты сцепления, а последняя посредством поводка - с втулкой барабана.
СП
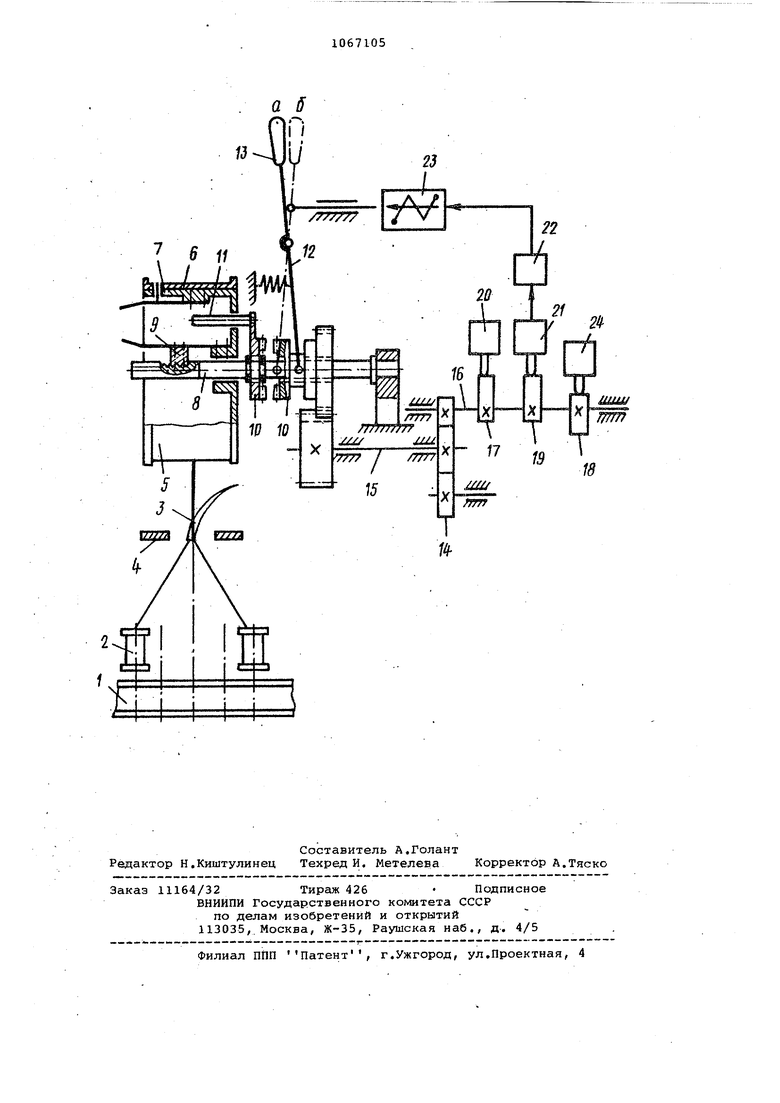
Изобретение относится к шнуроплетельному оборудованию и может быть использовано в медицинской промышленности для сборки атравматических ИГЛ. ,. Известна машина для оборки атравматических , соде|хка цая веретена узел плетения шовнозго материала, узе подачи игл, направляющие ролики и гребенки для готового изделия, прием йо-вытяжное устройство, выполненное в виде четырех вытяжных валиков и поддона (1. Однако приемно-вытяжной аппарат не может укладывать на валики нить с иглами., имеющими значительную кривизну, так- как валики могут погнуть иглы, а включение и выключение, не предусмотренное шнуроплетельной машиной, приемно-вытяжного аппара- . та трудоемко и резко снижает производительность. Отрезки времени между .вводами игл в ко.нус плетения определяются интуитивно, что повышает трудоемкость процесса и увеличивает расход нити, так как вводить иглы можно только через некоторое время после отключения механизма вытяжки, когда достигнута нужная плотность плетения На вытяжных валиках и в поддоне постоянно происходит порча шовного материала острием иглы. Цель изобретения - повышение качества сборки игл. Поставленная цель достигается тем что в машине- для сборки атравматических игл, содержащей веретена, узел подачи игл, узел плетения шовно го материала и заработки в него игл .до получения готового изделия, приемно-вытяжное устройство, и электродвигатель, приемно-вытяжное устройство выполнено в виде съемного барабана, установленного посредством втулки на валу электродвигателя с возможностью вращательного и возврат но-1юступательного относительно направления подачи готового изделия перемещений, и снабжено средством оста нова его при наработке заданной длины готового изделия. При этом средство останова -прием но-вытяжного устройства имеет установленную на валу электродвигателя муфту сцепления с поводком и рычаго и датчики регулирования, сигнализации и останова, кинематически связа ные между собой и валом электродвйт теля, при этом датчик регулирования электрически связан с рычагом муфты сцепления, а последняя посредством поводка - с втулкой барарана. На чертеже изображена предлагаемая машина для сборки атравматичаск игл. Мишина для сборки атравматических игл содержит привод 1 веретен 2 узел подачи игл с игольными наконечниками 3, узел 4 плетения, приемновытяжное устройство 5, выполненное в виде съемного барабана 6, установленного на втулке 7. Втулка 7 посажена на вал 8 электродвигателя (не показан). Барабан- 6 установлен с возможностью вращательного и возвратнопоступательного перемещений. Последнее перемещение барабан 6 осуществляет посредством зубчатого пальца 9, который расположен в резьбе вала 8. На нерезьбовой части вала 8 свободно установлена муфта 10 сцепления, поводок 11 которой через втулку 7 соединен с приемно-вытяжным устройством 5. С муфтой 10 сцепления через рычажную систему 12 соединена рукоятка 13, которая может принимать положения а и 5.. Когда рукоятка Z3 в положении .5 , муфта 10 сцепления включена, приемно-вытяжное устройство 5 получает вращательный момент от механизма привс да приемно-вытяжного устройства 14. Когда рукоятка 13. в положении а , муфта 10 сцепления- отключена, приемно-вытяжное устройство 5 не получает вращательный момент. Муфта 10 сцепления через промежуточный вал 15 соединена с валом 16 с жестко закрепленными на нем тремя cчeтчиkaми метража 17, 18 и 19, выполненными в виде дисковых кулачков с выступами (не показаны), один из которых 17 подключен к датчику 20 сигнализации, другой 19 подсоединен через- датчик 21 регулирования 21, реле 22, электромагнит 23 и рычажную систему 12 к муфте 10 сцепления, а третий 18 подключен к датчику 24 остановки. Игольный наконечник 3 вставлен в конус плетения нити. Устройство для сборки атравматических игл работает следуккдим образом. До включения электродвигателя, (не показан) рукоятку 13 устанавливают в положение . б , палец 9 приемно-вытяжного устройства 5 вводят в зацепление с резьбой вала 8, протягивают нити с .веретен 2 через отверстие в узле 4 плетения и закрепляют их на барабане 6. Включают электродвигатель (не показан) . В узле 4 плетения происходит плетение нити с нормальной плотностью плетения, так как механизм привода 1 приводит в движение веретена 2, а также происхсдит вытяжка плетеной нити на барабан- 6, так как нити закрегшены на нем, а приемновытяжное устройствр 5 вращается, получая крутящий момент через поводок Il муфты 10 сцепления, промежуточный вал 15 от механизма привода приемно-вытяжного устройства 14.
Когда нить сплетена до необходимой длины, вручную переводят рукоятку 13 в положение а , при этом отключается муфта 10 сцепления г что приводит к остановкевращения приемно-вытяжного- устройства 5. В этот момент в конус плетения нитей подается первый игольный наконечник 3 и происходит сцепление его хвостовика с повышенной плотностью плетения. Как только вся длина хвостовика игольного наконечника 3 оплетена, вручную переводят рукоятку 13 в положение ,5, при этом муфта 10 сцепления включается, приемновытяжное устройство 5 получает вращательный момент от механизма привода приемно-вытяжного устройства 14, происходит плетение цитей с нормальной плотностью, вытяжка сплетенной нити, а также намотка и равномерная ее раскладка с игольными на конечниками 3 на барабан б по его образующей, так как кроме вращения приемно-вытяжное устройство 5 совершает и поступательное движение при помощи вытяжного пальца 9, входящего в зацепление с резьбой вала 8.
За время плетения отрезка нити, равного расстоянию от одного игольного наконечника 3 до другого, вал 16 с жестко закрепленными на нем. счетчиками метража 17, 18, 19 n&fiaет один полный оборот. Одновременно выступ дискового кулачка, представляющего собой счетчик метража 17, и выступ дискового кулачка, представляющего собой счетчик метража 19, нажимают соответственно на контакт датчика 20 сигнализации и контакт датчика 21 регулирования.
Происходит сигнализация и одновременно электрический сигнал с датчика 21 регулирования, через реле 22 поступает на электромагнит 23, он срабатывает, происходит отключение муфты 10 сцепления. Приемновытяжное устройство 5 не вращается, вставляют очередной игольный наконечник 3 в конус плетения нитей.
происходит его оплетение с повышенной плотностью. Как только, вся длина хвостовика игольного наконечника 3 оплетена, вручную переводят рукоятку 13 в положение S , при этом муфт.а 10 сцепления включается, приемно-вытяжное устройство вращается, происходит плетение нитей с нормальной плотностью, вытяжка сплетенной нити, а также намотка и равномер0ная ее расклёшка с игольными наконечниками 3 на барабан 6 по его образующей.
Таким образом, включается муФта 10 сцепления всегда вручную, а выключается автоматически.
5
Если длина сплетенной нити превышает длину, равную расстоянию от одного игольчатого наконечника 3 до другого, счетчик метража 18, представляющий собой дисковый кулачок
0 с выступом, смещенным относительно выступов счетчиков метража 17 и 19, подает сигнал на датчик 24 остановки,- отключающий электродвигатель (не показан).
5
Если же игольный наконечник 3 вставлен в узел плетения нитей при сигнализации, то устройство продолжает работать до заполнения всей ци0 линдрической поверхности барабана б плетеной ни.тью сигольными наконечниками. Зате.м электродвигатель отключают . Барабан 6 снимают с втулки 7 и передают на другую технологическую операцию, устанавливают новый
5 6,Ёывс(дят из зацепления палец 9 с резьбой вала 8 и переводят его в начальное положение. Повторяют цикл работы устройства.
Предлагаемая машина для сборки
0 атравматичёских игл механизирует процессы изменения плотности, автоматически подает сигнал на загрузку очередного игольного наконечника, останавливает машину в случад, если
5 игольный наконечник вовремя не введен в конус плетения, что привспит к повышению качества сборки.
23
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
