со ел
со
Изобретение относится к неразрушающему контролю качества материалов и изделий Е машиностроении и может быть использовано при механизированном ультразвуковом контроле сварных швов,
Известно устройство управления к ультразвуковому дефектоскопу, содержащее датчик положения электроакустического преобразователя дефектоскопа .
Датчик положения в данном устройстве выполнен в виде острозубого колеса, фрикционно связанного с поверхностью контролируемого изделия и соединенного зубчатой передачей с потенциометром, регулирующим положение строба автоматического сигнализатора дефектов (АСД) дефектоскопаП
Недостатком данного устройства является низкая надежность.контроля
Наиболее близким fio технической сущности .к изобретению является устройство управления к ультразвуковому дефектоскопу, содержащее датчик положения электроакустического преобразователя дефектоскопа иодновибратор, вход которого предназначен для подключения к синхронизатору дефектоскопа. Датчик положения в ,известном устройстве выполнен в виде аналогового, фотоэлектрического преобразователя, состоящего из неподвижного осветителя и фотоприемника, механически связанного с электроакустическим преобразователем. Фотоприемник включе;. во времязадающую цепь одновибратора, вырабатывающего импульс, длительность которого пропорциональна расстоянию от осветителя до фотоприемника или, что то же самое, от сварного шва до электроаку стического преобразователя С21.
Недостатком известного устройства является низкая достоверность контроля, связанная с нелинейностью характеристики аналогового фотоэлект рического датчикаположения. При этом точность расположения стробирующего импульса блока АСД относительно шва оказывается невысокой. При смещении строба АСД с зоны шва возможны пропуски дефектов или перебра.ковка за счет помехи от валика усиления шва.
Целью изобретения являетсяповышение достоверности контроля,
Поставленная цель достигается тем, что устройство управления к ультразвуковому дефектоскопу, содержащее датчик положения.электроакустического преобразователя дефектоскопа и одновибратор, вход которого предназначен для подключения к синхронизатору дефектоскопа, снабжено последовательно соединенными генератором, счетных импульсов, схемой 2И,
второй вход которой подключен к выходу Одновибратора, счетчиком, второй вход которого предназначен для подключения к синхронизатору, и схемой совпадения кодов, аналого-цифровым преобразователем, включенным меж датчиком положения электроакустического преобразователя и вторым входо схемы совпадения кодов, выход которой предназначен для подключения к блоку автоматической сигнализации дефектов ультразвукового дефектоскопа.
На чертеже представлена функциональная схема устройства управления к ультразвуковому дефектоскопу.
Устройство,содержит датчик 1 положения электроакустического преобразователя (не показан) дефектоскопа при механизированном контроле сварных швов, аналогово-цифровой преобразователь, 2, одновибратор 3, соединенный входом с синхронизатором 4 дефектоскопа, последовательно соединенные генератор 5 счетных импульсов, схему б 2И, второй вход которой подключен к выходу одновибратора 3, счетчик 7, второй вход которого подключен к выходу синхронизатора 4 и схему 8 совпадения кодов. Вьаходы аналого-цифрового преобразователя 2 соединены с вторым входом схемы 8 совпадения кодов, выход которой подключен к схеме АСД 9 дефектоскопа.
Устройство работает следующим образом.
При перемещении электроакустичес(кого преобразователя дефектоскопа относительно шва аналого-цифровой преобразователь 2 отслеживает рас- , стояние от электроакустического преобразователя до шва. Результат измерения в виде кода подается на вход схемы 8 сравнения кодов. Синхроимпулсом с синхронизатора 4 осуществляется сброс содержимого счетчика 7 и запуск одновибратора 3, который открвает схему б 2И и последовательность счетных импульсов,вырабатываемых генератором 5, через схему 6 2И поступает на счетчик 7. Момент излучения электроакустическим преобразователем ультразвукового импульса в сварное изделие совпадает с началом счета. Частота следования счетных импульсов, вырабатываемых генератором 5, выбирается равной половине произведения скорости ультразвука в материале сварного соединения на синус угла ввода ультразвука. При этих условиях к моменту прихода эхосигнала от сварного шва к электроакустическому преобразователю на счетчи 7 поступает количество счетных импульсов, численно равное расстоянию от электроакустического преобразователя до шва, схема совпадения кодов
31071959
срабатывает и выдает управляющийба блоком АСД в момент прихода эхоимпульс на схему АСД 9 дефектоскопа.сигнала от шва независимо от расстояУстройство управления к дефекто-ния электроакустического преоСраэоскопу обеспечивает формирование стро-вателя до шва.
| название | год | авторы | номер документа |
|---|---|---|---|
| Ультразвуковой дефектоскоп для контроля сварных швов | 1986 |
|
SU1388786A1 |
| Координатное устройство для ультразвукового дефектоскопа | 1986 |
|
SU1370547A1 |
| УСТРОЙСТВО ДЛЯ УЛЬТРАЗВУКОВОГО КОНТРОЛЯ СВАРНЫХ СОЕДИНЕНИЙ И ИЗДЕЛИЙ | 1990 |
|
RU2018816C1 |
| Ультразвуковой зеркально-теневой дефектоскоп | 1983 |
|
SU1089511A1 |
| Ультразвуковой дефектоскоп для контроля изделий зеркально-теневым методом | 1988 |
|
SU1559281A1 |
| Ультразвуковой дефектоскоп | 1985 |
|
SU1254378A1 |
| Ультразвуковой дефектоскоп | 1988 |
|
SU1627974A1 |
| Ультразвуковой дефектоскоп | 1986 |
|
SU1337758A1 |
| АВТОМАТИЧЕСКИЙ СИГНАЛИЗАТОР ДЕФЕКТОВ К УЛЬТРАЗВУКОВОМУ ДЕФЕКТОСКОПУ | 2008 |
|
RU2357242C1 |
| Ультразвуковой дефектоскоп | 1989 |
|
SU1647386A1 |
УСТРОЙСТВО УПРАВЛЕНИЯ К УЛЬТРАЗВУКОВОМУ ДЕФЕКТОСКОПУ, содержащее датчик положения электроакустического преобразователя дефектоскопа и одновибратор, вход которого предназначен для подключения к синхронизатору дефектоскопа, о т л ичающееся тем, что, с целью повышения достоверности контроля,оно снабжено последовательно соединенными генератором счетных импульсов, схемой 2И, второй вход которой подключен к выходу одновибратора, счетчиком, второй вход которого предназначен для подключения к синхронизатору, и схемой совпадения кодов, аналого-цифровым преобразователем, включенным между датчиком положения электроакустического преобразователя и вторым входом схемы совпадения кодов, выход которой предназначен для g подключения к блоку автоматической (Л сигнализации дефектов ультразвукового дефектоскопа.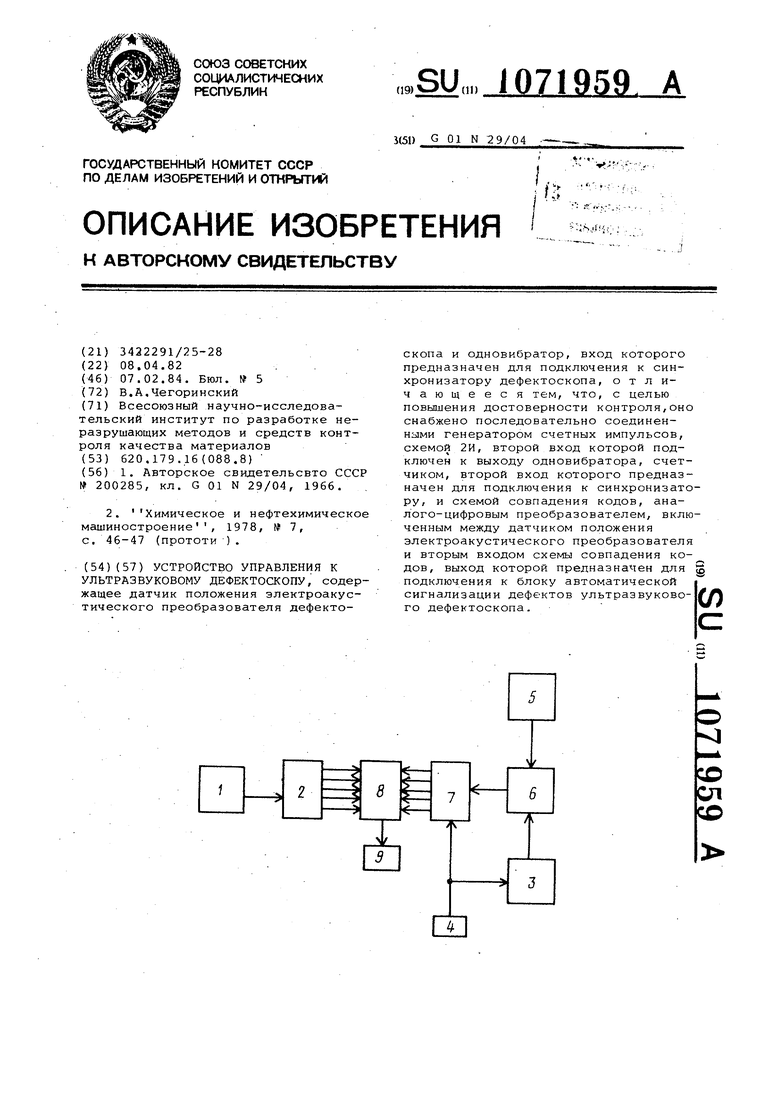
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| 0 |
|
SU200285A1 | |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| , 2 | |||
| Химическое и нефтехимическое машиностроение, 1978, № 7, с | |||
| Способ изготовления звездочек для французской бороны-катка | 1922 |
|
SU46A1 |
