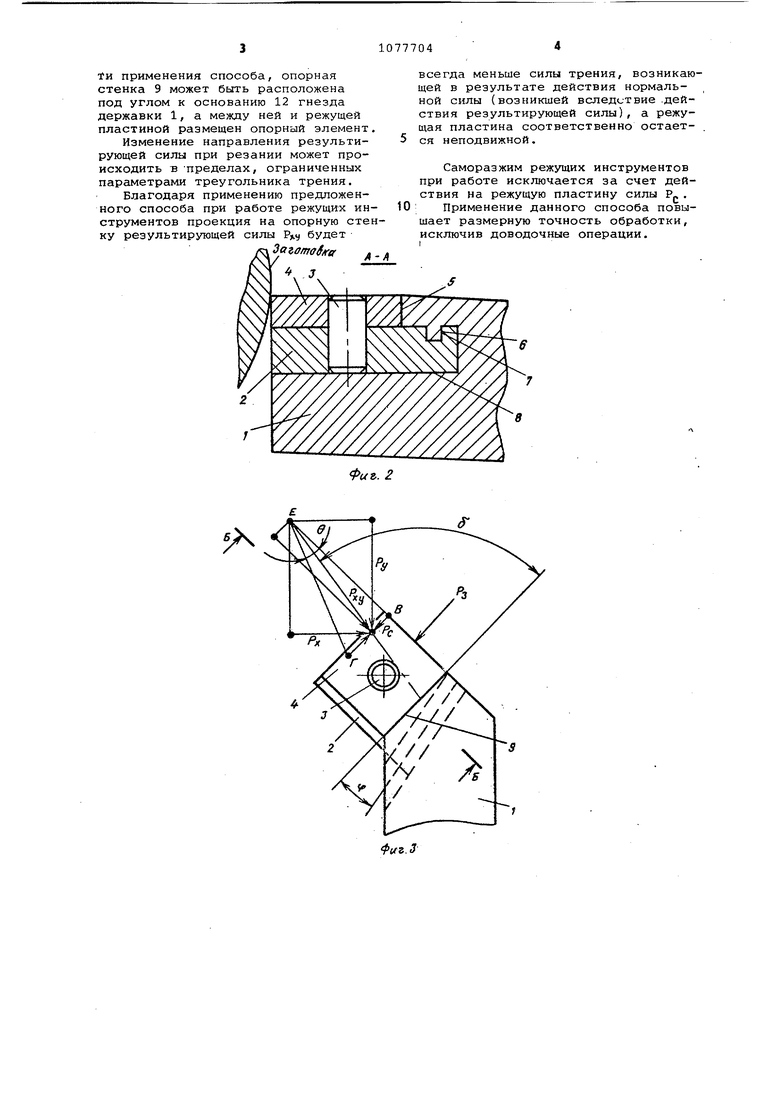
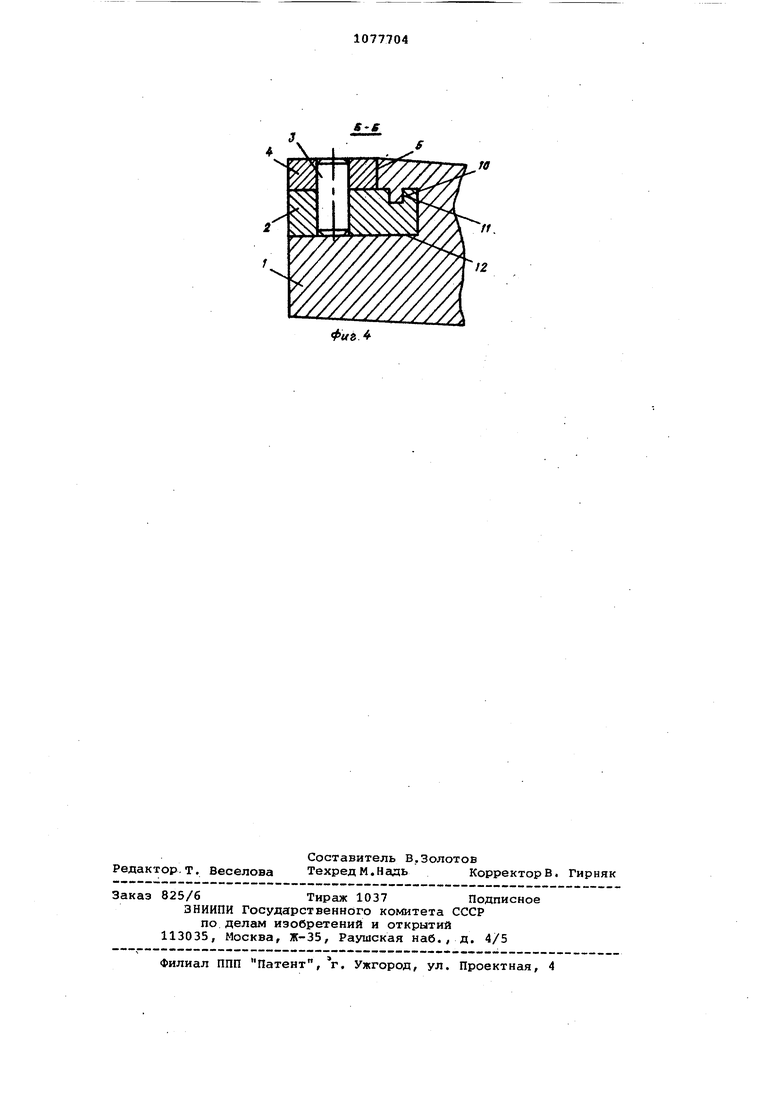
Изобретение относится к способам обработки. Известен способ обработки загото ки режущим инструментом, оснащенным державкой с опорной стенкой и самоэажимающимся механизмом крепления режущей пластины, размещенной на подвижном элементе, установленном в гнезде державки, заключаквдийся в расположении опорной стенки державки параллельно направлению подачиГ1 Однако данный способ не обеспечивает высокую точность обработки, так как возможно смещение (дожим) режущей пластины при ее фиксации самозажимающимся механизмом под действием сил резания. Целью изобретения является повышение точности обработки путем искл чения влияния на нее смещения (дожима) режущей пластины.. Поставленная цель достигается тем, что согласно способу обработки заготовки режущим инструментом, оснащенным державкой с опорной стенкой и самозажимающимся механизмом крепления режущей пластины, определяют величину и направление результирующего вектора осевой и радиальной составляющих силы резания и располагают опорную стенку державки таким образом, чтобы указанный вектор пересекал площадь, об разованную контуром фигуры трения опорной стенки державки о контактирующий с ней элемент самозажимающегося механизма. На фиг. 1 изображен режущий инст румент (резец ) с самозажимающимся механизмом крепления и дуговой опор ной стенкой державки; на фиг. 2 разрез А-Л на фиг. 1; на фиг. 3 -j режущий инструмент с самозажимающим ся механизмом крепления и плоской опорной стенкой державки,- на фиг. 4 - разрез Б-Б на фиг. 3. Режущий инструменты состоят из державки 1, подвижного элемента 2, штифта 3 и режущей пластины 4. Режущий инструмент на фиг. 1 и 2 снабжен державкой 1, имеющей дуговую опорную стенку 5 и выступ 6. Ду говая опорная стенка 5 имеет радиус RC и центр- в точке О. Дуговой выступ 6 имеет радиус R и центр в. точке Oj,. Подвижной элемент 2 этого режущего инструмента выполнен с дуговым пазом 7, имеющим радиус Rp и центр в точке Ofj. Штифт 3 расположё в отверстии подвижного элемента 2. Режущая пластина 4 выполнена с дуговыми боковыми поверхностями ВГ,; ГД, ДЗ, имеющими радиус Rj.. . При использовании этого режущего инструмента его установка и последующая обработка ведутся в следующе :1оследовательности. Определяются осевая Р, и радиальная Р, составляЪщие силы резания (экспериментальным или расчетным путем). Затем определяется направление результатирующей силы Pj, указанных двух составляющих, Опорную .стенку 5 державки 1 располагают таким образом относительно результирующей силы Pj, что последняя пересекает круг (фигуру) трения опорной стенки державки о контактирующую с ней . ущую пластину. Круг трения (фиг,1) имеет радиус Н и центр в точке О,и определяется по формуле к с- s® . где б - угол трения опорной стенки 5 о контактирующую с ней деталь . Радиус круга трения R обычно не превышает 0,2R(.. Для увеличения радиуса круга трения R и соответственно расширения области применения предложенного способа дуговая опорная стенка 5 может быть выполнена конической (под углом к основанию 8 гнезда державки 1), а между ней и режущей пластиной размещен опорный элемент. Изменение направления результирующей силы при резании может происходить в пределах, ограниченных диаметром круга трения. Режущий инструмент на фиг. 3 и 4 имеет плоскую опорную стенку 9 и прямой выступ 10. Подвижной элемент выполнен с пазом 11 (прямым) и расположен на основании 12 гнезда дер- i жавки 1. Штифт 3 размещен в отверстиях подвижного элемента 2 и режущей пластины 4. Опорная стенка 9 расположена под углом V к выступу 10 державки 1 и пазу 11 подвижного элемента 2. Зажим всех деталей режущего инструмента осуществляется путем надавливания на режущую пластину в направлении силы РЗ. При использовании этого режущего инструмента его установка и последующая обработка ведутся в следующей последовательности. Определяется осевая Р и радиальная Р, составляющие силы резания. Затем определяется направление результирующей силы Р указанных двух составляющих, т.е. определяется угол сЛ. Наконец опорную стенку 9 державки 1 располагают таким образом, чтобы результирующая сила Р пересекала треугольник (фигуру) трения ЕВГ опорной стенки державки о контактирующую с ней режущую пластину. С целью увеличения угла трения 8 при вершине треугольника трения ,и соответственно расширения обласtK применения способа, опорная стенка 9 может быть расположена под углом к основанию 12 гнезда державки 1, а между ней и режущей пластиной размещен опорный элемент Изменение направления результирующей силы при резании может происходить в -пределах, ограниченных параметрами треугольника трения. Благодаря применению предложенного способа при работе режущих ин струментов проекция на опорную сте ку результирующей силы будет . SazomoS/ftr
Фиг. 2 всегда меньше силы трения, возникающей в результате действия нормальной силы (возникшей вследствие .действия результирующей силы), а режущая пластина соответственно остается неподвижной. Саморазжим режущих инструментов при работе исключается за счет действия На режущую пластину силы Р. Применение данного способа повышает размерную точность обработки, исключив доводочные операции,
Фи
та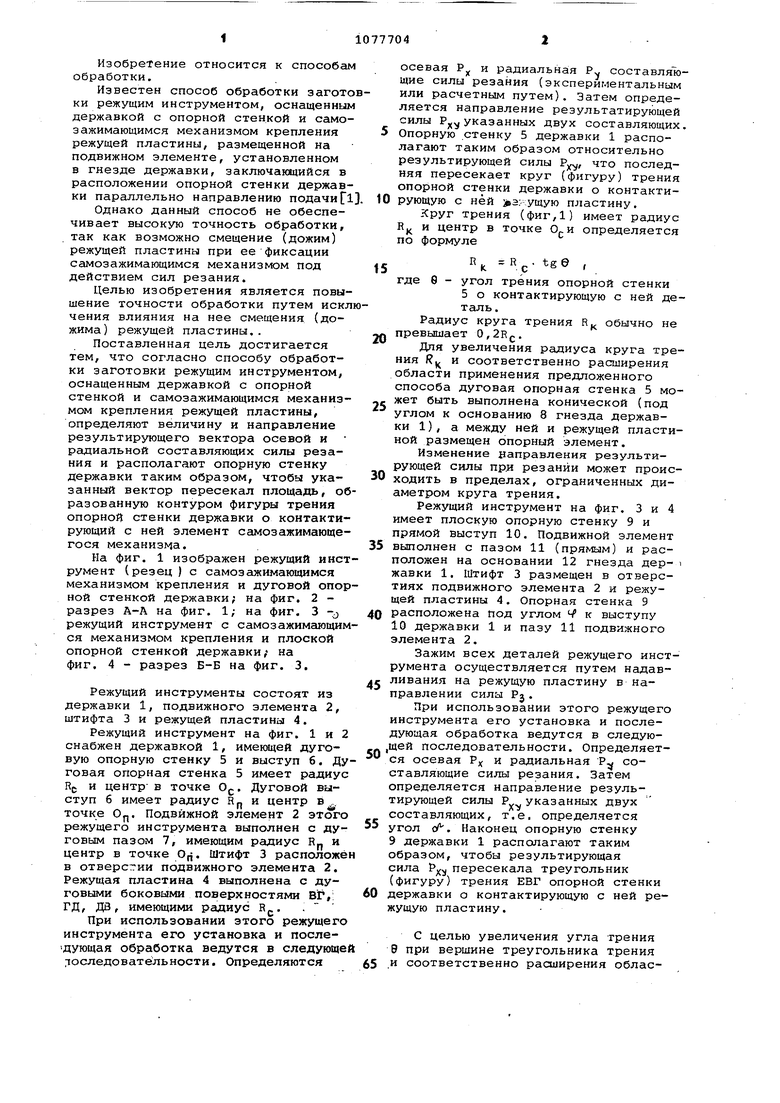
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ закрепления режущего инструмента | 1986 |
|
SU1373472A1 |
| РЕЖУЩАЯ ПЛАСТИНА | 2005 |
|
RU2285589C2 |
| РЕЖУЩАЯ ПЛАСТИНА | 2000 |
|
RU2233731C2 |
| Режущая пластина | 1987 |
|
SU1692746A1 |
| Режущий инструмент | 1978 |
|
SU772732A1 |
| Режущий инструмент | 1985 |
|
SU1301568A2 |
| СБОРНЫЙ ОТРЕЗНОЙ РЕЗЕЦ И РЕЖУЩИЕ ПЛАСТИНЫ К НЕМУ | 2007 |
|
RU2366542C2 |
| Режущий инструмент | 1983 |
|
SU1122434A1 |
| Режущий инструмент | 1990 |
|
SU1764845A2 |
| СПОСОБ ОБРАБОТКИ РЕЗАНИЕМ И РЕЖУЩИЙ ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2514243C1 |
СПОСОБ ОБРАБОТКИ заготовки режущим инструментом, оснащенным державкой с опорной стенкой и самозажимающимся механизмом крепления режущей пластины, отличающийся тем, что, с целью повышения точности обработки путем исключения смещения режущей пластины, определяют величину и направление результирующего вектора осевой и радиальной составляющих силы резания и располагают опорную стенку (Державки таким образом, чтобы указанный вектор пересекал площадь. Образованную контуром фигуры тре- . ния опорной стенки державки о контактирующий с ней элемент самозажимающегося механизма. 3otzamottfof
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ установки резца | 1979 |
|
SU795721A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
