(54) СПОСОБ УПАКОВКИ БЕСПОДЦОННОГС ШТАБЕЛЯ ИТУЧНЫХ ПРЕдаВТОВ и УСТАНОВКА для ЕГО ОСУЩЕСТВЛЕНИЯ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
| Способ бесподдонного упаковывания пакета штучных предметов и устройство для его осуществления | 1986 |
|
SU1391988A1 |
| Способ упаковки штучных предметов | 1981 |
|
SU986826A1 |
| Способ упаковывания штабеля штучных предметов | 1988 |
|
SU1570945A1 |
| Способ упаковывания штучных изделий | 1990 |
|
SU1722957A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1986 |
|
SU1406032A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов и линия для его осуществления | 1988 |
|
SU1701600A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1988 |
|
SU1551584A1 |


Изобретение относится к технике упаковки безподдонного штабели штуч ных предметов в оболочку из синтетического материала и к установке для осуществления способа упаковки.
Известен способ упаковки бесподдонного штабеля штучных предметов, заключающийся в штабелировании предметов с образованием уступов с боковых сторон штабеля для вильчатого захвата, накрывании штабеля по меньшей мере, двумя полимерными оболочками и термрусадке последних,.
Известна также установка для осуществления известного способа упаковки, содержащая устройство для штабелирования штучных предметов, устройство для накрывания штабеля оболочкой, термоусадочную печь, соединенные между собой транспортером.
Однако известный способ и установка для его осуществления не обеспечивают достаточно высокого качества упаковки, защищающей от воздействия внешней среды. Кроме того, по извест ному способу процесс упаковки осуществляется с невысокой скоростью и требует больших затрат.
Целью изобретения является повышение качества упаковки.
Это достигается тем, что в предлагаемом способе упаковки штабелирование производят с образованием уступов в верхнем слое штабеля, затек штабель покрывают сверху одной пленочной оболочкой с последующей ее термоусадкой.. после чего штабель переворачивают на 180° так, что устпы располагают с нижней стороны штабеля, и покрыва1от штабель сверху второй пленочной оболочкой с последующей ее термоусадкой.
Кроме того, перед укладкой верхнего слоя штабель покрывают пленочкой лентой так, что концы ее свисают с двух боковых сторон штабеля, а при усадке первой оболочки сваривают с ней.
Кроме того, при покрывании штабеля одной оболочкой на ней сверху образуют шове поперечный верхнему слою с уступами.
Установка для осуществления способа снабжена парой расположенных один над другим транспортеров с возможностью их взаимного подъема и опускания и поворота относительно горизонтальной оси на iSO и дополнительным устройством для покрытия штабеля.
Кроме того, транспортеры в паре выполнены ленточными и связаны между собой при помощи вертикальных направляющих подвижных и неподвижных шин, установленных на опорных плитах.
При этом на опорных плитах укреплены опорные пластины.
Кроме того, установка снабжена парой Z-образных прижимов, укрепленных на концах рычагов, другим концом шарнирно установленных на подъемноопускных держателях, с которыми прижимы шарнирно связаны посредством силовых цилиндров и их штоков,
При этом держатели подвешены с возможностью качания.
Кроме того, установка снабжена подъемно-опускным на высоту одного слоя предметов транспортером с подъемно-опускной упорной планкой на одном его конце и поворотной прижимной планкой на другом его конце.
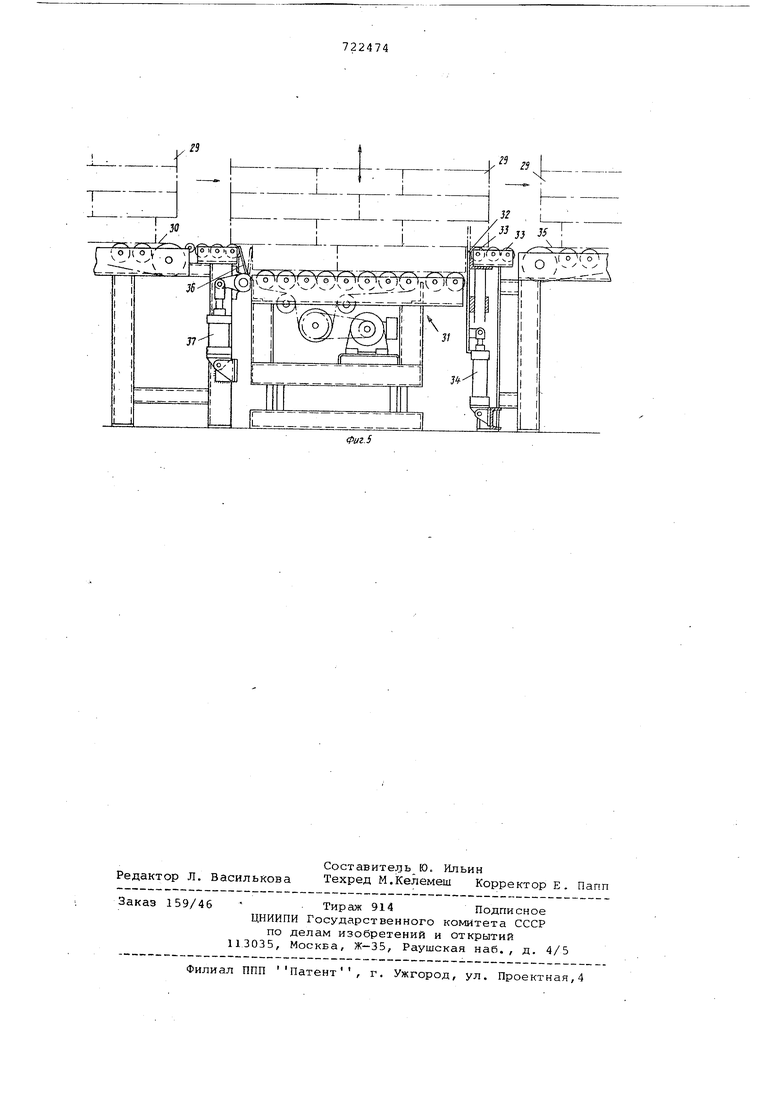
На фиг. 1 схематически изображена установка для осуществления предлагаемого способа упаковки бесподдонного штабеля штучных предметов, общий вид; на фиг. 2 и 3 - пара транспортеров, расположенных один над другим вид спереди и сбоку; на фиг. 4 - рамная стойка с 2-образными прижимами; на фиг. 5 - транспортеры на выходе из термоусадочной печи.
Установка (фиг.1) содержит устройство 1 для штабелирования штучных предметов, устройство 2 .и 3 для накрвания оболочками 4 и 5 из полимерной ленты штабелей 6 термоусещочные печи 7 и 8, пару транспортеров 9, соединенные между собой транспортером 10. Транспортеры 9 (фиг.2,3) установлены один над другим с возможностью их взаимного подъема и опускания и поворота относительно горизонтальной оси 11 на 180 и выполнены ленточными.
Транспортеры 9 связаны между собо при помощи вертикальных направляющих подвижных и неподвижных шин 12 и 13, установленных на опорных плитах 14, при этом на последних укреплены опорные пластины 15.
С обеих сторон транспортера 10 на выходе из термоусадочной печи 7 смонтирована рамная стойка 16 (фиг.4 с держателем 17, установленным с возможностью качения на горизонтальной оси 18 и вертикального перемещения вдоль стойки 16 с помощью гидравличес/кого пресса 19. На держателях 17 в их нижней части установлены на шарнирах 20 на каждой стороне два рычага 21, соединенные своими другими концами с Z-образными прижимами 22. Между каждым прижимом 22 и держателем 17 установлен на шарнирах 23 и 24 гидравлический пресс 25.
Для регулирования положения рамно стойки 16 по высоте в зависимости от высоты служит реечная передача 26
Способ осуществляется следующим образом.
В устройстве 1 предметы укладываются с образованием штабел-я (вид А фиг.1), при этом перед укладкой верхнего слоя предметов штабель накрывают полимерной пленкой (вид Б фиг.1 так,-что ее концы свисают с боковых сторон штабеля. Затем на штабель укладывают верхний слой предметов с образованием уступов 27 (вид В на фиг.1) и с помощью транспортера подают в устройство 2, где штабель накрывают первой оболочкой 4 из усадочной пленки (вид Г фиг.1), образуя на ней сверху шов, поперечный верхнему слою с уступами. Далее штабель 6 помещс1ют в термоусадочную печь 7, где штанги 28 плотно сжимают штабель по уступам 27, а при усадке оболочки в печи полимерная пленка 6 сваривается с ней (вид Д -фиг.1) .
На выходе из печи 7 прижимы 22 смещаются к штабелю (фиг.4) и под действием гидравлического пресса 19,, сжимаясь, окончательно формируют оболочку 4 на верхней части штабеля.
Далее штабель транспортером 10 подают на пару транспортеров 9 для поворота штабеля на 180 при этом оба транспортера 9 перемещаются один относительно другого в противоположных направлениях с помощью управляющего устройства (на чертеже не показано) таким образом, что штабель фиксируется между обоими транспортерными лентами, которые затем вместе с ним поворачиваются вокруг горизон- . тапьной оси 11 так, что уступы 27 располагаются с нижней стороны штабеля (вид Е фиг.1).
Затем штабель б подают в устройство 3 для накрытия второй оболочкой 5 из усадочной пленки (вид К фиг.1) и далее на термоусадку в печь 8. В печи 8 оболочка 5 плотно прижимается к штабелю при сварке наложенных одна на другую боковых сторон обеих оболочек 4 и 5 (вид М фиг.1).
Из печи 8 штабель 29 подают транспортером 30 (фиг.5) на транспортер 31, высота которого может регулироваться. Ка переднем конце транспортера 31 расположена упорная планка 32 и несколько роликов 33 холостого хода. Планка 32 сначгша находится в верхнем положении (штрихованная линия на фиг.5), а после -набегания нижнего слоя штабеля опускается несколько ниже нормального положения транспортера 31 (сплошная линия на фиг.5). Это движение планки 32 осуществляет гидравлический пресс 34, расположенный на транспортере 35.
Ролики 33 с упорной планкой 32 , и крайние ролики транспортера 31 придают штабелю окончательную форму. После контактирования упорной планки 32 со штабелем 29 транспортер 31 опускается, а прижимная плит 36 поворачивается с помощью гидравлического пресса 37 к нижнему слою штабеля, формируя уступ последнего. В этом положении штабель остается до окончания процесса охлаждения об лочек и далее подается на транспортер 35. Готовый упакованный штабель сним ется с транспортера с помощью вильчатых зубьев ковшового погрузчика (на чертеже не показан) при этом обеспечивается стабильность формы штабеля, а заключенные в нем предметы хорошо защищены от внешних воз действий благодаря наличию двух натянутых с перекрытием оболочек 4 и из усадочной пленки. Формула изобретения 1.Способ упаковки бесподдонного штабеля штучных предметов, заключаю щийся в штабелировании предметов с образованием уступов с боковых стор штабеля для вильчатого захвата, нак вании штабеля по меньшей мере двумя пленочными оболочками и термоусадке последних, отлич ающийс я тем, что, с целью повышания качества упаковки штабелирование производят с образованием уступов в верхне слое штабеля, затем штабель покрывают сверху одной пленочной оболочкой с последующей ее термоусадкой, после чего штабель переворачивают на 180° так, что уступы располагают с нижней стороны штабеля, и покрывают штабель сверху второй пленочной оболочкой с последующей ее термоусадкой . 2.Способ по П.1, отличающийся тем, что перед укладкой верхнего слоя штабель покр вают пленочной лентой так, что конц ее свисают с двух боковых сторон штабеля, а при усадке первой оболочки сваривают с ней. 3.Способ по пп. 1 и 2, о т л ичающийс я тем, что при покрывании штабеля одной оболочкой на ней сверху образуйт шов, поперечный верхнему слою с уступами. 4.Установка для осуществления способа по пп. 1-3, содержащая устройство для штабелирования штучных предметов, устройство для покрьшания штабеля оболочкой, термоусадочную печь, соединенные между собой транспортером, отличающаяся тем, что она снабжена парой расположенных один над другим транспортеров с возможностью их взаимного подъема и опускания и поворота относительно горизонтальной оси на 180° и дополнительным устройством для покрытия штабеля. 5. Установка по п.4, о т л и.чающаяся тем, что транспортеры в паре выполнены ленточными и связаны между собой при помощи вертикальных направляющих подвижных и неподвижных шин, установленных на опорных плитах. 6.Установка по п.5, о т л ичающаяся тем, что на опорных плитах укреплены опорные пластины. 7.Установка по пп. 4-6, о т Л ичающаяся тем, что она снабжена парой Z-образных прижимов,укрепленных на концах рычагов, другим концом шарнирно установленных на подъемнотопускных держателях, с которыми прижимы шарнирно связаны посредством силовых цилиндров и их штоков . 8.Установка по п.7, о т л ичающаяся тем, что держатели подвешены с возможностью качания. 9.Установка по п.4, о т л ичающаяся тем, что она снабжена подъемно-опускным на высоту одного слоя предметов транспортером с подъемно-опускной упорной планкой на одном его конце и поворотной прижимной планкой на другом его конце.
Зх,Н
-f
CJCI
--по /
/
r-f i i| liI
fttsri p
1
f
/5 /ZУНг1
. .
f-tttjU.I li
i
(in
Y 7 /// /// 7 / /777/ /7/ / //7//)7 ///// / //7
ICK-
, .
