Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использоваь:о в электротехнической и радиотехнической нро- мышленности.
Целью изобретения является повьиненис качества сердечников за счет исключе1 ия изогнутых пластин из сердечника.
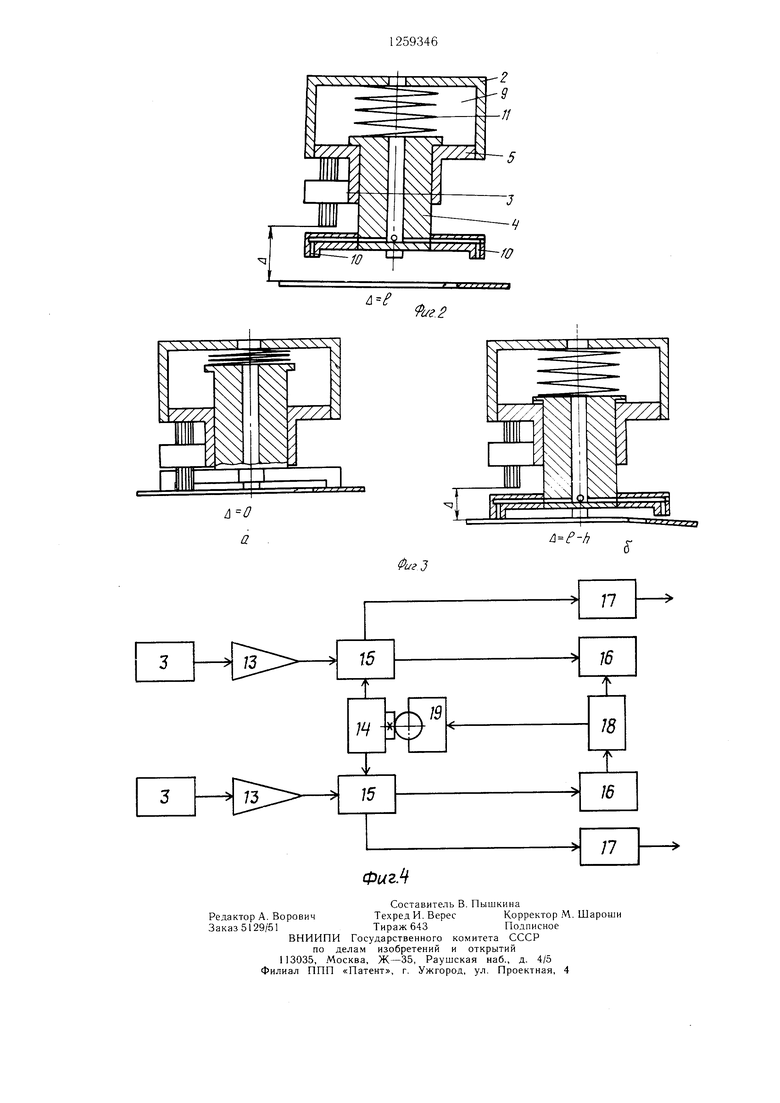
На фиг. 1 схематично изображен полуавтомат для набора сердечников трансформаторов; на фиг. 2 - корпус механизма подачи пластин с фланцем и датчиком он- ред еления количества пластин; на фиг. За,б механизм подачи пластин соответственно с небракованной и бракованной пластинами; на фиг. 4 - схема управления механизмами подачи пластин.
Полуавтомат для набора сердечников трансформаторов (фиг. 1) содержит рычаг i, имеюпдий возможность возвратно-поступательного перемещения, на котором установлены механизмы 2 подачи пластин с датчиком 3 количества пластин и фланцем 4, опирающимся на втулку 5 и предпазначен- ным для взятия пластин 6 с оправки 7 и установки ее в каркас 8.
В корпусе механизма 2 по.;1ачи пластин (фиг. 2а, б) имеется полост;, 9, которая сообщается с атмосферой через отверстия 10 в торце фланца 4. В вакуу.мной полости 9 расположена пружина 11, поджимающая фланец 4 к втулке 5. Рядом с оправкой 7 имеется тара 12 для отбрако1 анных нлас:- тин.
Система управления полуавтоматом (фиг. 3) содержит независимые схемы yiipaB- ления механиз.мами подачи пластин, состоящие из усилителя 13, командоаннарата 14. блока 15 логики, счетчика 16 и злектро- пневмоклапана 17. Счетчики 16 связа1;ы с блоком 18 управления приводом. уг1равля)- щим самим приводом 19.
Полуавтомат для набора сердечников трансформаторов работает следуюнцьм образом.
При включении приво.ча 19 |М)1чаг 1, i-a котором расположены .механизмы 2 ю.мачи пластин с датчиком 3 количества пластин и фланцем 4, начинает движение, при -JTOM один механизм подачи пластин идет к одной из оправок 7 с пластинами 6, а второй к каркасу 8. Механизм подачи пластин подводится к оправке 7, опускается, в это время по сигналу ко.мандоаппарата 14 вк. по- чается электропневмоклапан 17, лоисоска подключается к вакуумной сети и захватывает пластину с оправки. Затем механизм подачи пластин поднимается и начинает движение к каркасу 8.
При нрохождении механизма пол.ачи пластин с пластиной над тарой 12 ко.мандо- аппарат 14, жестко связанный с приводом И), выдает команду на контро.пь нластины в б;1с;к 15 логики. Блок логики подключает к Koirr- ролю пластины датчик 3 количества п;1астин.
5
Отбраковка пластин происходит следую- щи.м образо.м.
Если пластина не гнутая, то она плотно перекрывает все (отверстия 10 фланца 4, разряженность в вакуумной полости 9 увеличивается и фланец 4, преодолевая усилие пружины 11, втягивается в вакуумную полость на величину I и вводит пластину в зону срабатывания датчика 3 количества пластин (4)иг. 2в). Датчик количества пластин через усилитель 13 выдает сигнал в блок 15 ло- Т1КИ о наличии пластины. Блок логики выдает сигнал lia счетчик 6 количества уложенных пластин.
Если пластина гнутая, то она не полностью перекрывает отверстия 10 фланца 4, соответственно разреженность в ваккумной полости 9 уве.личи 5астся на меньн1ую величину, чем при 11о;1ностью перекрытых от- ерстиях 10, (f),naHen 4 втягивает ся в вакуу.м0 ную ПОЛОСТ1) на величину h, ме}1ьшую 1, и ||;1астина не входит в зону срабатывания датчика количества пластин (фиг. 2г). Блок 15 логики сигнала о наличии нластины не получает и выдает си:-на;1 на элект- ропневмокланак 17, который отключает вакуумную сеть от присоски и пластина гтадает li тару 12. В этом случае сигнала на счет- -ложенных пласти на счетчик количества уложенных пластин не поступает.
Независимо от тогч), пластина
Q и;1и нет, .механизм подачи пластин продолжает двигаться, подходит к каркас:у, опус кается, к;1адет пластину, если она не отбракована, поднимается и начинает движение к онравке с нластина.ми. Цикл повторяется. Второй механизм подачи пластин рабоJ тает аналогично нервому. Укладка пластин па каркасе 8 происходит поочередно с обеих )авок 7. При достижении заданного количества уложенных пластин счетчик 16 подает сигна.1 на блок 18 уг1)авления приводом, который при наличии сигналов
0 со всех счетчиков гггк. почает привод 19.
Формула изобретения
lo;iy автомат для набора сердечников трансформаторов, содержащий механизм подачи пластин, )ia котором установлены вакуумные присоски, включаю1иие котпус, со- обпшюн ийся с пнев.мосистемой, и датчики определения ко.аичества н;1астин, установленные на к(1рнусах присосок и электрически связанные с орг аном унрав:1ения, отличающийся тем, что, с целью нозьпиения качества сердечников путем иск.лючения из сер- ,чечника изоп утых нластин, каждая вакуу.м- чая присоска снабжена подпружиненны.м
ИГРОКОМ, установленным в Koprrv ce и несущи.м ;ia свободном конце ({сланец, при этом HITOK и (|)ланец выполпены с отверс .-иями для со- ()б|цения с пневмосистемой.
ФигМ
Составитель В. Пышкяна
Редактор А. ВоровичТехред И. ВересКорректор М. Шароши
Заказ 5129/51Тираж 643Подписное
ВНИИПИ Государствениого комитета СССР
по делам изобретений и открытий
113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП «Патент, г. Ужгород, ул. Проектная, 4
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для укладки штучных изделий в тару | 1982 |
|
SU1027082A1 |
| Устройство для набивки сердечников малогабаритных трансформаторов | 1982 |
|
SU1073811A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1986 |
|
SU1399827A1 |
| Полуавтомат для сборки пластинчатых магнитопроводов трансформаторов | 1983 |
|
SU1176395A1 |
| Устройство для укладки упаковок в тару | 1985 |
|
SU1504166A1 |
| Устройство для извлечения изделий из тары | 1984 |
|
SU1244032A1 |
| Устройство для перекладки яиц | 1984 |
|
SU1230924A1 |
| Устройство для подачи специй в консервную тару | 1990 |
|
SU1717483A1 |
| КОМПЛЕКСНО-МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ТРАНЗИСТОРОВ | 1969 |
|
SU254662A1 |
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ ТРАНСФОРМАТОРОВ | 1964 |
|
SU165819A1 |
Изобретение относится к технологическому оборудованию для изготовления трансформаторов и может быть использовано в электротехнической и радиотехнической промышленности. Цель изобретения состоит в повышении качества сердечников путем исключения из сердечника изогнутых пластин. Полуавтомат содержит рычаг 1, имеющий возможность возвратно-поступательного перемешения, на котором установлены механизмы 2 подачи пластин 6 с датчиком 3 ко- .личества пластин 6 и фланцем 4, опирающимся на втулку и предназначенным для взятия пластины 6 с оправки 7 и установки ее в каркас. В корпусе механизма 2 подачи пластин имеется полость, которая сообщается с атмосферой через отверс- tия в торце фланца 4, выполняющие роль присосок для захвата пластин. В вакуумной полости расположена пружина, поджимающая фланец 4 к втулке. В случае, когда пластина гнутая, она не полностью перекрывает отверстия присосок и пластина не входит в зону срабатывания датчика количества пластин, вследствие чего пластина отбраковывается 4 ил. SS (Л и to сд ;о оо О5 Фиг.1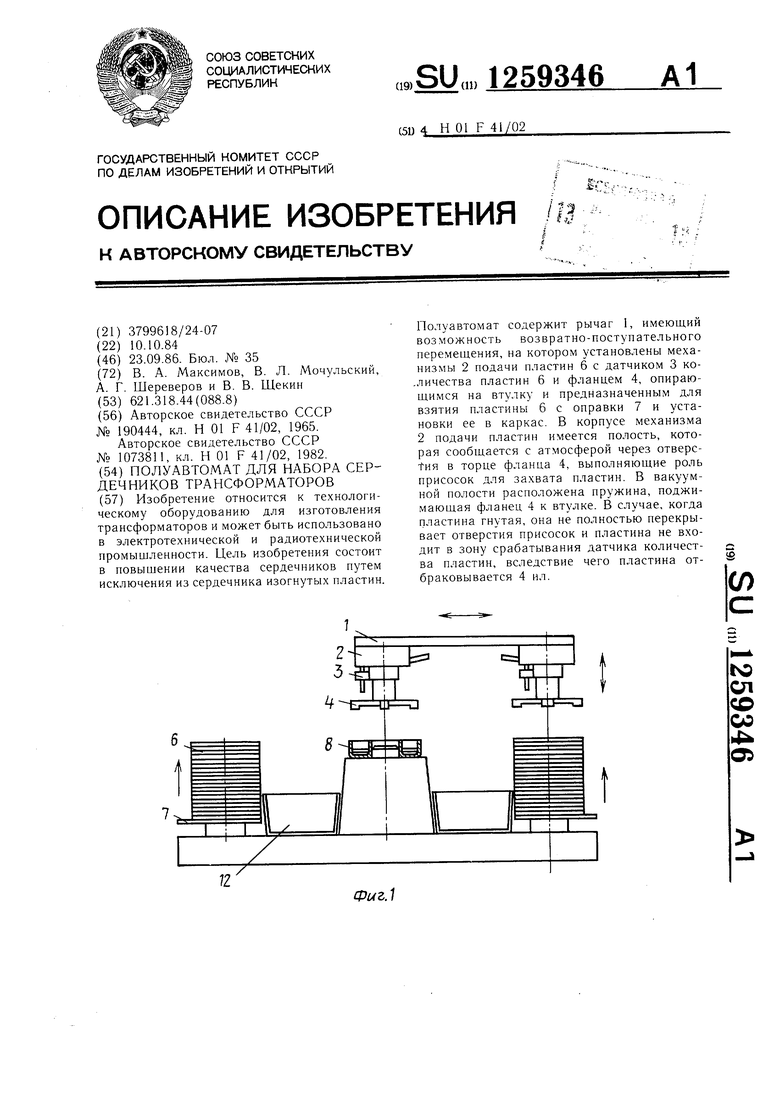
| ПОЛУАВТОМАТ ДЛЯ НАБИВКИ СЕРДЕЧНИКОВ' ТРАНСФОРМАТОРОВ | 0 |
|
SU190444A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для набивки сердечников малогабаритных трансформаторов | 1982 |
|
SU1073811A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
