(54)СПОСОБ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления атравматической иглы | 1977 |
|
SU643152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКИХ ИГЛ | 1991 |
|
RU2066581C1 |
| Способ изготовления атравматической иглы | 1980 |
|
SU940752A1 |
| Атравматическая игла и средство для крепления хирургической нити с атравматической иглой | 1987 |
|
SU1526659A1 |
| Атравматическая игла | 1976 |
|
SU608524A1 |
| Атравматическая игла | 1976 |
|
SU639537A1 |
| АТРАВМАТИЧЕСКАЯ ИГЛА | 1996 |
|
RU2110964C1 |
| Машина для сборки атравматических игл | 1981 |
|
SU1067105A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АТРАВМАТИЧЕСКОЙ ИГЛЫ С НИТЬЮ (ВАРИАНТЫ) | 1996 |
|
RU2112434C1 |
| ШОВ ДЛЯ ТКАНИ ДЛЯ БУМАЖНОГО ПРОИЗВОДСТВА И ПРОМЫШЛЕННОЙ ТКАНИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2482233C2 |
Изобретение относится к медицин кой технике и касается технологии изготовления атравматических игл. Известны способы изготовления атравматических игл, включающие операции соединения игольного наконечника с хирургической нитью и последующего их скрепления, в которых хирургическую нитв вставляют в полость хвостовика игольного наконечника Ци 2. Эти способы трудоемки, малопрои водительны и предполагают использование сравнительно дорогих и кон структивно сложных игольных наконечников с хвостовиком полого сечения. Известны способы изготовления атравматических игл, при которых хв тоник игольного наконечника сплошного сечения помещеиот в полость хирургической нити з и 4 . Данные способы технологичнее вьшеуказанных, однако и они имеют существенные ограничения, поскольк применимы лишь по отношению к специальнЕлм малораспространенным вида хирургических нитей с внутренней полостью {3, либо требуют специал HBIX устройств для создания такой полости 4 Общим существенным недостатке рассмотренных способов является Прерывность технологического процесса изготовления атравматических игл, трудоемкость и сложность его механизации. Известен также способ изготовления атравматических игл в виде непрерывного технологического процесса, при котором соединение хирургической нити с хвостовиками игольных наконечников сплошного сечения осуществляют путем их последовательного оплетения в процессе плетения хирургической нити. Оплетение хвостовиков производится при подаче игольных наконечников в конус плетения нити. Последующее скрепление хирургичесг кой нити с вплетенными в нее игольными наконечниками производят путем высокочастотногонагревания кольцевого участка каждого наконечника на границе между его телом и хвостовиком до температуры плавления нитей оплетки. Нагревание осуществляют при натяжении хирургической нити, благодаря чему нити оплеток плотнее охватывают хвостовики игольных наконечников. При расплавлении участка оплетки кроме операции скрепления производят отделение атравматг- -ческих игл друг от друга 5
Недостаток рассмотренного способа состоит в том, что-он применим только для изготовления атравматических игл с хирургическими нитями плетеной конструкции. Такие нити, хот1я и получили широкое распространние в (Хирургической практике, тем не менее имеют ограниченную область применения, в р,яде случаев требуется применять неплетение нити (мононити, крученые нити), например в микрохирургии преимущественно используются мононити. Недостатком известного способа является также сравнительно малая его производительность, связанная с тем, что большая часть времени изготовления каждой атравматической иглы приходится непосредств-венно на операцию плетения хирургической нити.
Цель заявляемого изобретения расширение технологических возможностей и повышение производительности процесса изготовления атравматических игл, .
Указанная цель достигается тем, что в данном способе изготовления атравматических игл, включающем операции соединения хирургической нити с хвостовиками игольных наконечников путем их последовательного оплетения нитями, скрепления - при нагревании игольных наконечников и натяжении нитей, отделения готовых атравматических игл друг от друга, хвостовики игольных наконечников предварительно покрывают термопластичным клеем, а для оплетения хвостовиков используют нити, одна из которых является хирургической, остальные - крепежными. Перед сплетением очередного хвостовика хирургическ до нить вытягивают в виде петли требуемой длины, которую после скрепления хвостовика с нитями оплетки разрезают, во время операции скрепления нагревание хвостовиков игольных наконечников ведут до температуры плавления термопластичного клея.
В предлагаемом способе может ис пользоваться любой из известных типов хирургических нитей, в том числе широко распространенные мононити из полиэфирного материала, шелка, кет. гута, крученые нити, которые в известном способе применить невозможно. Использование готовых хирургических нитей позволяет в предлагаемом способе исключить наиболее продолжительную по времени операцию, входящую в известный способ - изготовление хирургической нити путем ее плетения,-и, таким образом, существенно увеличить производительность
изготозления атравматических игл. Крпежные нити служат лишь для фикса- ции хирургической нити на хвостовиках игольных наконечников и поэтому Б зависимости от конекретных требований могут изготавливаться из различных материалов и разной толщуны.
При нагревании наконечников расплав термопластичного клея проникает сквозь слой нитей оплеток, и после их остывания хвостовики игольных наконечников надежно скрепляются с нитями оплеток, в числе которых находится и хирургическая нить. Кроме того, при остывании наконечников поверх слоя нитей оплеток образуется тонкий гладкий слой затвердевшего клея, повышающий степень атравматичности изготавливаемых игл. В отличие от известного способа, где операция скрепления игольного наконечника с хирургической нитью производилась путем расплавления кольцевого участка оплетки хвостовика, состоящей из однотипных лавсановых нитей, составляющих плетеную хирургическую нить, в предлагаемом способе скрепление осуществляется при помощи термопластичного клея, поскольку неоднородная структура оплетки, состоящей из хирургической и крепежных нитей, не позволяет получить при нагревании однородный кольцевой участок расплава, необходимый для надежного скрепления. Кроме того, как крепежные, так и хирургическая кить могут быть изготовлены из неплавких материалов.
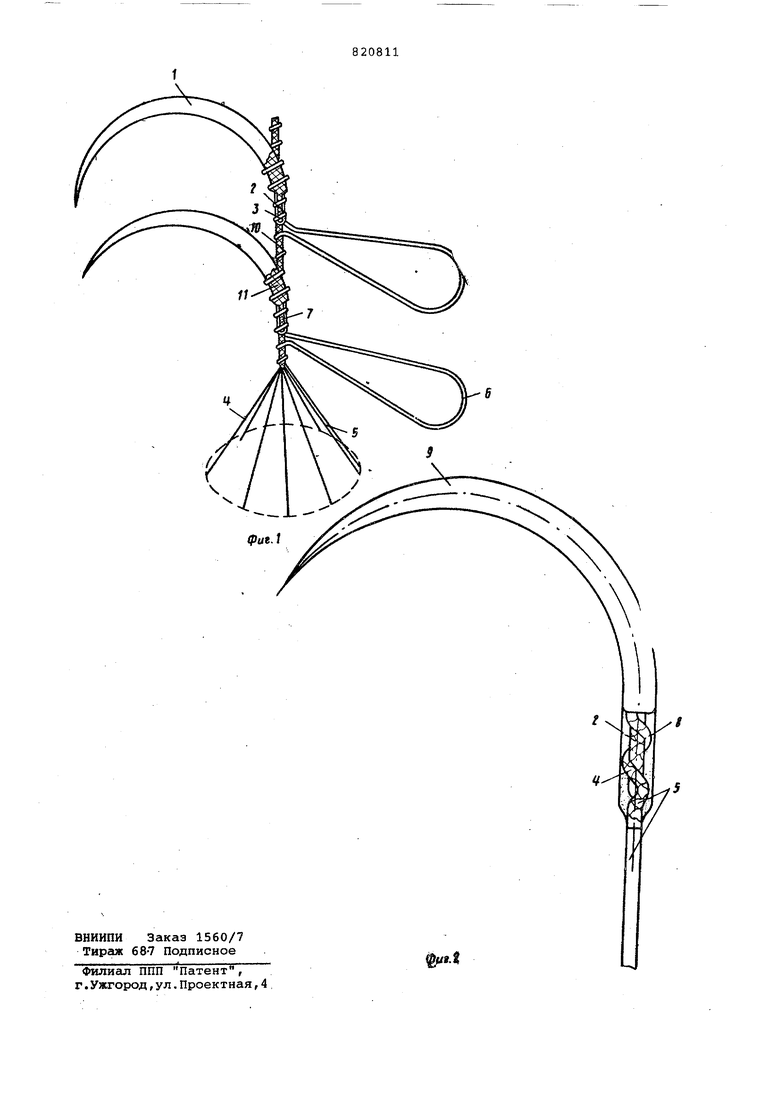
На фиг. 1 изображена операция соединения хвостовиков игольнйх наконечников с хирургической нитью путем последовательного их оплетения нитями при поочередной подаче игольных наконечников в конус.плетения; на фиг. 2 - атравматическая игла, изготовленная предлагаемым способом.
Пример. Игольные наконечники 1 диаметром 0,25 мм с хвостовиками 2 сплошного сечения диаметром 0,1 мм, предварительно покрытыми слоем 3 термопластичного клея 69Т, поочередно подаются в конус плетения плетельной машины восьмого класса (не показана). Конус плетения образован из семи крепежных лавсановых нитей 4 № 600 диаметром 0,040 мм и одной хирургической мононйти 5, изготовленной из лавсана № 300 диаметром 0,100 мм, пропитанного полиуретаном. Хвостовики 2 игольных наконечников 1 последовательно оплетаются указанными нитями с плотностью четыре нити на 1/мм,в результат чего хирургическая нить 5 соединяется с игольными наконечниками 1. Перед сплетением очередного хвостовика 2 процесс плетения прекращают ка 3-5 сек, чтобы хирургическую нить 5 .вытянуть в виде петли 6 длиной 450 мм. После оплетения хвостовиков 2 их скрепление с нитями оплеток 7 осуществляют при натяжении нитей с силой 1,2 н. Скрепление осуществляет ся путем нагревания вплетенных игольных наконечников 1 до температуры плавления термопластичного клея(120 выдержки при этой, температуре в течение 30 мин и последующего остывания наконечников до комнатной температуры. npi этом расплав клея проникает сквозь слой нитей оплетки 7 каждого игольного наконечника и посл их остывания надежно скрепляет их, в том числе и хирургическую мононить 5, с хвостовиком 2 игольного наконечника 1. Кроме того, затвердевший клей образует поверх нитей йплетки 7 тонкий гладкий слой 8, повышающий степень атравматичности изготавпиваег х.игл 9. Далее, петли б хирургической нити 5 разрезают, после чего отделяют атравматические иглы 9 друг от друга, разрезая соединяющие их ниТи 10 у начала и. конца оплетки 7 хвостовика 2. Разрезку нитей 10 у начала оплетки 7 производят локальным кольцевым высокочастотным нагревом игольного наконечника. При этом легко удсшяется ненужный участок 11 оплетки 7, образующийся на теле игол ного наконечника 1 в начальный момент его оплетения. Разрезку нитей 10 у конца оплетки 7 осуществляют механическим способом. Предлагаемый способ изготовления атравматических игл обладает существенными преимуществами по сравнению с известным. При его использовании обеспечивается возможность изготовления атравматических игл с любым типом хирургичес.ких нитей, что позволяет применять эти иглы практич:ески во всех областях хирургической практики. Предлагаемый способ обеспечивает повышение производительности процесса изготовления атравматических игл на 20-30% по сравнению с известным, дает возможность наладить поточное механизированное производство атравматических игл различного назначения. Формула Изобретения Способ изготовления атрсшма.тических игл путем последовательного закрепления под натяжением хирургической нити на хвостовиках игольных наконечников, отличающийс я тем, что, с целью Е ас111ирения технологических возможностей, хирургическую нить закрепляют путем совместной оплетки ее и хвостовика игольного наконечника крепежными нитями, перед- оплетением хвостовики игольных наконечников покрызгиот термопластичным клеем, а перед оплетением оче15едного хвостовика вытягиBcuoT хирургическую нить в виде петли, которую после скрепления хвостовика с нитями оплетки разрезают. Источники информации, принятые во внимание при экспертизе 1.ТУ-27-09-559-70 Атравматические иглы Кунцевский игольноплатиновый завод. 2.Патент США 3963031, кл. А 61 В 17/06, 1976. . 3.Патент США 3918455, кл. А 61 В 17/06, 1975. 4.Патент ЧССР 84270, кл. 30 а 8/03, 1952. 5.Авторское свидетельство СССР № 643152 кл. А 61 В 17/06, 1979.
