2.Способ по п. 1, отличающийся тем, что перед укладкой последнего слоя, образующего уступы, на штабель накладывают опорные планки.
3.Установка для упаковки бесподдонного штабеля штучных предметов, содержащая устройство для группирования-штабилирования штучных предметов, устройство для покрывания штабеля пленочной оболочкой, термоусадочную печь и кантователь, связанные между собой конвейерной линией, отличающаяся тем, что, с целью повышения качества упаковки и устойчивости предметов в штабеле, устройство для группирования и штабелирования штучных предметов
содержит схват-манипулятор, смонтированный под ним механизм для термообработки основания слоя предметов и механизм поворота штабеля.
4.Установка по п. 3, отличающаяся тем, что механизм поворота штабеля выполнен в виде пары взаимно перпендикуляр1 |ых транспортеров, смонтированных на общей поворотной раме.
5.Установка по п. 4, отличающаяся тем, что транспортерь выполнены роликоленточными и связаны между собой при помощи горизонтальных и вертикальных реек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1987 |
|
SU1409522A1 |
| Способ упаковки штучных предметов | 1981 |
|
SU986826A1 |
| Способ бесподдонного упаковывания пакета штучных предметов и устройство для его осуществления | 1986 |
|
SU1391988A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов и устройство для его осуществления | 1986 |
|
SU1423452A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1986 |
|
SU1406032A1 |
| Способ упаковывания штабеля штучных предметов | 1988 |
|
SU1570945A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1988 |
|
SU1551584A1 |
1. Способ упаковки бесподдоного штабеля штучных предметов, заключающийся в штабелировании слоев предметов, упакованных в полимерную оболочку с образованием уступов для вил погрузчика при укладке последнего слоя предметов, покрывании штабеля пленочной оболочкой, термоусадке последней и повороте штабеля уступами вниз, отличающийся тем, что, с целью повышения качества упаковки и устойчивости предметов в штабеле, основание каждого слоя перед укладкой его в штабель нагревают до термопластичного состояния,, штабель формируют с высотой, превышающей длину слоя предметов, а перед укладкой последнего слоя его поворачивают на 90° и устанавливают на торцовую поверхность.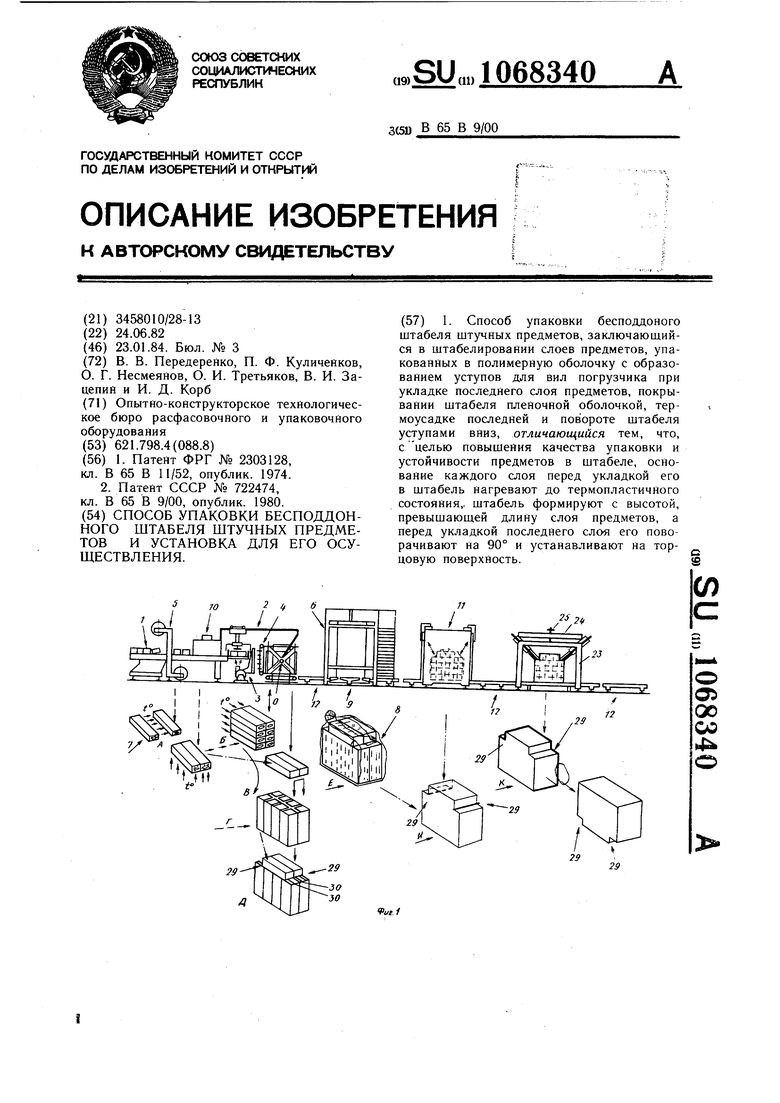
1
Изобретение относится к упаковке бесподдонного штабеля штучных предметов в усадочную пленку.
Известен способ упаковки бесподдоного штабеля штучных предметов, предусмат ривающий штабелирование предметов в несколько слоев, верхний из которых формируют с образованием двух параллельных ниш с боковых сторон штабеля для Последующего захвата лапами подъемника, натягивание на штабель чехла из усадочной пленки, который подвергают термоусадке, переворачивание штабеля На 180° таким образом, что слой с нишами переходит вниз 1.
Известна также установка для осуществ. ления известного способа упаковки, содержащая устройство для штабелирования пред метов, устройство для накрывания штабелей чехлами, термоусадочную печь и поворотное устройство 1.
Данный способ и установка для его осуществления не обеспечивают достаточно высокого качества упаковки, защищающей от воздействия внешней среды. Кроме того, по данному способу процесс упаковки осуществляется с невысокой скоростью и требует больших затрат.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ упаковки бесподдонного штабеля штучных предметов, заключающийся в штабелировании слоев предметов, упакованных в полимерную оболочку с образованием уступов для вил погрузчика при укладке последнего слоя предметов, покрывании штабеля пленочной оболочкой, чермоусадке последней и повороте штабеля уступами вниз 2.
Установка для осуществления известного способа упаковки содержит устройство для группирования и штабелирования штучных предметов, устройство для покрывания штабеля пленочной оболочкой, термоусадочную печь и кантователь, связанные между собой конвейерной линией 2. Однако известный способ и установка
для его осуществления не обеспечивают достаточно высокого качества упаковки малогабаритных штучных предметов.
Кроме того, неодинаковая прочность размеров в различных направлениях требует ориентированной укладки или дополнительньус упаковочных материалов и ресурсов. Но даже ориентированная укладка не всегда позволяет уложить без зазоров и щелей с хорошим коэффициентом заполнения предметы на поддон, а это
вызывает неустойчивое состояние предметов в упаковках, даже покрытых чехлами. При этом процесс упаковки осушествля-ется с невысокой скоростью (производительностью), имеет двойные или возвратные операции и сложное оборудование, требующее больщих затрат и энергоресурсов.
Целью изобр етейия является повышение качества упаковки и усто11чивости предметов в щтабеле, повышение прризводительности процесса и упрощение конструкции устройства, реализующего предлагаемый способ упаковки.
Поставленная цель достигается тем, что согласно способу упаковки бесподдонного штабеля штучных предметов, заключ;ающемуся в штабелировании слоев предметов, упакованных в полимерную оболочку с образованием уступов для вил погрузчика при укладке последнего слоя предметов, покрывании штабеля пленочной оболочкой термоусадке последней и повороте штабеля
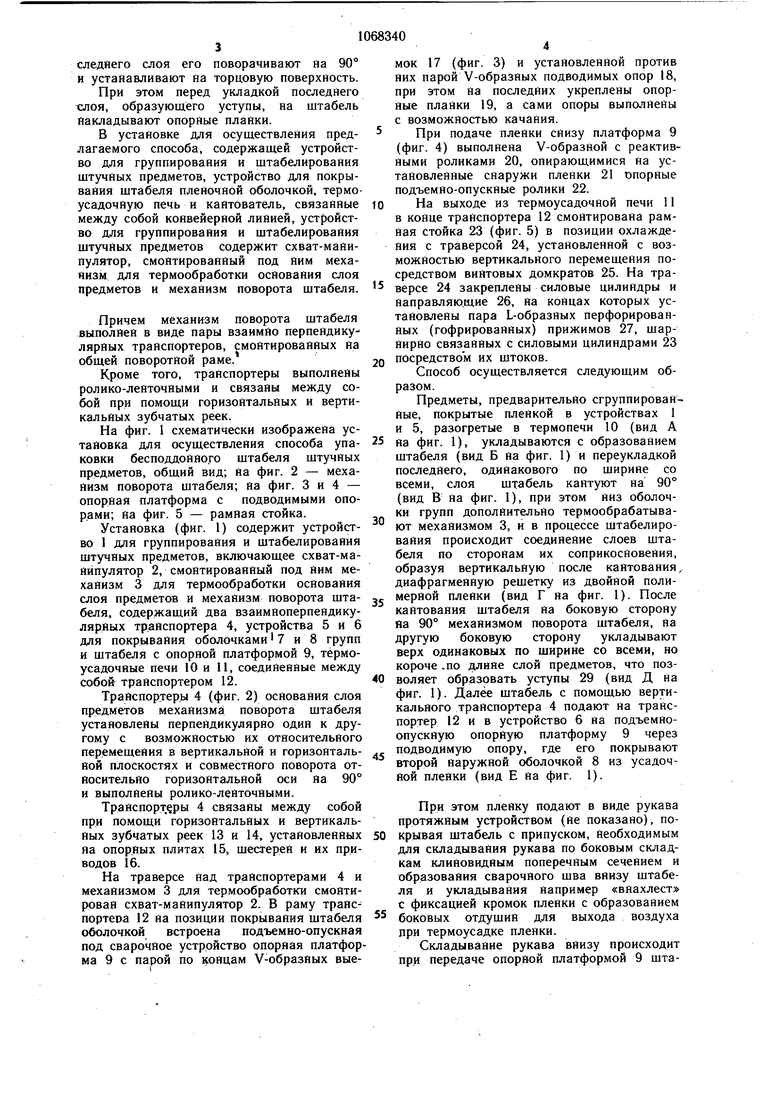
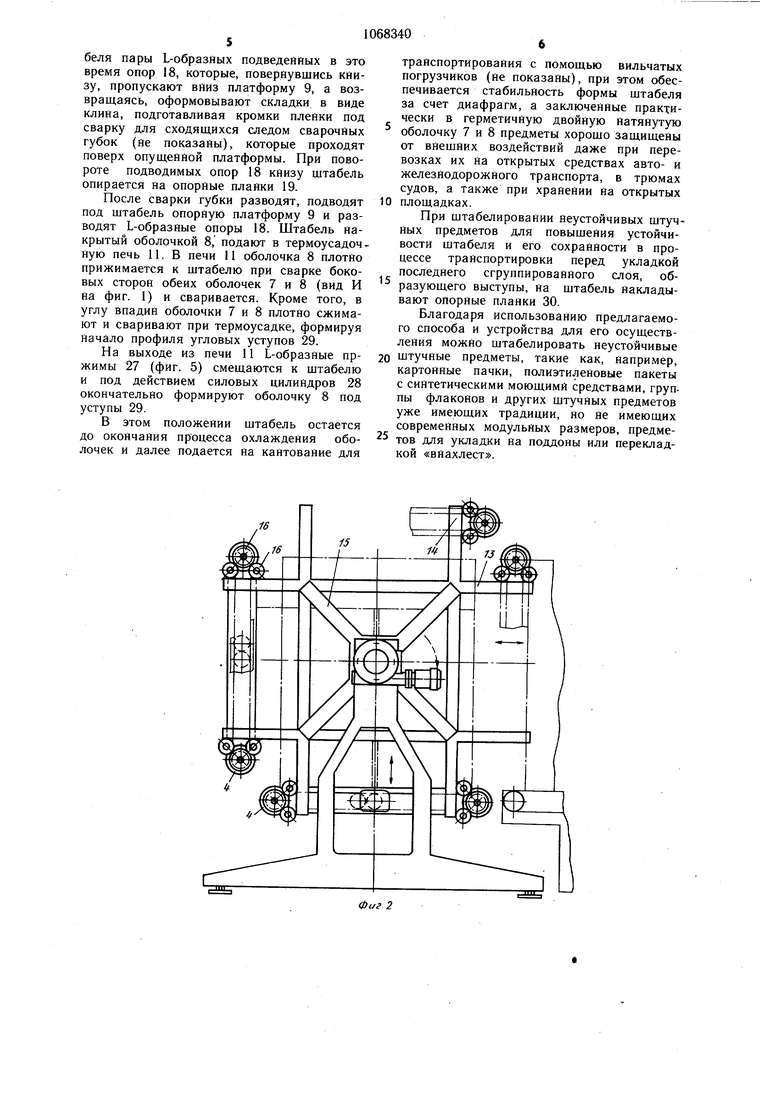
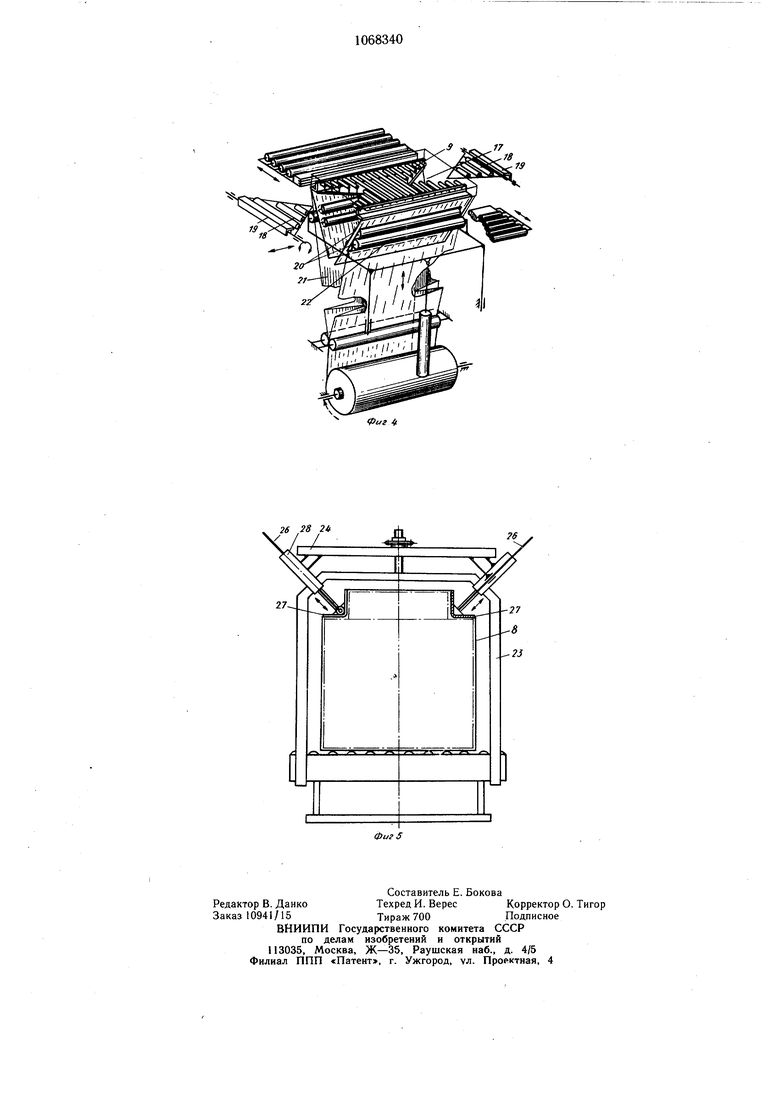
уступами вниз, основание каждого слоя перед укладкой его в щта15еЛь нагревают до термопла;стичного состояния, штабель формируют с высотой, превышающей длину слоя предметов, а перед укладкой последйего слоя его поворачивают на 90° и устанавливают на торцовую поверхность. При этом перед укладкой последнего тслоя, образующего уступы, на штабель накладывают опорные планки. В установке для осуществления предлагаемого способа, содержащей устройство для группирования и штабелирования штучных предметов, устройство для покрывания штабеля пленочной оболочкой, термоусадочную печь и кантователь, связанные между собой конвейерной линией, устройство для группирования и штабелирования штучных предметов содержит схват-манипулятор, смонтированный под ним механизм для термообработки основания слоя предметов и механизм поворота штабеля. Причем механизм поворота штабеля выполнен в виде пары взаимно перпендикулярных транспортеров, смонтированных на общей поворотной раме. Кроме того, транспортеры выполнены ролико-ленточными и связаны между собой при помощи горизонтальных и вертикальных зубчатых реек. На фиг. 1 схематически изображена устаяовка для осуществления способа упаковки бесподдонного штабеля штучных предметов, общий вид; на фиг. 2 - механизм поворота штабеля; на фиг. 3 и 4 - опорная платформа с подводимыми опорами; на фиг. 5 - рамная стойка. Установка (фиг. 1) содержит устройство 1 для группирования и штабелирования штучных предметов, включающее схват-манйпулятор 2, смонтированный под ним механизм 3 для термообработки основания слоя предметов и механизм поворота щтабеля, содержащий два взаимноперпендикулирных транспортера 4, устройства 5 и 6 для покрывания оболочками 7 и 8 групп и штабеля с опорной платформой 9, термоусадочные печи 10 и 11, соединенные между собой транспортером 12. Транспортеры 4 (фиг. 2) основания слоя предметов механизма поворота штабеля установлены перпендикулярно один к другому с возможностью их относительного перемещения в вертикальной и горизонтальной плоскостях и совместного поворота относительно горизонтальной оси на и выполнены ролико-ленточными. Транспортеры 4 связаны между собой при помощи горизонтальных и вертикальных зубчатых реек 13 и 14, установленных на опорных плитах 15, щестерен и их приводов 16. На траверсе над транспортерами 4 и механизмом 3 для термообработки смонтиррван схват-майипулятор 2. В раму транспортера 12 на позиции покрывания щтабеля оболочкой встроена подъемно-опускная под сварочное устройство опорная платформа 9 с парой по концам V-образных выемок 17 (фиг. 3) и установленной против них парой V-образных подводимых опор 18, при этом на последних укреплены опорные планки 19, а сами опоры выполнены с возможностью качания. При подаче пленки снизу платформа 9 (фиг. 4) выполнена V-образной с реактивными роликами 20, опирающимися на установленные снаружи пленки 21 опорные подъемно-опускные ролики 22. На выходе из термоусадочной печи 1I в конце транспортера 12 смонтирована рамная стойка 23 (фиг. 5) в позиции охлаждения с траверсой 24, установленной с возможностью вертикального перемещения посредством винтовых домкратов 25. На традерсе 24 закреплены силовые цилиндры и направляю щие 26, на концах которых установлены пара L-образных перфорированных (гофрированных) прижимов 27, шарнирно связанных с силовыми цилиндрами 23 посредством их штоков. Способ осуществляется следующим образом. Предметы, предварительно сгруппированные, покрытые пленкой в устройствах 1 и 5, разогретые в термопечи 10 (вид А на фиг. 1), укладываются с образованием штабеля (вид Б на фиг. 1) и переукладкой последнего, одинакового по ширине со всеми, слоя штабель кантуют на 90° (вид В на фиг. 1), при этом низ оболочки групп дополнительно термообрабатывают механизмом 3, и в процессе штабелирования происходит соединение слоев штабеля по сторонам их соприкосновения, образуя вертикальную после кантования, диафрагменную решетку из двойной полим РНой пленки (вид Г на фиг. 1). После кантования штабеля на боковую сторону яа 90° механизмом поворота штабеля, на другую боковую сторону укладывают верх одинаковых по ширине со всеми, но короче .по длине слой предметов, что позволяет образовать уступы 29 (вид Д на фиг. 1). Далее штабель с помощью вертикального транспортера 4 подают на транспортер 12 и в устройство 6 на подъемноопускную опорную платформу 9 через подводимую опору, где его покрывают второй наружной оболочкой 8 из усадочной пленки (вид Е на фиг. 1). При этом пленку подают в виде рукава протяжным устройством (не показано), покрывая штабель с припуском. Необходимым для складывания рукава по боковым складкам клиновидным поперечным сечением и образования сварочного шва внизу штабеля и укладывания например «внахлест с фиксацией кромок пленки с образованием боковых отдущин для выхода воздуха при термоусадке пленки, Складывание рукава внизу происходит при передаче опорной платформой 9 штабеля пары L-образных подведенных в это время опор 18, которые, повернувшись кйизу, пропускают вниз платформу 9, а возвращаясь, оформовывают складки в виде клина, подготавливая кромки плейки под сварку для сходящихся следом сварочных губок (не показаны), которые проходят поверх опущенной платформы. При повороте подводимых опор 18 книзу щтабель опирается на опорные планки 19.
После сварки губки разводят, подводят под щтабель опорную платформу 9 и разводят L-образные опоры 18, Штабель накрытый оболочкой 8, подают в термоусадочную печь 11. В печи 11 оболочка 8 плотно прижимается к штабелю при сварке боковых сторон обеих оболочек 7 и 8 (вид И на фиг. 1) к сваривается. Кроме того, в углу впадин оболочки 7 и 8 плотно сжимают и сваривают при термоусадке, формируя начало профиля угловых уступов 29.
На выходе из печи 11 L-образные пржимы 27 (фиг. 5) смещаются к щтабелю и под действием силовых цилиндров 28 окончательно формируют оболочку 8 под уступы 29.
В этом положении штабель остается до окончания процесса охлаждения оболочек и далее подается на кантование для
транспортирования с помощью вильчатых погрузчиков (не показаны), при этом обеспечивается стабильность формы щтабеля за счет диафрагм, а заключенные практически в герметичную двойную натянутую оболочку 7 и 8 предметы хорошо защищены от внешних воздействий даже при перевозках их на открытых средствах авто- и железнодорожного транспорта, в трюмах судов, а также при хранении На открытых
0 площадках.
При штабелировании неустойчивых штучных предметов для повышения устойчивости штабеля и его сохранности в процессе транспортировки перед укладкой последнего сгруппированного слоя, образующего выступы, на щтабель накладывают опорные планки 30.
Благодаря использованию предлагаемого способа и устройства для его осуществления можно штабелировать неустойчивые
0 щтучные предметы, такие как, например, картонные пачки, полиэтиленовые пакеты с синтетическими моющими средствами, груп. пы флаконов и других щтучных предметов уже имеющих традиции, но не имеющих современных модульных размеров, предме тов для укладки на поддоны или перекладкой «внахлест.
17
J8
Фиг Jf
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| ТЕРМООБРАБОТКА УГЛЕВОДОРОДСОДЕРЖАЩЕГО ПЛАСТА ПО МЕСТУ ЗАЛЕГАНИЯ ПОСРЕДСТВОМ ОБРАТНОЙ ДОБЫЧИ ЧЕРЕЗ ОБОГРЕВАЕМУЮ СКВАЖИНУ | 2002 |
|
RU2303128C2 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| ПРИБОР ДЛЯ ЗАПИСИ И ВОСПРОИЗВЕДЕНИЯ ЗВУКОВ | 1923 |
|
SU1974A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
| Способ получения фтористых солей | 1914 |
|
SU1980A1 |
