В
(Л

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ управления червячной машиной для механического отжима влажных каучуков | 1981 |
|
SU981005A1 |
| Способ управления процессом механотермического обезвоживания влажных каучуков в червячных машинах | 1986 |
|
SU1369917A1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ СУШКИ СИНТЕТИЧЕСКИХ КАУЧУКОВ В ЧЕРВЯЧНОЙ СУШИЛЬНОЙ МАШИНЕ | 2003 |
|
RU2264291C2 |
| Способ регулирования процесса удаления влаги из бутадиеннитрильного каучука в червячной машине | 1982 |
|
SU1030192A1 |
| Устройство для моделирования процесса механического выделения влаги из полимерных материалов в червячных машинах | 1986 |
|
SU1432568A1 |
| Способ управления процессом отжима влаги из полимерных материалов | 1972 |
|
SU480059A1 |
| Устройство для управления процессом переработки полимерных материалов в червячных машинах | 1983 |
|
SU1102681A1 |
| Устройство для автоматического управления процессом отжима влаги из полимерных материалов | 1985 |
|
SU1256972A1 |
| Способ управления процессом сушки полимерных материалов в червячной машине | 1979 |
|
SU856853A1 |
| ЧЕРВЯЧНЫЙ ПРЕСС ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ МАТЕРИАЛОВ | 1997 |
|
RU2121436C1 |
СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ТЕРМИЧЕСКОГО ОБЕЗВОЖИВАНИЯ ВЛАЖНЫХ КАУЧУКОВ В ЧЕРВЯЧНЫХ СУШИЛБНЫХ МАШИНАХ путем изменения соиротивления выгрузочного устройства в зависимости от температуры каучука в машине, отличающийся тем, что, с целью увеличения производительности машины, из.меряют величину мош,ности, затрачиваемой на разогрев каучука, определяют ее максимальное значение и устанавливают частоту враш,ения червячного вала и расход влажного каучука на входе в машину в соответствии с максимальным значением мош,ности.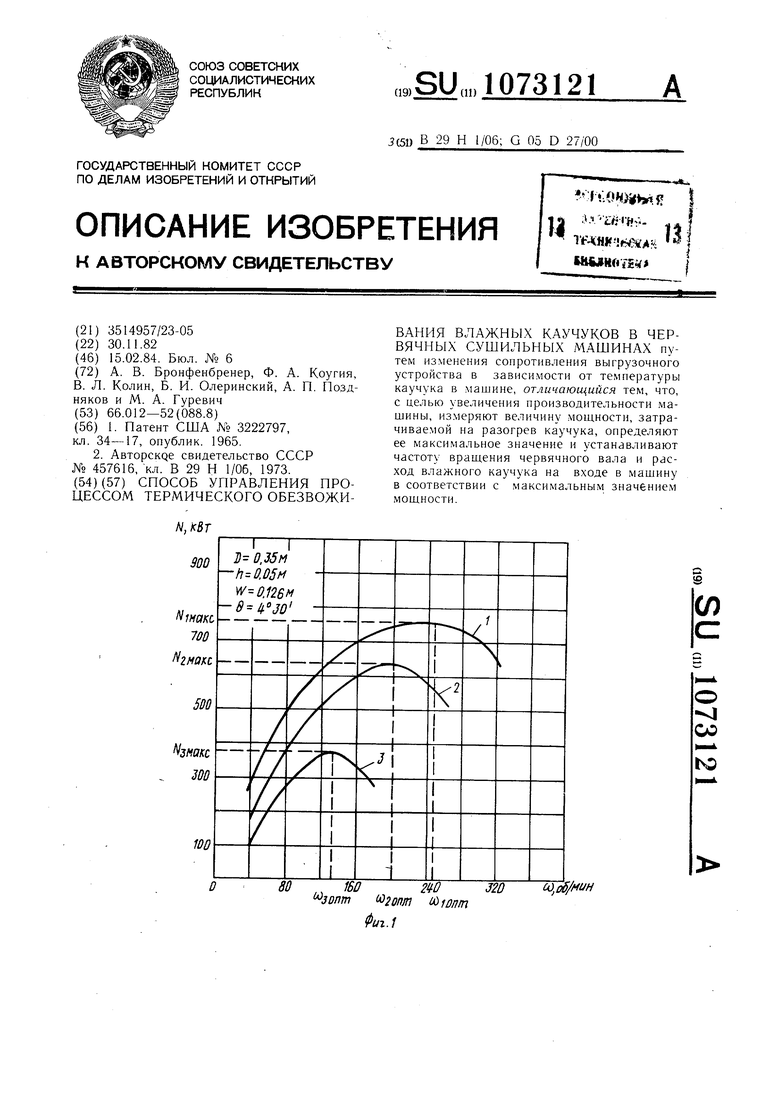
8S1602fOт
Ш2опт Люпт
о
со
ю
c,of/ffw
Фиг.1
Изобретение относится к управлению процессами переработки различных полимерных материалов и может быть использовано для управления червячными машинами, в которых проводится процесс термического обезвоживания влажных полимерных материалов, например синтетических каучуков, а также в нефтехимической промышленности.
Известен способ управления процессом термического обезвоживания влажных каучуков в червячных сушильных машинах путем изменения частоты врашения червячного вала по температуре каучука в машине. Управление сушильной машиной при этом осуш.ествляется оператором, который вручную изменяет частоту вращения червячного вала, причем при увеличении температуры оператор уменьшает частоту врашения, а при уменьшении температуры увеличивает ее 1.
Недостатком данного способа является то, что ручное регулирование температуры приводит к большим колебаниям выходной влажности, т. е. к низкому качеству готового продукта.
Наиболее близким к изобретению является способ управления процессом термического обезвоживания влажных каучуков в червячных сушильных машинах путем изменения сопротивления выгрузочного устройства в зависимости от температуры каучука в машине 2.
Однако известный способ характеризуется недостаточно высокой производительностью машины при изменении реологических и фрикционных свойств перерабатываемого материала.
Целью изобретения является увеличение производительности машины.
Поставленная цель достигается тем, что согласно способу управления процессом термического обезвоживания влажных каучуков в червячных сушильных машинах путем изменения сопротивления выгрузочного устройства в зависимости от температуры каучука в машине, измеряют величину мощности, затрачиваемой на разогрев каучука, определяют ее максимальное значение и устанавливают частоту вращения червячного вала и расход влажного каучука на входе в машину в соответствии с максимальным значением мощности.
Принцип действия предлагаемого способа основан на определении экстремальной зависимости мошности, затрачиваемой на разогрев каучука (N), от частоты вращения червячного вала (t)) при постоянной температуре каучукаперед выгрузным устройством.
На фиг. 1 показан график зависимостей N -.(х) ; на фиг. 2 - схема системы управления, реализующей предлагаемый способ.
Так как червячные сушильные машины работают в адиабатическом режиме, т. е.
практически вся электрическая мощность электропривода идет на разогрев каучука (потери мощности на перемец|,ение материала и на трение в подшипниках составляют 3-5%), то между величиной мощности (N) и производительностью машины (Q) при заданном приращении температуры (ДТ) и постоянной теплоемкости каучука (С) существует линейная зависимость в соответствии с соотнощением
N c-Q-лТ.
Наличие этого соотношения позволяет в результате измерения величины затрачиваемой мощности судить о производительности машины и осуществлять оптимальное управление процессом, направленное на повышение производительности машины.
Анализ зависимостей N
ои показывает, что имеется такое значение частоты вращения червячного вала (). при которой достигается .максимальное значение мощности, затрачиваемой на разогрев каучука (), и, следовательно, максимальное
5 значение производительности машины, причем это значение при постоянстве гео.метрии червячного вала и заданном приращении температуры зависит только от реологических и фрикционных свойств перерабатывемого материала. Наличие максимума на зависи0 мости N - ОО связано с изменением характера движения материала в канале червячного вала, когда при определенной частоте вращения червячного вала возникает неустойчивое течение каучука вследствие его интенсивного проскальзывания
5 по поверхности червячного вала и корпуса машины. Дальнейшее повышение частоты вращения приводит к снижению производительности машины и величины мощности, затрачиваемой на разогрев каучука. Поэтому для определения максимальной производительности машины при переменных реологических и фрикционных свойствах перерабатываемого материала необходимо обеспечить постоянство температуры каучука в машине путем изменения сопро5 тивления выгрузного устройства, измерить величину мощности, затрачиваемой на разогрев каучука, определить ее максимальное значение и установить частоту вращения червячного вала и расход каучука на входе в машину в соответствии с максимальным значением мощности.
Обеспечение степени разогрева каучука в червячной сущильной машине 1 происходит за счет контура регулирования температуры, включающего датчик 2 температуры, регулятор 3 и исполнительный
5 механизм 4 изменяющий величину сопротивления выгрузного устройства 5 (фиг. 2). Мощность, затрачиваемая на разогрев каучука, измеряется датчиком 6 мощности.
сигнал с которого поступает на экстремальный регулятор 7. С помощью этого регулятора осуществляется поиск максимальной величины мощности и в соответствии с найденным максимальным значением мощности воздействия на исполнительные устройства 8 и 10, изменяющие частоту вращения электропривода 9 и положение регулирующего органа 11, установленного на линии подачи влажного каучука в мащину.
Система управления, реализующая предлагаемый способ, работает следующим образом.
В номинальном режиме для переработки определенной марки каучука установлены требуемые для обеспечения заданных степени разогрева и максимальной производительности температура каучука в машине и величина мощности. Значения этих параметров обеспечиваются определенным положением исполнительных устройств, которые устанавливают требуемую величину сопротивления выгрузного устройства, частоту вращения червячного вала и расход влажного каучука на входе в машину.
При изменении реологических и фрикционных свойств исходного материала, например при увеличении эффективной вязкости, изменяется (увеличивается) температура каучука в машине (датчик 2 увеличивает свой выходной сигнал). Регулятор 3, стремясь обеспечить заданное значение температуры каучука в мащине, уменьщит с помощью исполнительного механизма 4 величину сопротивления выгрузного устройства и тем самым вернет температуру к заданному значению. Экстремальный регулятор 7, воздействуя на исполнительные устройства 8 и 10, начнет увеличивать частоту вращения червячного вала и расход влажного каучука на входе в машину, тем самым увеличивая мощность, затрачиваемую на разогрев каучука (датчик б увеличивает свой выходной сигнал). Увеличение частоты вращения и расхода продолжается до тех пор, пока экстремальный регулятор 7 не почувствует уменьщение мощности (уменьшение сигнала с датчика 6) и остановится на максимальном ее значении. Новое (увеличенное) значение мощности обеспечивается новым (увеличенным) значением частоты цращения червячного вала и расхода влажного каучука на входе в машину, что в конечном счете ведет к увеличению производительности машины при заданной степени разогрева каучука. При уменьшении эффективной вязкости исходного материала схема работает аналогично вышеописанному, только в противоположную сторону.
Пример. При обработе каучука типа СКИ для получения заданного содержания влаги в каучке на выходе из машины ( If 0,5%) и максимальной производительности необходимо установить следующие параметры (фиг. 1, кривая 2);
Производительность машины д,кг/ч7100
Частота вращения
червячного вала
об/мин200
Объемный расход
влажного каучука на
входе в машину (Qix )
мЗ./ч8910
Мощность, затрачиваемая д на разогрев каучука (N,
кВт630
Температура каучука на
выходе из машины (Твых)
°С190
При переходе на переработку каучука 5 типа СКД, если управлять машиной по известному способу, производительность машины, частота вращения и расходвлажного каучука на входе в машину останутся прежними.
При использовании данного способа уп0 равления экстремальный регулятор устанавливает следующие параметры (фиг. 1, кривая 1):
Производительность
машины (Q ) кг/ч8700
Частота вращения
5
червячного вала си,опт
об/мин244
Объемный расход влажного
каучука на входе в машину
(Qfcx ). м /чГО870
Q МоЕцность, затрачиваемая
на разогрев каучука
( )., кВт767
Следовательно, данный способ управления позволяет при сохранении заданного качества каучука на выходе повысить производительность машины на 22,5%.
При переходе на переработку каучука типа СКБСР известный способ привел к неустойчивому течению каучука вследствие его интенсивного проскальзывания по поверхности червячного вала и корпуса ма0 шины, так как для данного каучука рабочая частота вращения оказалась выше критической. При этом производительность машины резко упала, что привело к переполнению машины, ее забивке и остановке. При управлении машиной по данному спо5 собу установлены следующие параметры, соответствующие для данного каучука максимальной производительности (фиг. 1, кривая 3):
Производительность
машины (Q), кг/ч4400
0
Частота вращения
червячного вала oOjoni
об/мин123,0
Объемный расход влажного
каучука на входе в машину
(QfiK ).м /ч5500
5
Мощность, затрачиваемая
на разогрев каучука
() кВт 387
Таким образом, данный способ позволяет установить такой оптимальный режим работы машины при колебаниях реологических и фрикционных свойств исходного материала, который обеспечивает максимальную производительность и заданную влажность каучука на выходе из машины.
Преимуществом предла емд :о .способа является то, что он может 6biTSff a7ifi36BaH
с помощью серийно выпускаемых отечественных приборов.
Экономический эффект от внедрения предлагаемого способа управления может быть получен в результате снижения себестоимости перерабатываемого материала за счет повышения производительности и сокращения простоев оборудования и его чистки.
1
Г I
/
фиг.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 3222797, кл | |||
| Нивелир для отсчетов без перемещения наблюдателя при нивелировании из средины | 1921 |
|
SU34A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для управления процессом сушки полимерных материалов | 1973 |
|
SU457616A1 |
| Солесос | 1922 |
|
SU29A1 |
