i
(Л
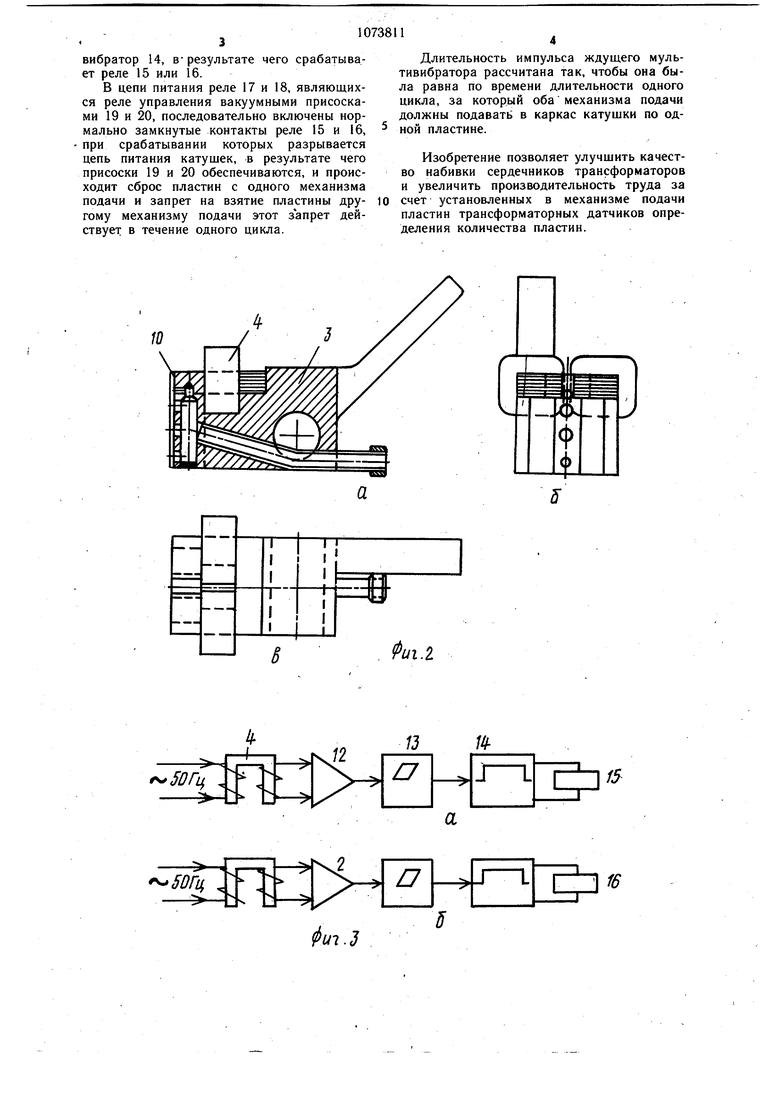
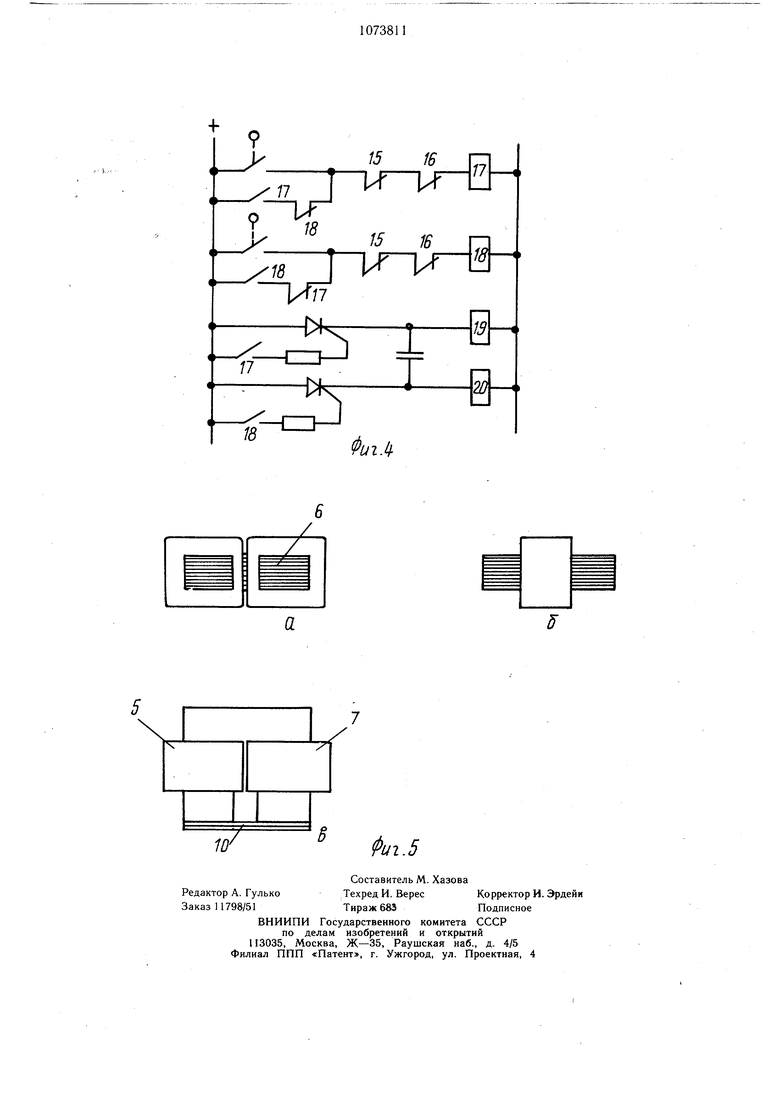
со 00 т. /. Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической и ради-отехнической промышленности. Известен полуавтомат для набивки пластин в трансформаторную катушку, содержащий ш.танги-подъемники в направляющих станины и набивающий катушку снизу вверх 1. Недостатком данного полуавтомата является сложность конструкции. Наиболее близким по технической сущности и достигаемому результату к предлагаемому является устройство для набив и сердечников малогабаритных трансформаторов, содержащее вакуумные присоски, установленные на механизме подачи пластин включающем корпус 2. Недостатками данного устройства являются отсутствие выбраковки слипшихся пластин, крепление заслонок на каретке, не позволяющее управлять -механизмами подачи пластин независимо друг от друга, в результате чего происходит несимметричная набивка сердечника трансформатора. Целью изобретения является улучшение качества набивки сердечников трансформаторов и увеличение производительности труда за счет установленных в механизме подачи пластин трансформаторных датчиков определения количества пластин. Поставленная цель цель достигается тем, что в устройстве для набивки сердечников малогабаритных трансформаторов, сбдержащем вакуумные присоски, установленные на механизмах подачи пластин, включающих корпус и орган управления, каждый механизм подачи пластин снабжен датчиком определения количества пластин, выполненным в виде П-образного сердечника с элементами намагничивания и считывания, закрепленного на корпусе так, что его концы охватывают вакуумную присоску, а его торцы находятся в одной плоскости с торцом вакуумной присоски, при этом датчик определения количества пластин электрически связан с органом управления. На фиг. 1 изображено устройство для набивки сердечников малогабаритных трансформаторов, вид спереди; на фиг. 2 а,б,в,- механизм подачи пластин с установленным датчиком определения количества пластин; на фиг. 3 а,б - блок-схема двух независимых каналов управления механизмами подачи пластин; на фиг. 4 - схема взаимного запрета; на фиг. 5 а, б, в, - датчик определения количества пластин. Устройство для набивки сердечников малогабаритных трансформаторов содержит каретку 1, перемещающуюся возвратнопоступательно, соединенную с толкателем 2, механизмы подачи пластин 3, в которые встроены датчики 4 определения количества пластин (фиг. 5), состоящие из катушек 5 намагничивания сердечников б, являющихся незамкнутыми магнитопроводами и набранными из пластин П-образной формы пермаллоя толщиной 0,1 мм (замыкание магнитных линий сердечника происходит через взятые подавателями пластины) а катушек считывания 7, подающих в схему управления сигнал 50 Гц, при этом амплитуда сигнала зависит от количества пластин, взятых механизмом подачи пластин (если механизм подачи пластин взял несколько пластин, то сигнал по амплитуде увеличивается), пакеты пластин установлены на вибродорожках 8, по направляющим 9 толкатели подают пластину 10 в катушку трансформатора 11. Кроме того, устройство содержит независимые схемы управления механизмами подачи пластин, управляющие присосками независимо один от другого, состоящие из усилителя мощности 12, порогового устройства 13, ждущего мультивибратора 14 с выходным каскадом, содержащим реле 15 и 16, которые управляют схемой взаимного запрета, запрещающей брать присоску одного канала пластину от пакета при взятии присоском другого канала двух или более пластин и состоящей из реле 17 и 18, управления вакуумными присосками 19 и 20. Устройство для набивки сердечников малогабаритных трансформаторов работает следующим образом. Механизм подачи пластин 3, оснащенный вакуумным присоском и датчиком определения количества пластин, берет от пакета пластин, расположенного на вибродорожке 8, пластину 10 и отводит ее от пакета, после чего кладет на направляющую 9, по которой толкатель 2 подает пластину 10 в катущку трансформатора 11. Одновременно с отходом механизма подачи 3 с пластиной (пластинами) от пакета пластин начинается выдержка времени, задаваемая реле времени, необходимая для того, чтобы датчик 4 с пластиной отошел на некоторое расстояние от пакета пластин с целью исключения влияния пакета на датчик. По истечению выдержки времени на выход датчика (к катушке 7 считывания) подключается усилитель мощности 12, пороговое устройство 13 и ждущий мультивибратор 14, который имеет выходной каскад, включающий реле 15 или 16, которые управляют схемой взаимного запрета, связывающей два независимых канала управления датчиками (фиг. 3 и 4) при взятии тем или другим механизмом подачи двух или более пластин после подключения датчика 4 к схеме со считывающей катушкИ 7. Увеличенный по амплитуде сигнал, усиливающийся двухкаскадным усилителем 12, поступает на вход порогового устройства 13, которое срабатывает и запускает ждущий мультивибратор 14, Врезультате чего срабатывает реле 15 или 16.
В цепи питания реле 17 и 18, являющихся реле управления вакуумными присосками 19 и 20, последовательно включены нормально замкнутые контакты реле 15 и 16, при срабатывании которых разрывается цепь питания катушек, в результате чего присоски 19 и 20 обеспечиваются, и происходит сброс пластин с одного механизма подачи и запрет на взятие пластины другому механизму подачи этот запрет действует в течение одного цикла.
Длительность импульса ждущего мультивибратора рассчитана так, чтобы она была равна по времени длительности одного цикла, за который оба механизма подачи должны подавать в каркас катущки по одной пластине.
Изобретение позволяет улучшить качество набивки сердечников трансформаторов и увеличить производительность труда за счет установленных в механизме подачи пластин трансформаторных датчиков определения количества пластин.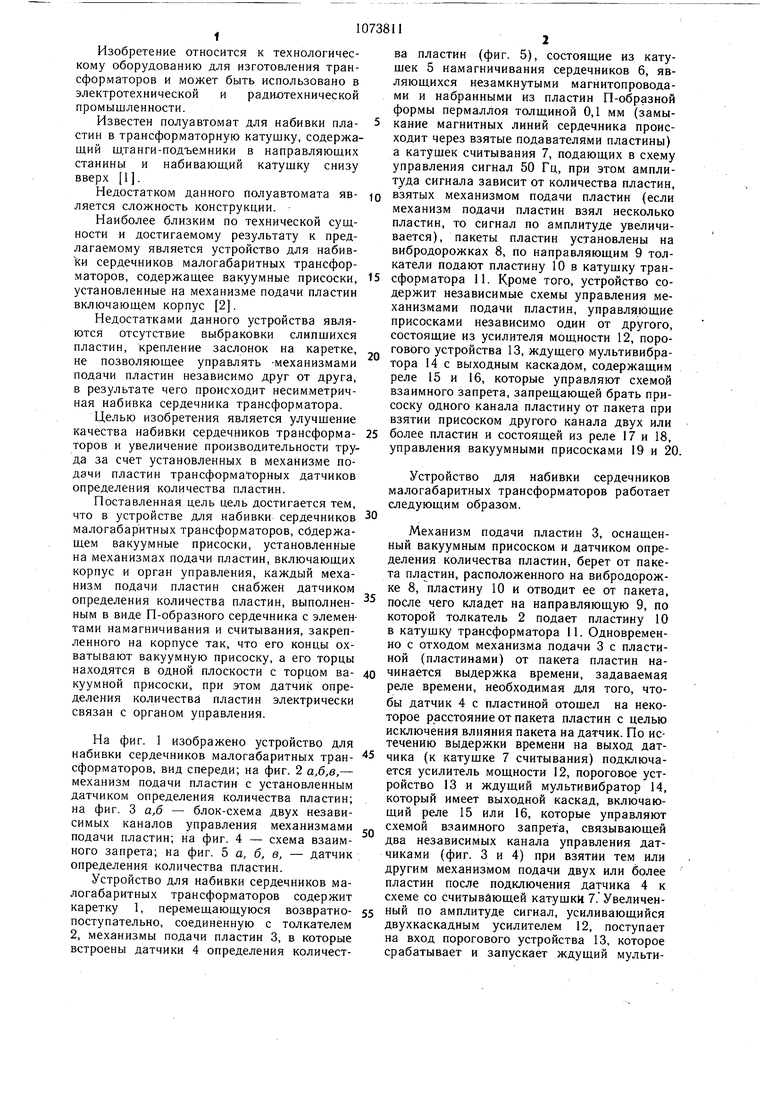
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для набивки сердечников малогабаритных трансформаторов | 1987 |
|
SU1501181A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ ТРАНСФОРМАТОРОВ | 1964 |
|
SU165819A1 |
| Устройство для сортировки деталей | 1991 |
|
SU1787591A1 |
| ОДНОПОЛУПЕРИОДНАЯ СХЕМА ДЛЯ ИСПЫТАНИЯ ЭЛЕКТРОСЧЁТЧИКОВ НА НЕКОНТРОЛИРУЕМЫЙ ОТБОР ЭЛЕКТРОЭНЕРГИИ | 2019 |
|
RU2701448C1 |
| Устройство для дифференциально-фазной защиты | 1982 |
|
SU1113866A1 |
| Полуавтомат для набора сердечников трансформаторов | 1984 |
|
SU1259346A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ' ТРАНСФОРМАТОРОВ | 1967 |
|
SU190444A1 |
| Устройство для регулирования индуктивности | 1989 |
|
SU1661851A1 |
| Устройство для приведения в действие трамвайной стрелки с поезда | 2002 |
|
RU2224675C2 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО ПЕРЕВОДА ТРАМВАЙНОЙ СТРЕЛКИ | 2000 |
|
RU2191126C2 |
УСТРОЙСТВО ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ МАЛОГАБАРИТНБ1Х ТРАНСФОРМАТОРОВ, содержащее вакуумные присоски, установленные на механизмах подачи пластин, включающих корпус и орган управления, отличающееся тем, что, с целью улучщения качества набивки сердечников трансформаторов и увеличения производительности труда, каждый механизм подачи пластин снабжен датчиком определения количества пластин, выполненным в виде UjoQpazHoro сердечника с элементами намагничивания и считывания, закрепленного на корпусе так, что его концы охватывают вакуумную присоску, а его торцы находятся в одной плоскости с торцом вакуумной присоски, при этом датчик электрически связан с органом управления.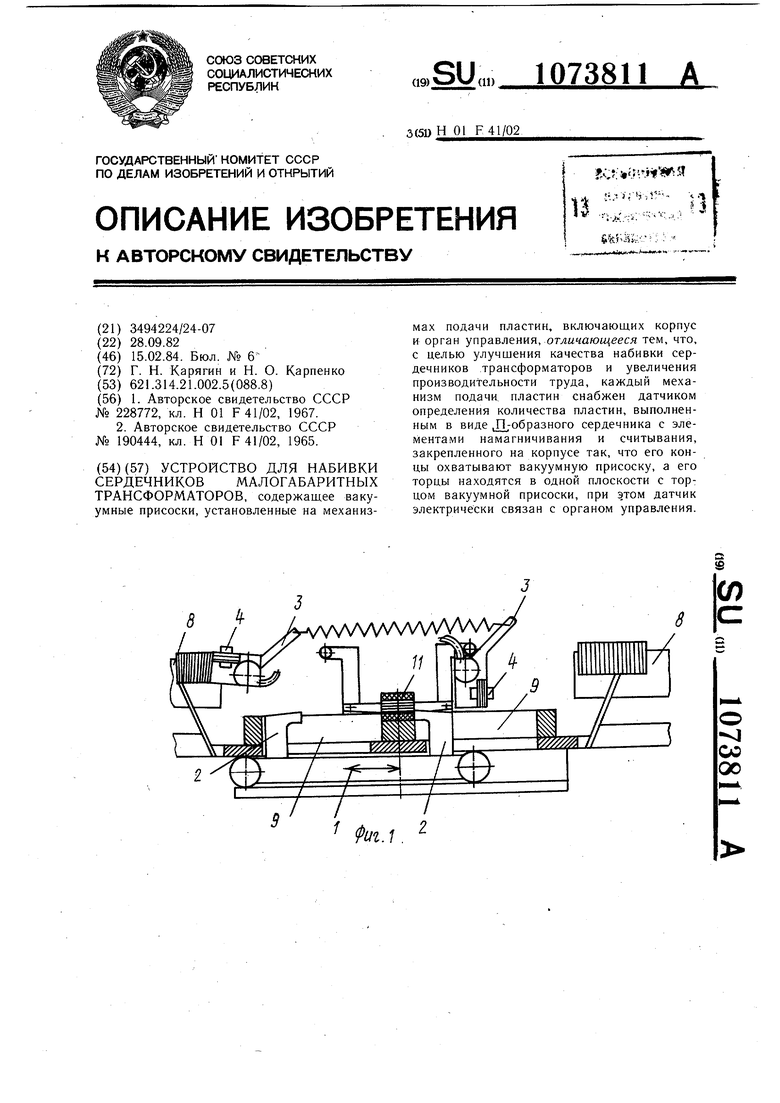
12
п
13
/5
/5 16
/7
Lrn r-fr
ФигЛ
/
a
/
/
NT
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Авторское свидетельство СССР № 228772, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ' ТРАНСФОРМАТОРОВ | 0 |
|
SU190444A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
