Изобретение относится к обработке металлов на металлорежущих станках и может быть использовано при обработке труднообрабатываемых материалов, в частности специальных сталей, алюминиевых, титановых сплавов и других материалов.
Известен способ обработки фасонных поверхностей точением. В известном способе для повышения производительности обработки и повышения качества поверхностного слоя обработанной поверхности, а также снижения интенсивности износа инструмента стабилизацию температуры осуществляют изменением главного угла резания в плане путем поворота резца вокруг оси, проходящей через центр радиусного участка при его вершине, при этом резец могут поворачивать вместе с верхним суппортом станка (патент РФ на изобретение №2266175, опубл. 20.07.2005 г.).
Недостатком данного способа являются значительная деформация срезаемого слоя из-за стесненного схода стружки в направлении центра кривизны режущей кромки и большие удельные силы резания, действующие на кромку, расположенную по нормали к направлению скорости резания. Вследствие этого процесс резания протекает при больших энергетических затратах, а инструмент обладает невысокой стойкостью особенно при резании труднообрабатываемых материалов.
Известен способ обработки, при котором заготовке и инструменту предоставляют относительное движение формообразования, а подачу резца осуществляют дискретно, причем в каждом цикле после перемещения резца в направлении движения подачи и после срезания слоя металла первого прохода его дополнительно перемещают на заранее фиксированную величину, причем дополнительное перемещение осуществляют путем винтового поворота режущей пластины резца, вокруг вертикальной оси в направлении врезания вершины в припуск (патент UA №11733, опубл. 15.01.2006 г.).
Недостатком данного способа является большая силовая нагрузка на режущую кромку, снижающая стойкость резца особенно при резании труднообрабатываемых материалов. Кроме того, дискретность подачи сопровождается снижением качества обработанной поверхности.
Известен режущий инструмент, который содержит корпус, режущую и опорную пластины, имеющие ось симметрии, и средство крепления режущей пластины на корпусе. При этом режущая пластина имеет переднюю поверхность, противолежащую ей нижнюю опорную поверхность и боковые опорные поверхности и установлена и закреплена на опорной пластине в гнезде, ограниченном нижней опорной стенкой, расположенной на корпусе, и боковыми опорными стенками, выполненными на расположенном над нижней опорной стенкой опорном элементе, соединенном с корпусом, и взаимодействующими с боковыми опорными поверхностями режущей пластины. Опорная пластина имеет нижнюю опорную поверхность, взаимодействующую с нижней опорной стенкой гнезда, верхнюю опорную поверхность, взаимодействующую с нижней опорной поверхностью режущей пластины, и боковые поверхности, расположенные между ними. Для повышения стойкости за счет уменьшения вибраций при резании верхняя опорная поверхность опорной пластины выполнена конической с осью, расположенной перпендикулярно к нижней опорной поверхности опорной пластины и смещенной от ее центра симметрии, при установке в гнезде ось упомянутой конической поверхности расположена между центром симметрии режущей пластины и вершиной угла, образованного боковыми опорными стенками опорного элемента (патент РФ №2380197, опубл. 27.01.2010 г.).
Наиболее близким техническим решением является режущий инструмент, содержащий корпус, в котором наклонно установлен режущий элемент в виде пластины с параллельными базовыми поверхностями, и боковыми поверхностями, содержащий лезвия, которые образуют вершины (патент РФ на полезную модель №87377, опубл. 10.10.2009 г.) - прототип. Способ обработки резанием включает движение инструмента с установленным в гнезде его корпуса режущим элементом, имеющим режущее лезвие, относительно обрабатываемой детали в направлении главного движения и продольную подачу инструмента.
Техническая задача заявляемого изобретения - повышение стойкости инструмента при резании труднообрабатываемых материалов и повышение качества обработки.
Техническая задача достигается тем, что способ обработки резанием включает движение инструмента с установленным в гнезде его корпуса режущим элементом, имеющим режущее лезвие, относительно обрабатываемой детали в направлении главного движения и продольную подачу инструмента, при этом обработку осуществляют режущим элементом с углом заострения режущего лезвия в пределах β0=60-90°, установленным в гнезде с обеспечением его поворота на угол η=30-60° относительно вектора скорости резания в плоскости главного движения, на угол τ=5-60° в плоскости подач в сторону, противоположную направлению подачи и поворота на угол ρ=1-30° вокруг его продольной оси против часовой стрелки в сторону уменьшения главного заднего угла режущего лезвия. Режущий элемент может быть выполнен в виде режущей пластины или режущего стержня.
Сравнение заявляемого способа с прототипом показывает, что он отличается следующими признаками:
- режущий элемент устанавливают по нормали к обрабатываемой поверхности и поворачивают вокруг его вершины на угол η=30-60° относительно вектора скорости резания в плоскости главного движения;
- режущий элемент поворачивают на угол τ=5-60° в плоскости подач, в сторону, противоположную направлению подачи;
- режущий элемент поворачивают на угол ρ=1-30° вокруг ее продольной оси против часовой стрелки в сторону уменьшения главного заднего угла лезвия;
- угол заострения режущего элемента принимают в пределах β0=60-90°.
Сравнение заявляемого способа с прототипом позволяет сделать вывод о соответствии его критерию «новизна».
Техническая задача также достигается тем, что режущий инструмент содержит корпус, в гнезде которого наклонно установлен режущий элемент по меньшей мере с одним лезвием и по меньшей мере одной вершиной, отличающийся тем, что режущий элемент установлен с поворотом вокруг его вершины на угол η=30-60° относительно вектора скорости резания в плоскости главного движения, повернут на угол τ=5-60° в плоскости подач в сторону, противоположную направлению подачи, и повернут на угол ρ=1-30°, вокруг продольной оси против часовой стрелки в сторону уменьшения главного заднего угла лезвия, а угол заострения лезвия составляет β0=60-90°. Режущий элемент может быть выполнен в виде режущей пластины или режущего стержня. Режущий инструмент может быть выполнен в виде фрезы с режущими элементами.
Сравнение заявляемого технического решения с прототипом показывает, что оно отличается следующими признаками
- режущий элемент установлен с поворотом вокруг его вершины на угол η=30-60° относительно вектора скорости резания в плоскости главного движения;
- повернут на угол τ=5-60° в плоскости подач в сторону, противоположную направлению подачи;
- и повернут на угол ρ=1-30° вокруг продольной оси против часовой стрелки, в сторону уменьшения главного заднего угла лезвия;
- угол заострения режущего элемента составляет β0=60-90°.
Поэтому можно предположить, что заявляемый режущий инструмент соответствует критерию «новизна».
Объединение двух технических решений в одной заявке обосновывается тем, что решения обладают единым изобретательским замыслом, что подтверждается испытаниями заявляемого способа и инструмента.
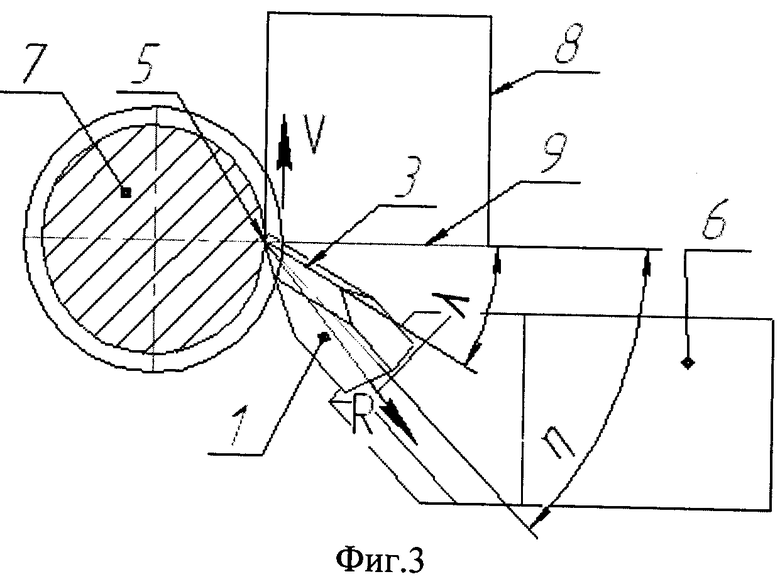
Заявляемый способ и предназначенный для этого инструмент обеспечивает такую силовую схему, при которой направление действия результирующей силы резания R (фиг.3) максимально приближено к направлению продольной оси режущего элемента, обеспечивая максимальную жесткость и виброустойчивость инструмента, что приводит к повышению стойкости инструмента при резании труднообрабатываемых материалов и повышению качества обработки. Кроме того, заявляемая совокупность признаков не выявлена в результате проведения патентно-информационных исследований, поэтому можно сделать вывод, что заявляемый способ соответствует критерию «изобретательский уровень».
Заявляемые технические решения реализованы на известном металлорежущем оборудовании, поэтому они соответствует критерию «промышленная применимость».
На фиг.1 показана схема установки режущей пластины при обработке резанием;
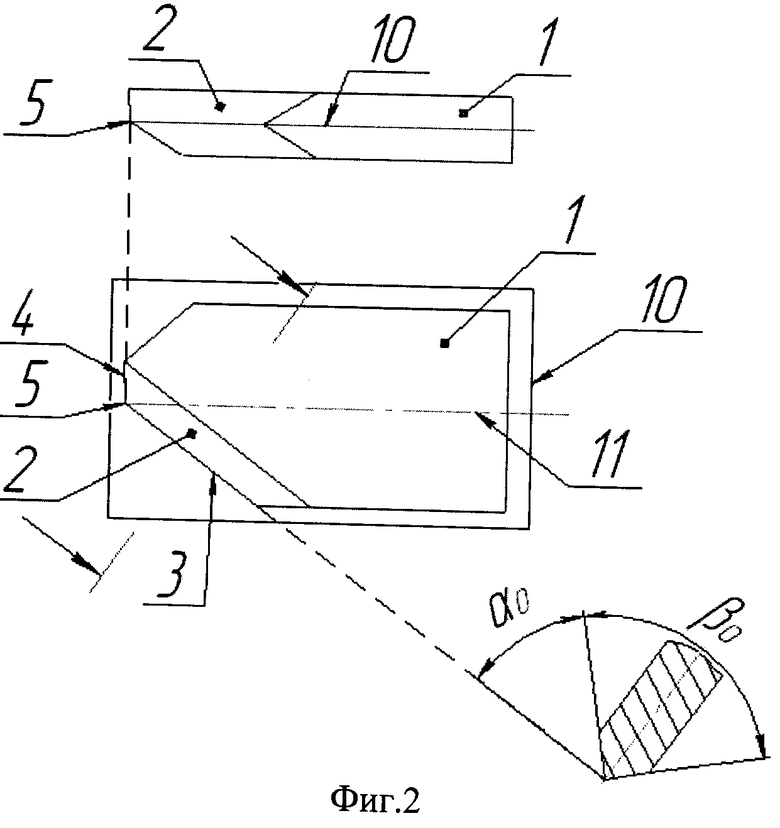
фиг.2 - исходные геометрические параметры режущей пластины;
фиг.3 - схема установки режущей пластины (вид А слева на фиг.1);
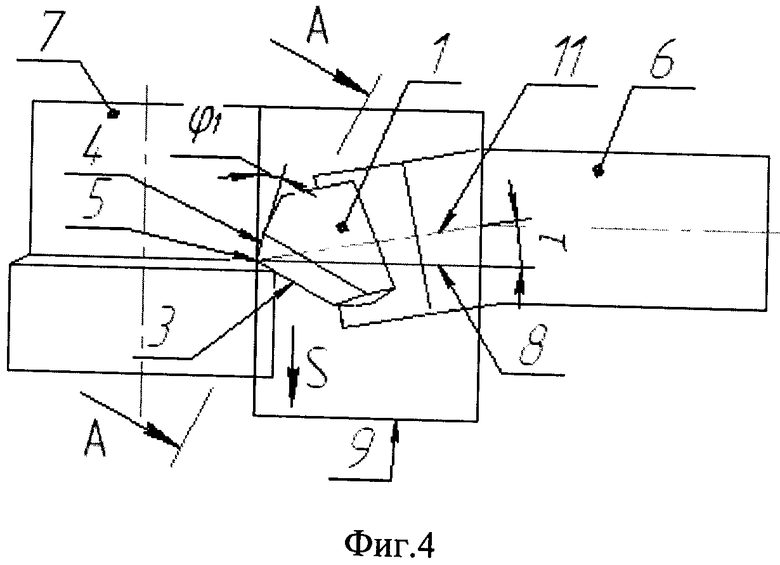
фиг.4 - схема установки режущей пластины (вид сверху на фиг.1);
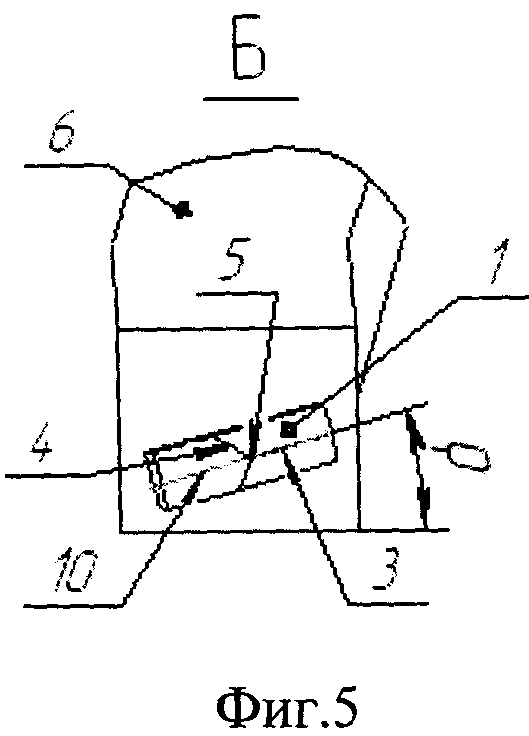
фиг.5 - схема установки режущей пластины (вид Б на фиг.1);
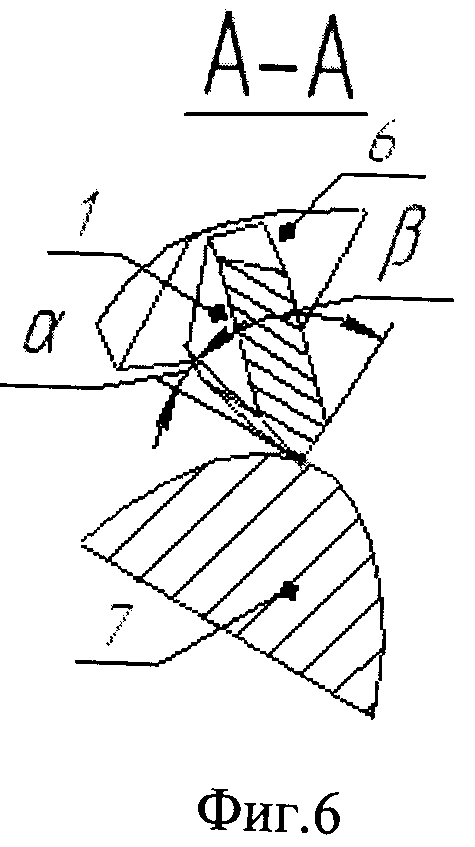
фиг.6 - геометрические параметры режущей пластины в разрезе А-А (фиг.4);
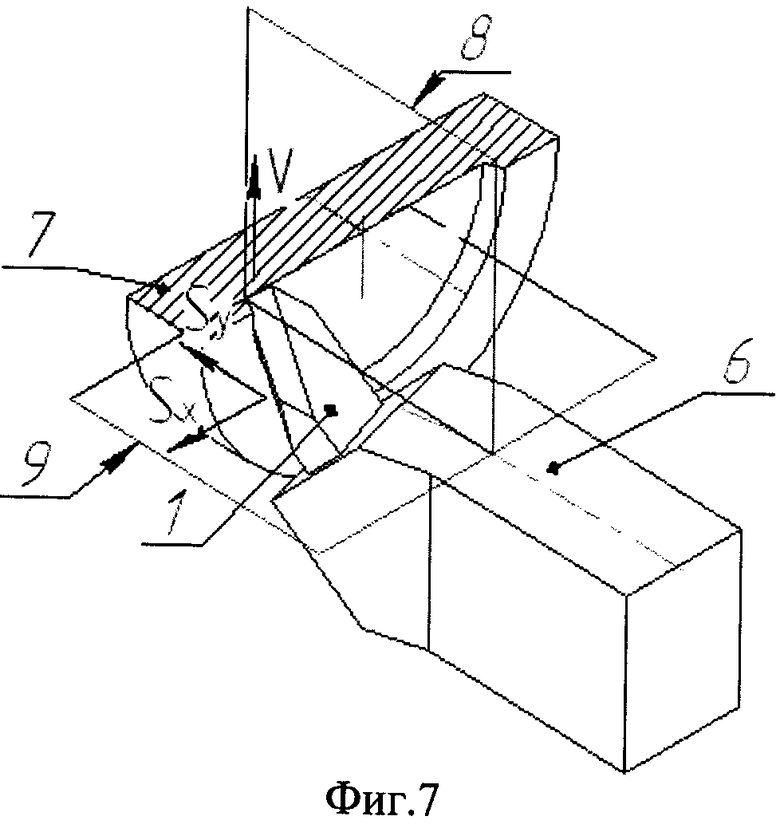
фиг.7 - схема движений режущего инструмента при различных видах обработки;
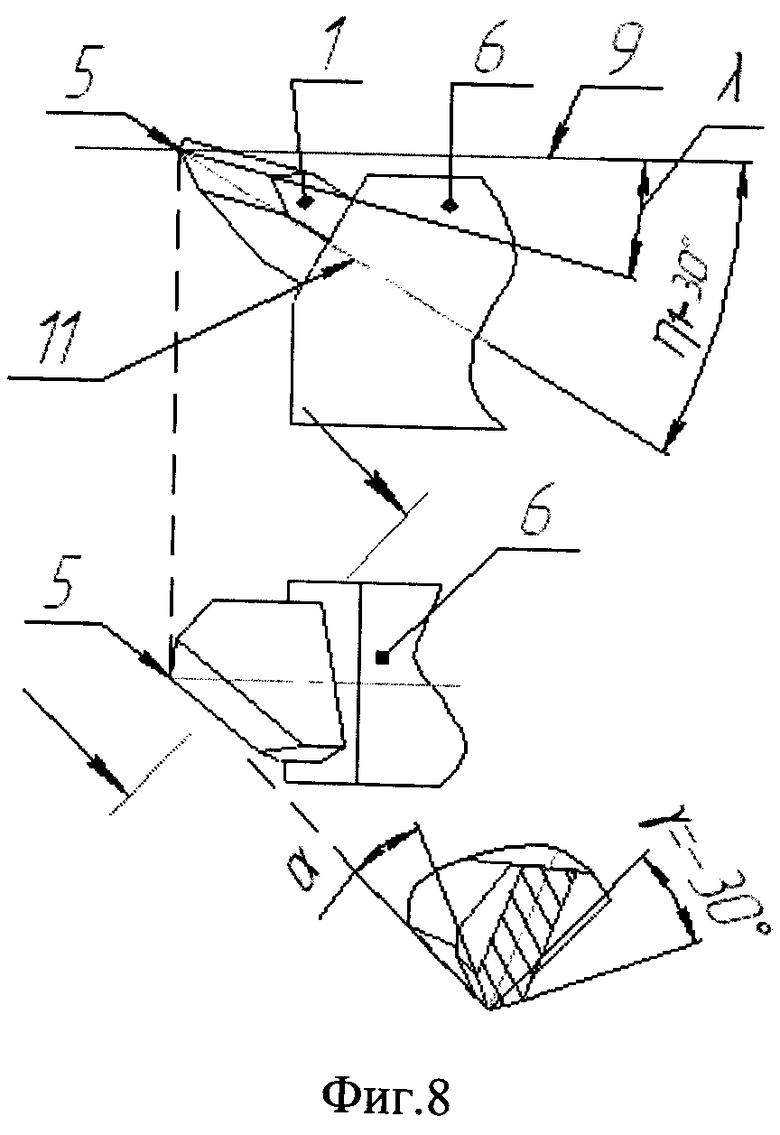
фиг.8 - геометрические параметры режущей пластины при установке с углом наклона η=30°;
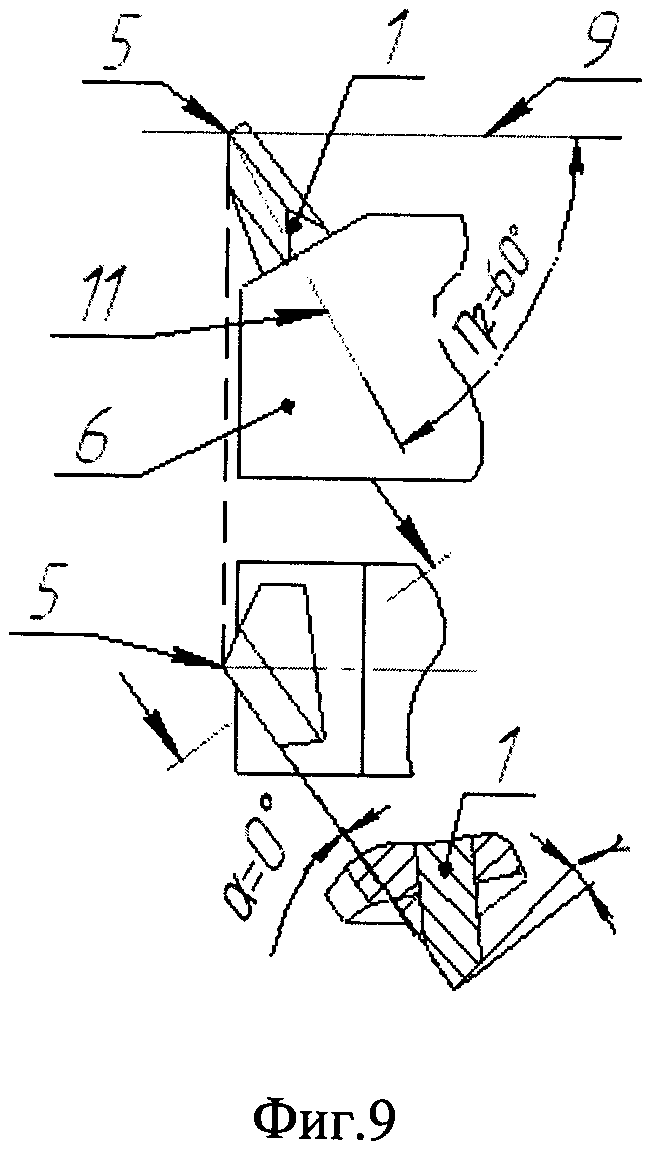
фиг.9 - геометрические параметры режущей пластины при установке с углом наклона η=60°;
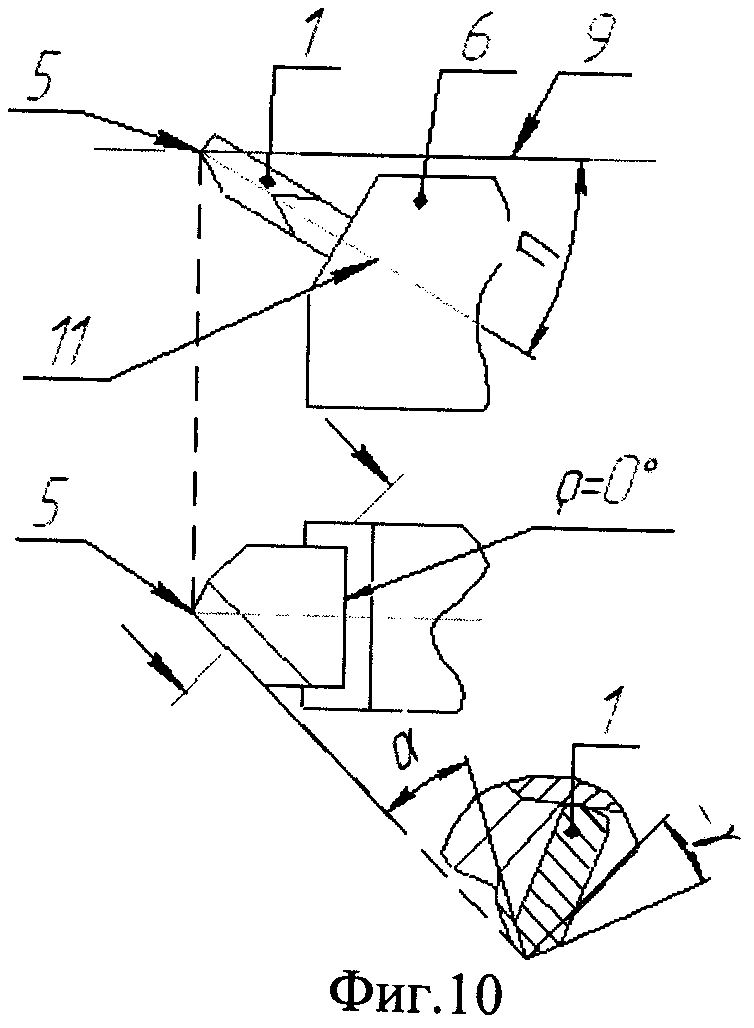
фиг.10 - геометрические параметры режущей пластины при установке с углом поворота ρ=5°;
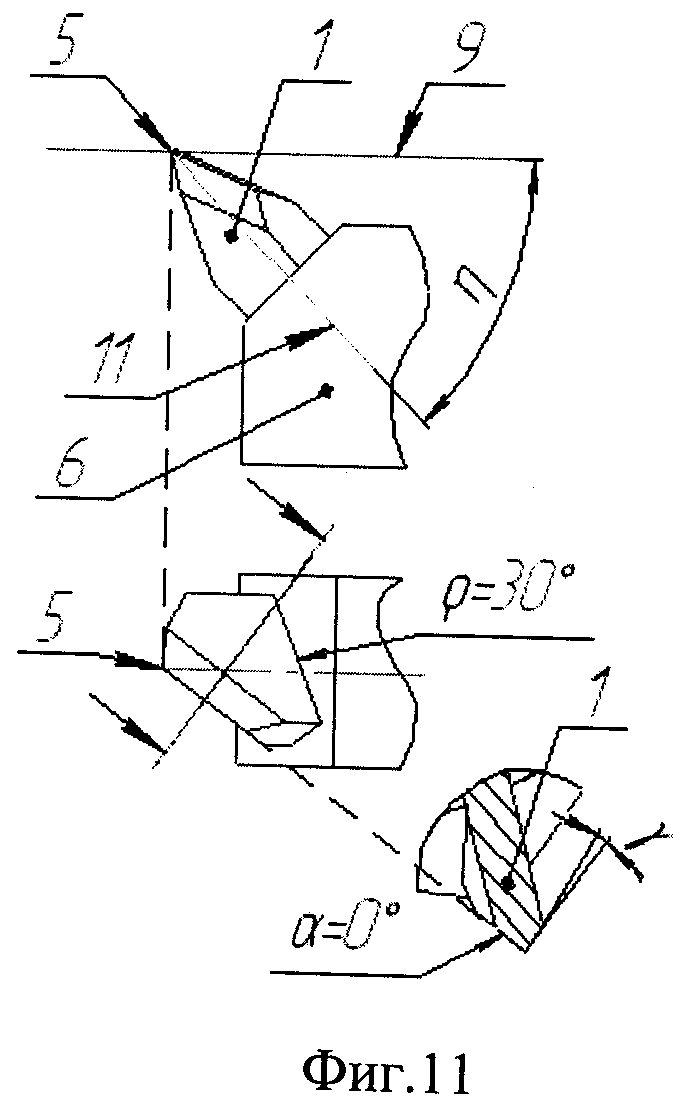
фиг.11 - то же при установке режущей пластины с углом поворота ρ=30°;
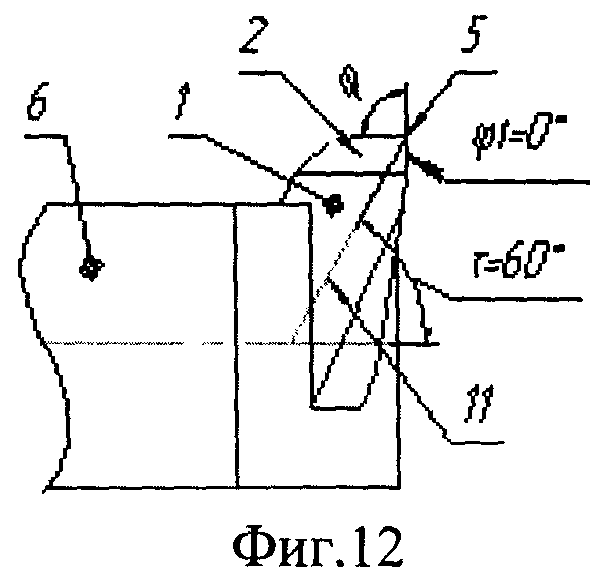
фиг.12 - геометрические параметры при установке режущей пластины с углом поворота τ=5°;
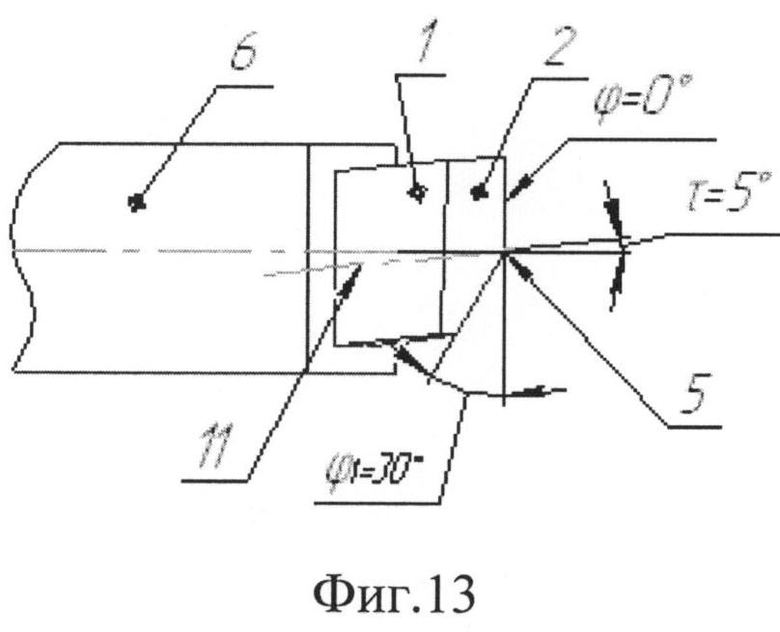
фиг.13 - геометрические параметры режущей пластины при установке с углом поворота τ=30°;
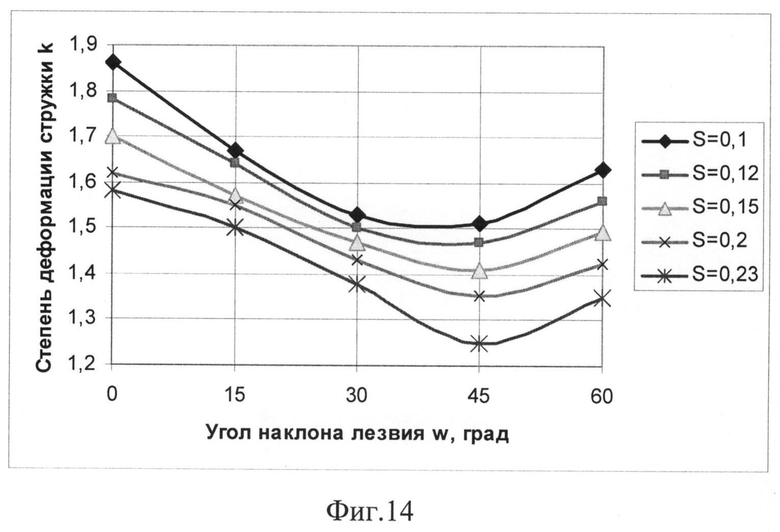
фиг.14 - зависимость степени деформации стружки от угла наклона η режущей пластины при точении высокопрочной закаленной стали ЭИ643;
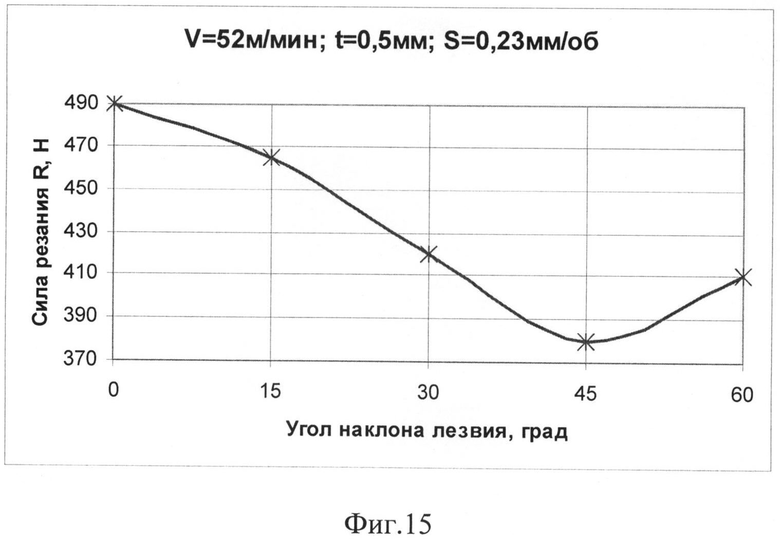
фиг.15 - зависимость сил резания от угла наклона η режущей пластины при точении высокопрочной закаленной стали ЭИ643;
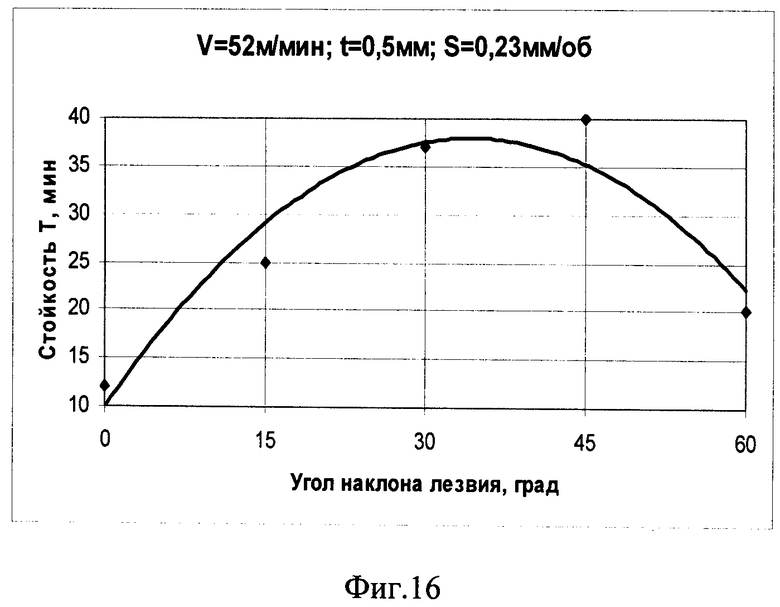
фиг.16 -зависимость стойкости лезвия от угла наклона η режущей пластины при точении высокопрочной закаленной стали ЭИ643;
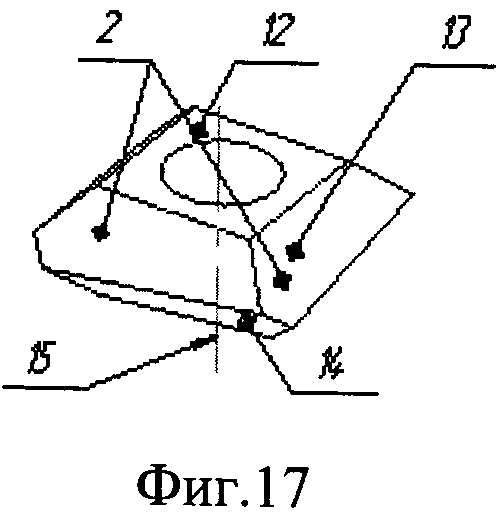
фиг.17 - четырехлезвийная пластина косоугольного резания;
фиг.18 - установка пластины косоугольного резания в державке резца;
фиг.19 - то же (вид слева);
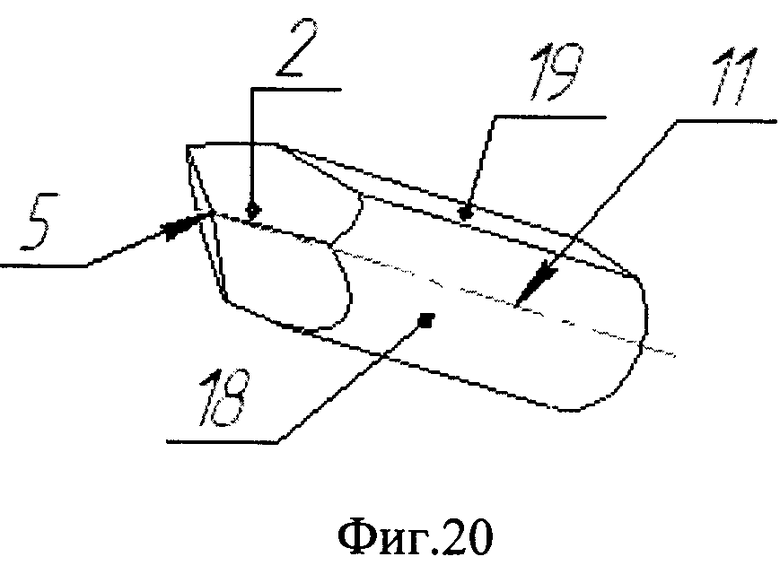
фиг.20 - режущий стержень с одним лезвием;
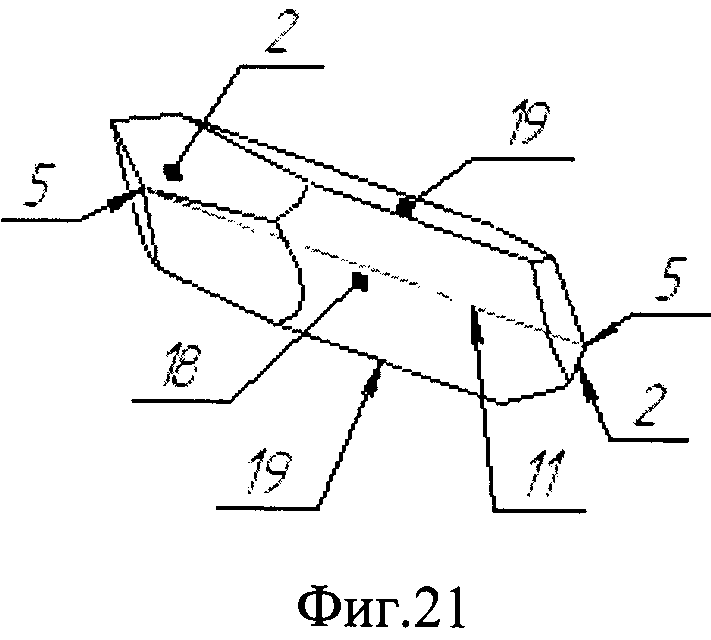
фиг.21 - то же с двумя лезвиями;
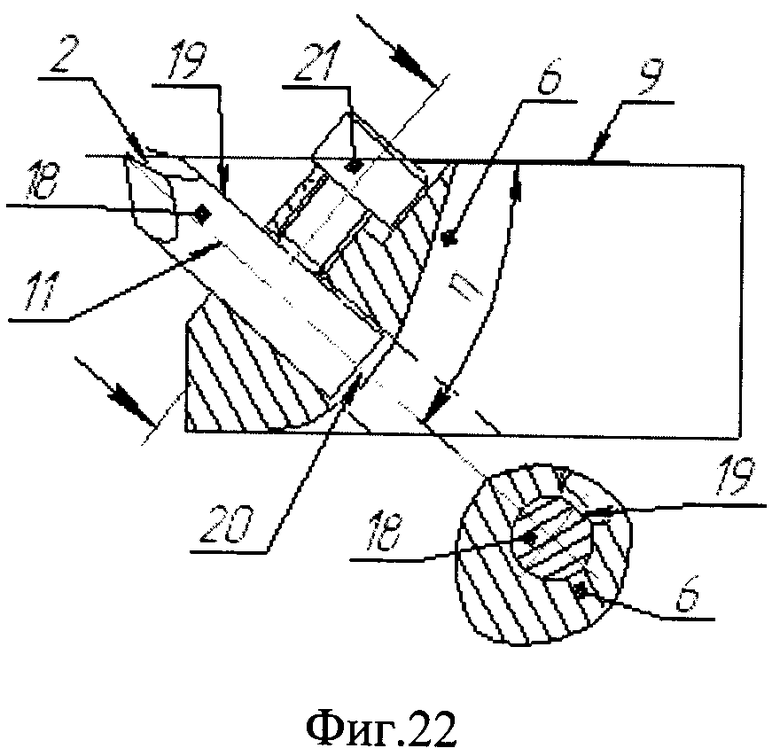
фиг.22 - резец с режущим стержнем;
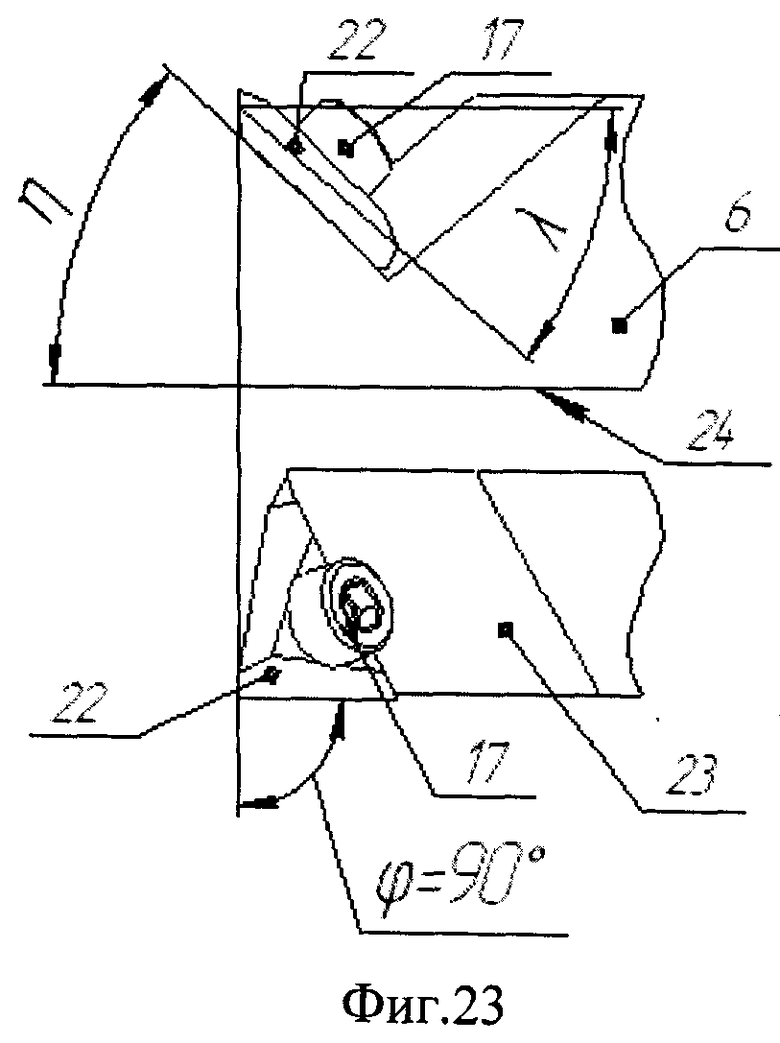
фиг.23 - резец упорный с трехлезвийной пластиной
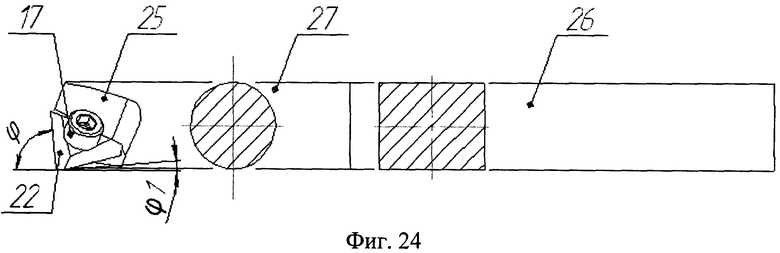
фиг.24 - резец расточной с трехлезвийной пластиной (вид сверху)
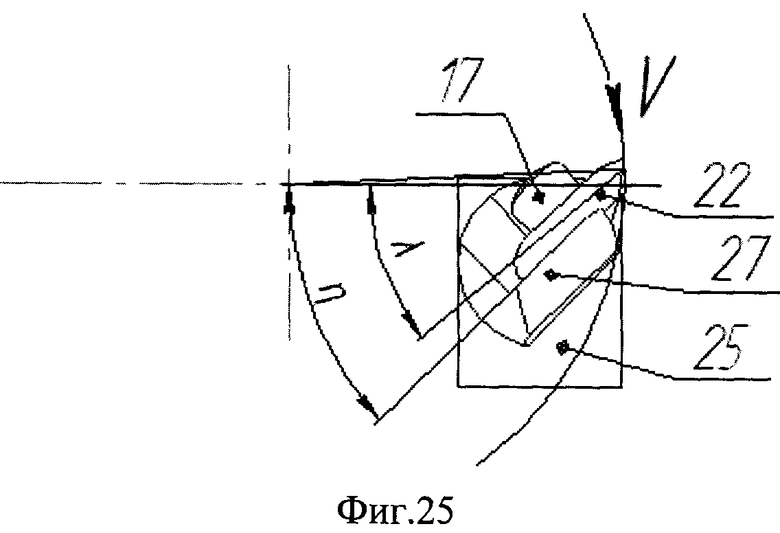
фиг.25 - то же (вид слева)
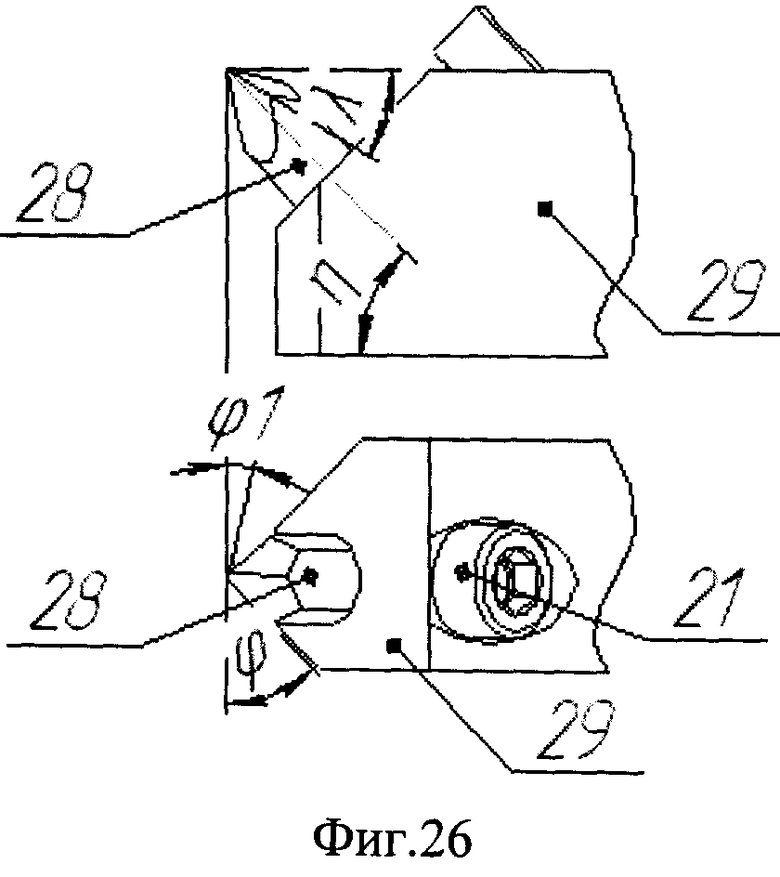
фиг.26 - резец проходной с режущим стержнем
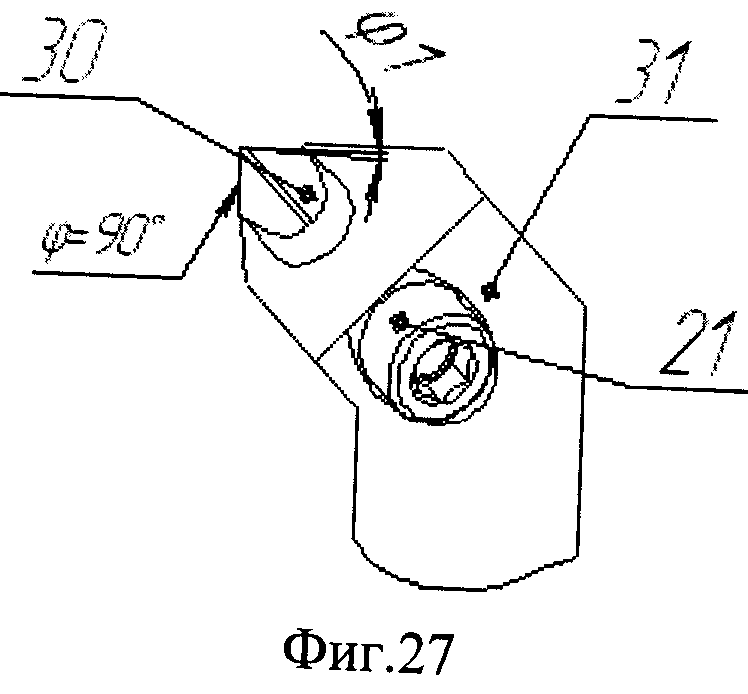
фиг.27 - резец упорный с режущим стержнем
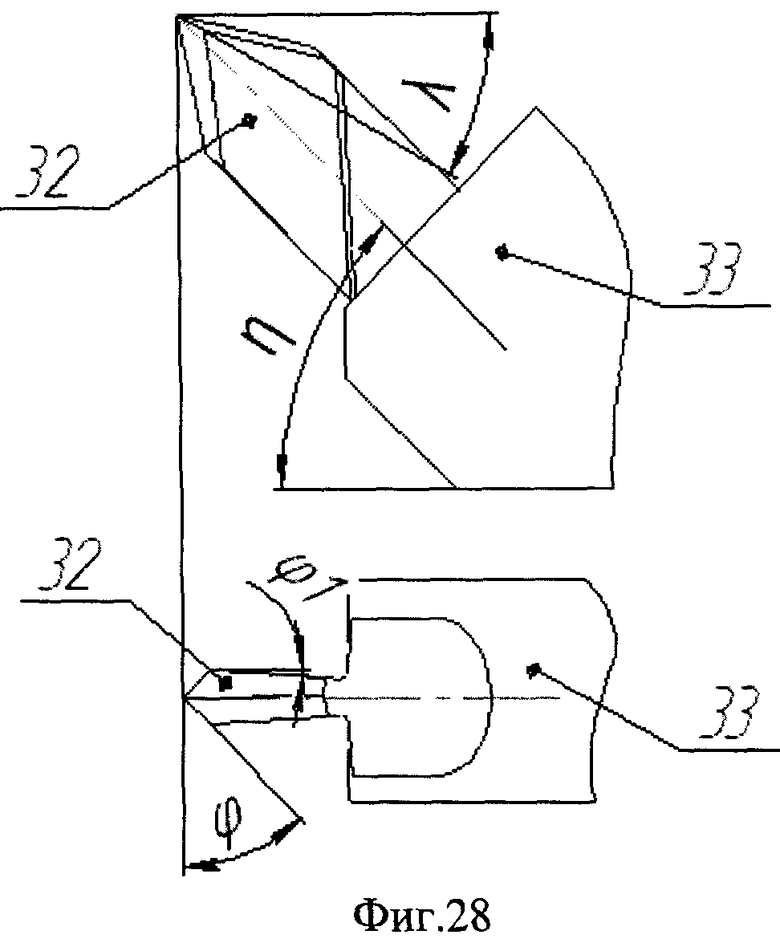
фиг.28 - резец отрезной с режущим стержнем
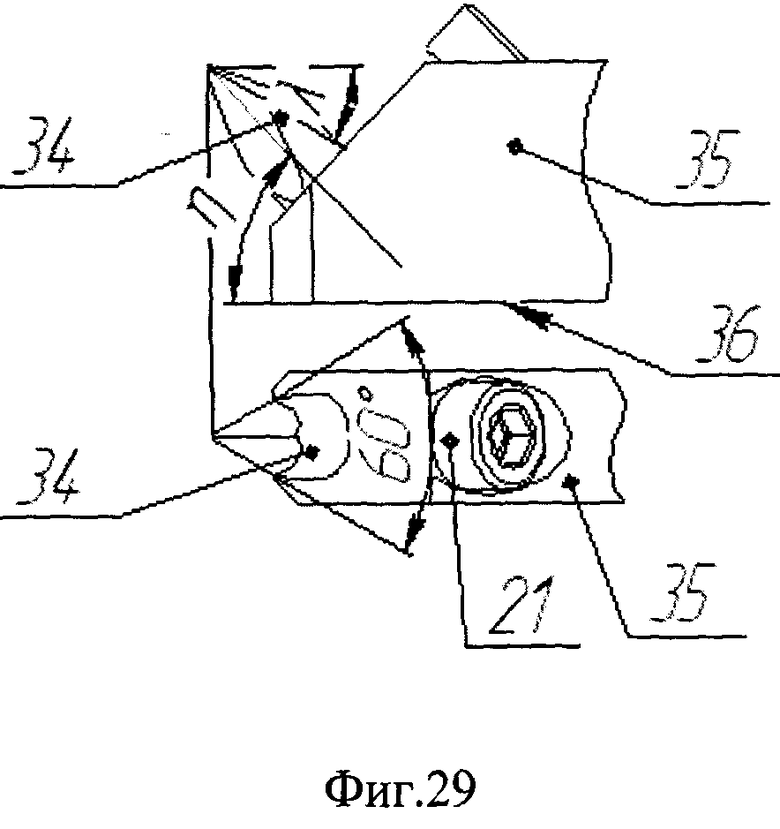
фиг.29 - резец резьбовой с режущим стержнем
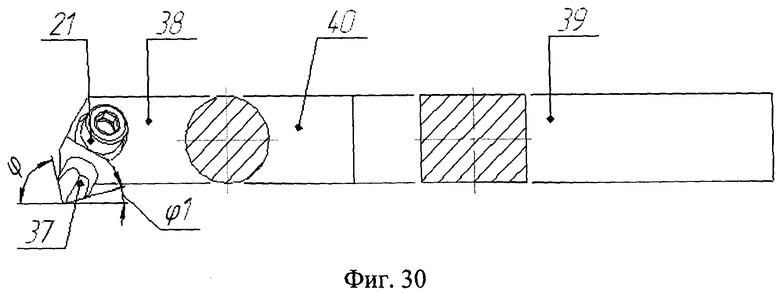
фиг.30 - резец расточной с режущим стержнем (вид сверху)
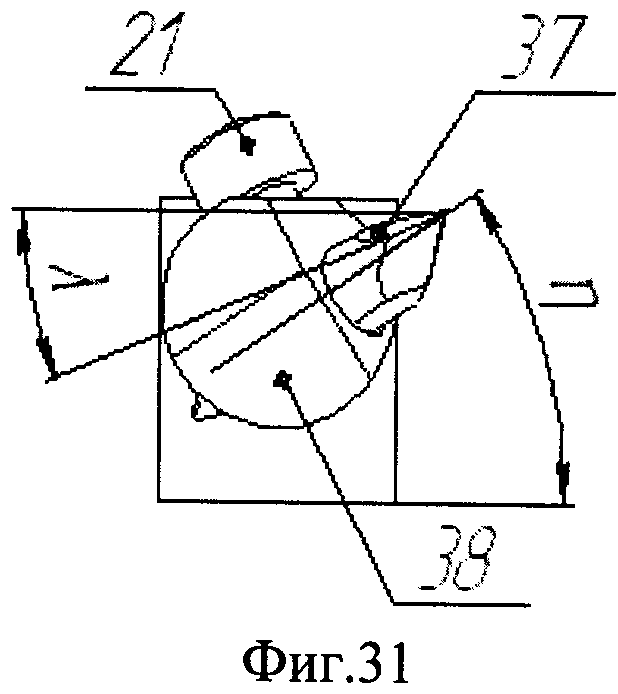
фиг.31 - то же (вид слева)
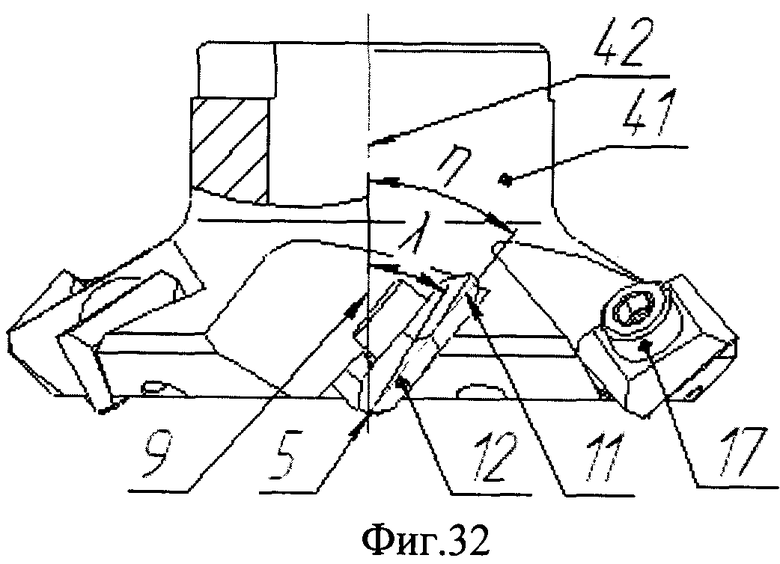
фиг.32 - торцовая фреза с пластинами косоугольного резания;
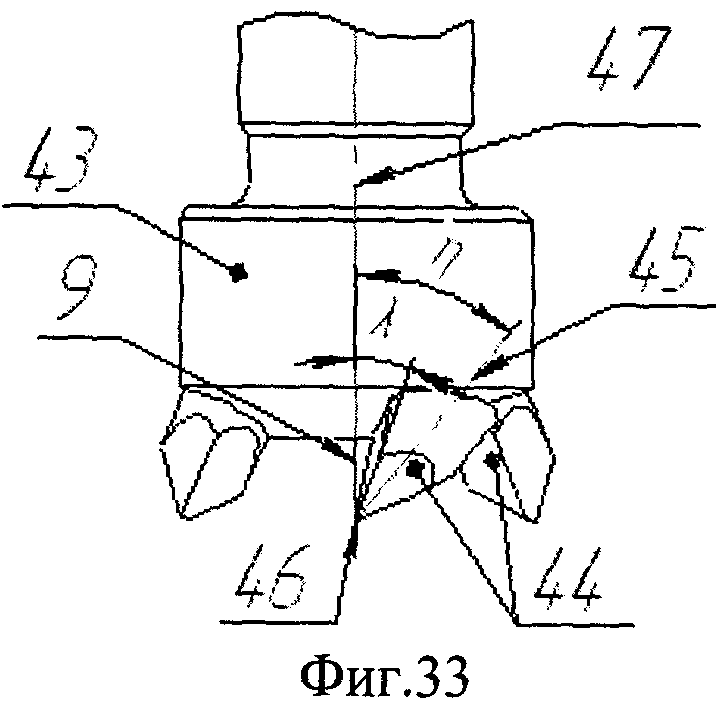
фиг.33 - торцовая фреза с режущими стержнями;
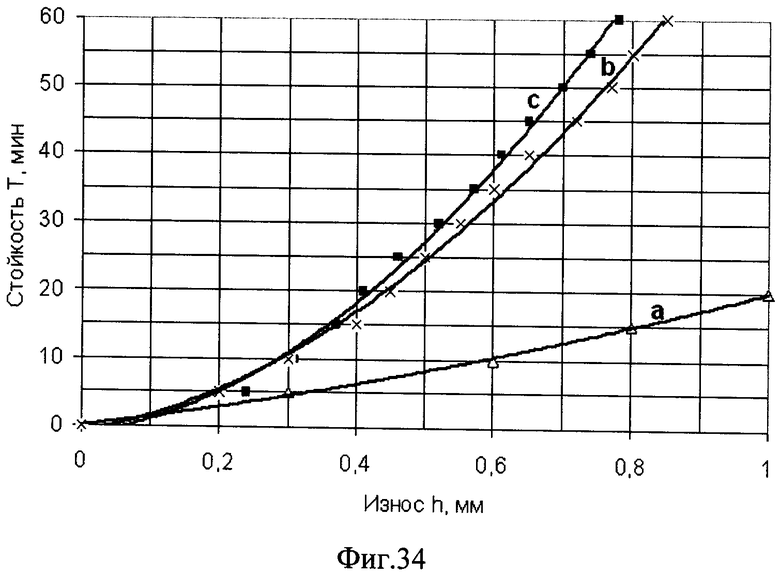
фиг. 34 - зависимость стойкости от износа при точении закаленной стали 30ХГСА резцами:
a - стандартным, b, c - косоугольного резания;
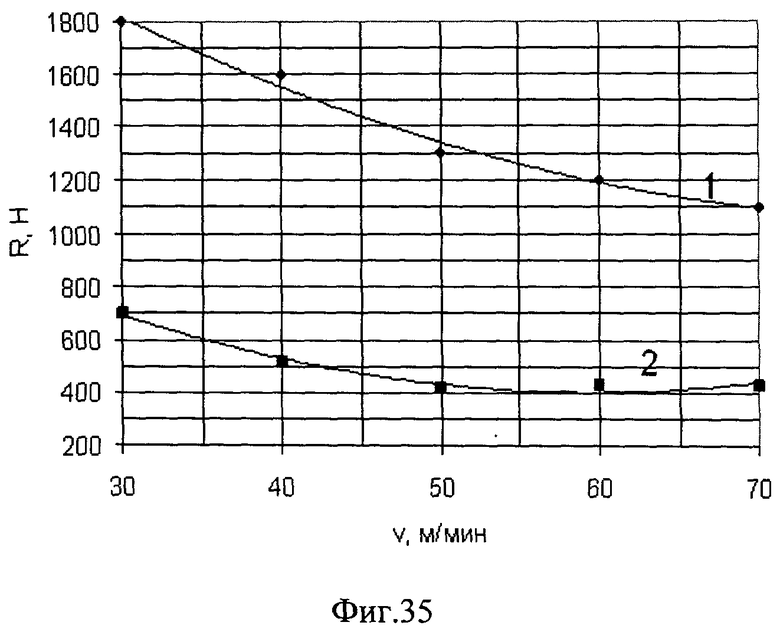
фиг.35 - зависимость результирующей силы от скорости резания при торцовом фрезеровании стали ЭИ643: 1 - стандартной фрезой, 2 - фрезой косоугольного резания;
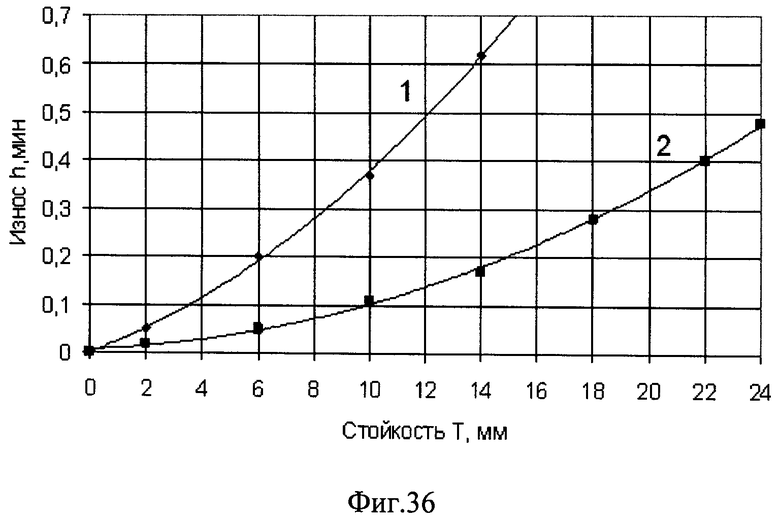
фиг.36 - зависимость износа от стойкости зубьев торцовых фрез: 1 - стандартной, 2 - косоугольного резания.
Способ обработки резанием включает движение инструмента с установленным в гнезде его корпуса режущим элементом, имеющем режущее лезвие, например в виде режущей пластины, относительно обрабатываемой детали в плоскости главного движения. Рассмотрим схему установки режущей пластины (фиг.1), где режущий инструмент содержит режущий элемент в виде режущей пластины 1, установленной в корпусе 6 с возможностью перемещения относительно обрабатываемой детали 7 в плоскости главного движения 8 по направления вектора скорости резания V, проходящего по касательной к траектории движения вершины 5 режущей пластины 1, и в плоскости подачи 9, перпендикулярной плоскости 8, по направлению вектора подачи Sx. Режущая пластина (фиг.1, 2) снабжена лезвием 2 с главной 3, вспомогательной 4 режущими кромками и вершиной 5. Продольная плоскость 10, симметричная относительно базовых поверхностей режущей пластины, совмещена с вершиной 5 лезвия 2 и продольной осью 11.
Исходные параметры лезвия режущей пластины назначают в зависимости от свойств обрабатываемого материала в пределах: угол заострения β0=60-90°, задний угол α0=30-45°. Меньшие значения принимают при обработке алюминиевых, титановых сплавов, конструкционных сталей, серых чугунов; большие значения - при обработке высокопрочных закаленных сталей, жаропрочных сплавов и высокопрочных чугунов.
Способ осуществляют следующим образом. Устанавливают режущую пластину 1 по нормали к обрабатываемой поверхности детали 7 (фиг.1). При этом продольную ось 11 пластины совмещают с линией пересечения плоскостей главного движения 8 и подач 9, а вершину 5 располагают в плоскости подач 9.
Режущую пластину 1 поворачивают вокруг вершины на угол η=30-60° (фиг.3) в плоскости главного движения 8 относительно плоскости подач 9, поворачивают на угол τ=5-60° (фиг.4) в плоскости подач 9 в сторону, противоположную направлении подачи Sx, поворачивают на угол ρ=1-30° (фиг.5) вокруг ее продольной оси против часовой стрелки в сторону уменьшения главного угла резания.
При таком сочетании параметров режущей пластины и ее установки относительно обрабатываемой детали рабочие параметры режущей части инструмента будут равны: угол наклона главной режущей кромки λ=30-45° (фиг.3), главный задний угол α=10-15° (фиг.6), вспомогательный угол в плане φ1=5-20° (фиг.4), что соответствует оптимальным геометрическим условиям при реализации принципа косоугольного резания.
Способ обработки резанием может быть реализован при различных видах обработки - при этом будет изменяться траектория относительного движения вершины режущего элемента со скоростью резания V и направление подачи (фиг.7): при точении, строгании, торцовом фрезеровании - Sx; при поперечном точении, растачивании, зенкеровании - Sy.
С целью оптимизации угла наклона лезвия инструмента при реализации принципа косоугольного резания проводились экспериментальные исследования с оценкой по важнейшим критериям, характеризующим процесс резания: степени деформации (усадки) стружки, силы резания и стойкости инструмента.
Результаты экспериментальных исследований степени деформации стружки (фиг.14), сил резания (фиг.15) и стойкости лезвия (фиг.16) в зависимости от угла наклона η режущей пластины при точении высокопрочной закаленной стали ЭИ643 (51HRC) показали, что оптимальный угол наклона η=45°. Аналогичные результаты получены при механической обработке различных марок черных и цветных металлов. Из представленных графиков видно, что диапазон выбора угла наклона пластины находится в пределах η=30-60°. Из графиков (фиг.14, 15) видно, что степень деформации стружки и сила резания при оптимальном наклоне лезвия инструмента (η=45°) на 20-30% меньше, чем при горизонтальной установке η=0°, а стойкость возрастает до 3,5 раз (фиг.16).
Изменение угла η влияет на величину главного заднего угла α, главного переднего угла γ, угла наклона главной режущей кромки λ и связанные с ними основные показатели процесса резания: силовые параметры и стойкость. На фиг.8, 9 приведены геометрические параметры режущих пластин, установленных с предельно допустимыми углами наклона η. При углах η1≤30° возрастает отрицательное значение угла -γ и значительно уменьшается угол наклона лезвия λ, что приводит к существенному увеличению степени деформации стружки и силы резания - принцип косоугольного резания преобразуется в процесс нормального (прямоугольного) резания. При η2≥60° главный задний угол отсутствует α=0°. Это приводит к интенсивному трению, износу инструмента и потере стойкости.
От поворота пластины вокруг продольной оси на угол ρ зависят главный задний угол α и передний угол γ (фиг.10, 11). При значениях ρ≤1° значительно увеличивается угол α и уменьшается угол γ, вследствие чего снижается изгибная прочность лезвия пластины, приводящая к скалыванию режущей кромки. При установке режущей пластины с углом ρ≥30° главный задний угол принимает значение α≤0°, сопровождающееся интенсивным трением и износом лезвия, приводящим к потере режущих свойств инструмента.
Поворот режущей пластины в плоскости подачи на угол τ влияет на величину углов в плане φ и φ1 (фиг.12,13). При τ≥60° вспомогательный угол в плане может принять значение φ1=0°, а при τ≤5° пластина, предназначенная для чистовой обработки, будет иметь главный угол в плане φ=0°, а принцип косоугольного резания преобразуется в процесс нормального (прямоугольного) резания.
Были проведены также сравнительные испытания при обработке литейного алюминиевого сплава.
Целью испытаний являлось выявление стойкостных, силовых и качественных показателей, обеспечиваемых резцами косоугольного резания по сравнению с резцами стандартной конструкции при точении литейного алюминиевого сплава.
Исходными данными для проведения испытаний являлись следующие технологические условия:
- способ обработки - наружное точение цилиндрической поверхности;
- обрабатываемый материал - литейный термически упрочненный сплав A1Si10Mg;
- диаметр и длина заготовок - ⌀130×280 мм;
- режим резания: скорость резания V=200…500 м/мин, глубина резания - t=1 мм, подача S=0,1 мм/об;
- обработка без охлаждения;
- резец леворежущий с державкой сечением 20×20 мм2;
- режущие пластины SPG №120308 фирмы «Круп-видиа».
Для проведения испытаний были спроектированы и изготовлены резцы стандартной конструкции Р110.4-И126 (в соответствии с ГОСТ 26611-85); специальный (косоугольного резания) Р110.4 - И120,…И121,…И122,…И123,…И124,…И125.
Обрабатываемые заготовки ⌀150×320 мм были специально отлиты из алюминиевого сплава с содержанием кремния 11,7…13,6%. По результатам контроля на ожеспектрометре среднее содержание кремния в отливках составляет 12,7%.
В качестве оборудования для испытаний использовали токарно-винторезные станки. Стойкостные и силовые испытания проводились на токарно-винторезном станке модели IK62, оснащенном силоизмерительной аппаратурой, включающей специальное устройство СУР300 для определения вертикальной и радиальной составляющих силы резания, и два самописца H307/1.
Исследование шероховатости обработанной поверхности проводили на токарно-винторезном станке модели SV18R (Чехословакия). Измерение высоты микронеровностей осуществляли на профилометре-профилографе.
Учитывая, что конечным результатом испытаний является оценка режущих свойств резцов косоугольного резания по сравнению с резцами стандартной конструкции, были приняты следующие технологические условия испытаний:
- при испытании на стойкость - V=300-350 м/мин, t=0,5…1 мм и S=0,07 мм/об;
- при силовых испытаниях - V=200-300 м/мин, t=2 мм, S=0,07; 0,14 и 0,28 мм/об;
- при исследовании шероховатости обработанной поверхности - V=200-300 м/мин; t=0,5 мм, S=0,04; 0,07; 0,15; 0,3 мм/об и S=0,05; 0,078; 0,122; 0,2 мм/об.
Режущие пластины резцов косоугольного резания выполнены с изменяемыми параметрами: углом заострения β0=66 и 76°, радиусом закругления вершин r=0,5; 0,8 и 1,2 мм. Обработка проводилась без сопровождения СОЖ (смазывающе-охлаждающая жидкость).
Оценку динамики процесса резания производили по силовым параметрам и по интенсивности автоколебаний резца. После расшифровки осциллограмм данные по силовым испытаниям сведены в протокол (табл.1).
Из табл.1 видно, что наименьшие значения сил резания соответствуют специальному резцу с углом заострения лезвий пластинок β=66°. Резец косоугольного резания с углом β=76° обеспечивает относительное снижение силовой нагрузки
 , в пределах ΔP=10,2-24,5%, а специальный резец (β=66°) по сравнению со специальным резцом (β=76°) обеспечивает уменьшение силы Р в пределах ΔP=7,6-8,3%.
, в пределах ΔP=10,2-24,5%, а специальный резец (β=66°) по сравнению со специальным резцом (β=76°) обеспечивает уменьшение силы Р в пределах ΔP=7,6-8,3%.
Измерение параметров автоколебаний показывает, что при точении специальными резцами амплитуды колебаний по направлениям Pz и Py меньше по сравнению с точением резцами стандартной конструкции. Их отношения равны:  ;
;
ΔAy=1,2÷1,7.
Из-за ограничений по количеству образцов на износ испытывали только один специальный резец с углом β=76° и резец стандартной конструкции. Результаты приведены в табл.2.
Полученные данные свидетельствуют о преимуществах резца косоугольного резания относительно резца стандартной конструкции - величина износа специального резца при испытаниях в течение 320 и 215 мин меньше по сравнению с износом стандартного резца соответственно в 1,56 и 1,78 раз.
В протоколах (табл.3, 4) приведены параметры шероховатости для резцов стандартной и специальной конструкций, полученные при различных значениях подачи и радиуса закругления вершин режущих пластинок. Среднеарифметическую высоту микронеровностей определяли в трех участках обработанной заготовки, равно расположенных по окружности. По трем значениям Ra рассчитывали среднее Racp.
Из таблиц видно, что при точении стандартным резцом высота микронеровностей имеет минимальное значение Racp=2,2 мкм при S=0,07-0,08 мм/об. Все специальные резцы обеспечивают меньшую по сравнению со стандартным высоту микронеровностей, т.е. при точении резцами косоугольного резания достигается более высокое качество обработанной поверхности. Экспериментальные зависимости свидетельствуют также о том, что минимально достигаемую стандартным резцом высоту микронеровностей можно обеспечить специальными резцами при более высоких подачах, в данном случае в 1,5 - 3 раза превосходящих подачу стандартного резца, т.е при более высокой производительности обработки. Наилучшие результаты соответствуют резцу с углом β=76° и r=0,8 мм. При его использовании обработку можно производить без ухудшения качества обработанной поверхности с подачей в три раза превосходящей подачу при точении стандартным резцом.
В результате экспериментальных исследований при точении образцов из литейного алюминиевого сплава с содержанием кремния ~12,7% установлено, что резцы косоугольного резания по всем показателям процесса резания превосходят резцы стандартной конструкции:
- силы резания снижаются на 10-25%;
- интенсивность автоколебаний по амплитуде уменьшается по вертикальной оси в 1,1-1,6 раза, по радиальной оси в 1,2 - 1,7 раза;
- износ по задней поверхности уменьшается в 1,6-1,8 раза;
- высота микронеровностей понижается в 1,2 - 2,7 раза.
Улучшение показателей процесса резания, обеспечиваемого заявляемым способом, позволяет увеличить производительность обработки за счет повышения подачи до 3 раз без ухудшения качества обработанной поверхности.
Вышеуказанные сведения подтверждают, что заявляемое изобретение позволяет повысить стойкость режущего инструмента и качество обработки поверхности труднообрабатываемых сплавов.
Режущий инструмент (фиг.1) содержит режущий элемент, выполненный в виде режущей пластины 1 с лезвием 2, установлен в корпусе 6 с возможностью перемещения относительно обрабатываемой детали 7 в плоскости главного движения 8 и в плоскости подач 9.
Лезвие 2 содержит главную 3, вспомогательную 4 режущие кромки и вершину 5. Плоскость 8 проходит по касательной к траектории движения вершины 5 к направлению вектора скорости резания V. Плоскость подач 9 расположена перпендикулярно вектору скорости резания V и совпадает с направлением вектора подачи Sx.
Продольная плоскость 10 (фиг.2) режущей пластины, симметричная относительно базовых поверхностей пластины, совмещена с вершиной 5 лезвия 2 и продольной осью 11.
Исходные параметры лезвия режущей пластины назначают в зависимости от свойств обрабатываемого материала в пределах: угол заострения β0=60-90°, задний угол α0=30-45°. Меньшие значения принимают при обработке алюминиевых, титановых сплавов, конструкционных сталей, серых чугунов; большие значения - при обработке высокопрочных закаленных сталей, жаропрочных сплавов и высокопрочных чугунов.
Режущий элемент может быть выполнен в виде многолезвийной режущей пластины 12 (фиг.17). Лезвия 2 режущей пластины образованы пересечением боковых граней двух усеченных пирамид 13 и 14, повернутых вокруг общей центральной оси 15 в противоположных направлениях. Ниже приведены примеры выполнения различного режущего инструмента.
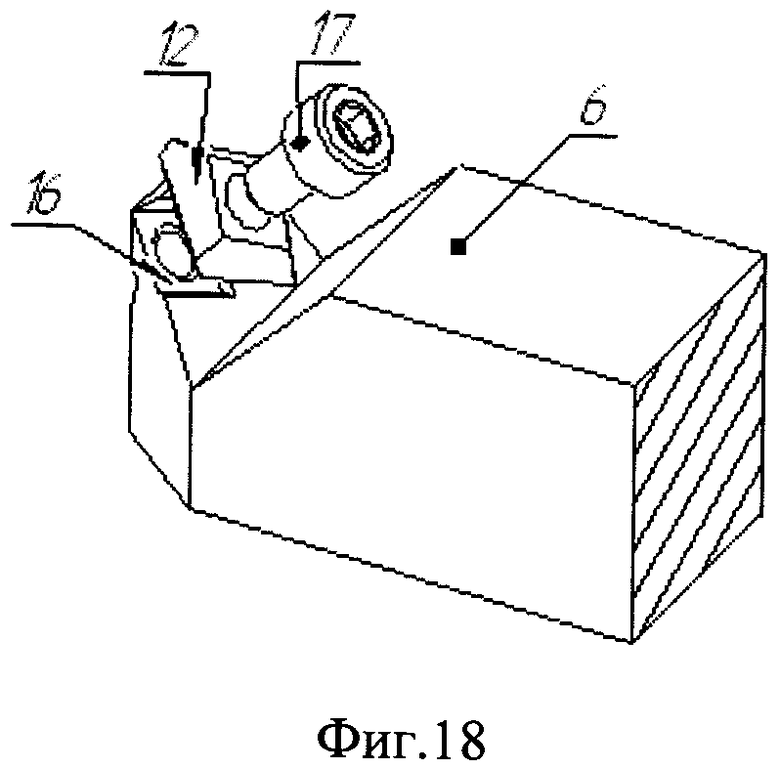
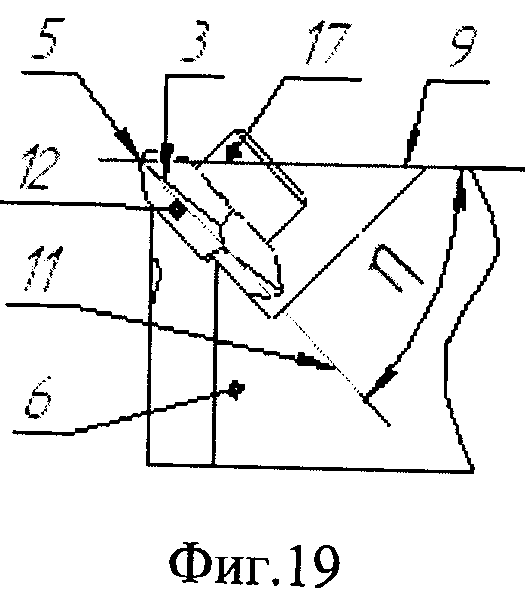
В режущем инструменте - резце проходном (фиг.18, 19) режущая пластина 12 установлена в профильном гнезде 16 корпуса 6 с наклоном под углом η к плоскости подач 9 и закреплена винтом 17. Профильное гнездо имеет форму усеченной пирамиды, зеркально отображающей профиль пластины. Режущие пластины могут быть выполнены с тремя, четырьмя, пятью и шестью лезвиями.
Режущий инструмент - резец упорный (фиг.23) содержит трехлезвийную режущую пластину 22, установленную в державке 23 под углом η к установочной плоскости 24. режущая пластина закреплена винтом 17. Наклон главной режущей кромки режущей пластины на угол λ обеспечивает условия косоугольного резания. Главный угол в плане φ=90° создает условия точения в упор.
В режущем инструменте - резце расточном (фиг.24,25) трехлезвийная режущая пластина 22 установлена в державке 25, состоящей из присоединительной части 26 для закрепления в резцедержателе и рабочей части 27, несущей режущую пластину. Режущая пластина закреплена винтом 17. Угол η установки режущей пластины в гнезде державки и наклон главной режущей кромки под углом λ обеспечивают условия косоугольного резания при растачивании детали, вращающей со скоростью V.
Режущий элемент может быть выполнен в виде режущего стержня 18 (фиг.20) цилиндрической формы с лезвием 2 на конце и базирующей лыской 19, расположенной параллельно продольной оси 11 стержня. Режущий стержень 18 может иметь два лезвия 2, выполненных на противоположных концах (фиг.21), и две диаметрально противоположные лыски 19.
В режущем инструменте (фиг.22) режущий стержень 18 установлен в круглом отверстии 20 корпуса 6 с наклоном под углом η к плоскости подач 9 и закреплен винтом 21, контактирующим с лыской 19.
В режущем инструменте - резце проходном (фиг.26) режущий стержень 28, установлен в державке 29 под углом наклона η и закреплен винтом 21. Главный угол в плане φ может изменяться в пределах 5…75°. Главная режущая кромка, наклоненная на угол λ, работает по принципу косоугольного резания.
В режущем инструменте - резце упорном (фиг.27) режущий стержень 30 установлен в отогнутой державке 31 и закреплен винтом 21. Главный угол в плане φ=90° соответствует условиям работы упорного резца. Его значение может изменяться в пределах 45…90°.
В режущем инструменте - резце отрезном (фиг.28) режущий стержень 32 выполнен с удлиненной режущей частью, установлен в державке 33 под углом η к установочной плоскости 34 державки. Главные режущие кромки, расположенные симметрично относительно оси, имеют угол в плане φ и наклонены на угол λ, создающий условия косоугольного резания.
В режущем инструменте - резце резьбовом (фиг.29) режущий стержень 34, выполненный с углом заострения в плане 60°, установлен в державке 35 под углом η к установочной плоскости 36 державки. Стержень закреплен винтом 21. Главные режущие кромки, расположенные симметрично относительно оси, наклонены на угол λ, создающий условия косоугольного резания.
В режущем инструменте - резце расточном (фиг.30, 31) режущий стержень 37 установлен в державке 38, состоящей из присоединительной части 39 для закрепления в резцедержателе, и рабочей части 40, несущей режущий стержень. Стержень закреплен винтом 21. Угол η установки режущего стержня в отверстии державки и наклон главной режущей кромки под углом λ обеспечивают условия косоугольного резания.
Режущий инструмент - фреза торцовая (фиг.32) содержит цилиндрический корпус 41 с центральным отверстием для установки на станке. В профильных гнездах корпуса 41 установлены режущие пластины 12 и закреплены винтами 17. Продольные оси 11 пластин наклонены под углом η к плоскости подач 9, совмещенной с вершиной 5 режущей пластины и осью 42 корпуса 41.
Режущий инструмент - фреза торцовая (фиг.33) содержит цилиндрический корпус 43 с хвостовиком для установки на станке. В круглых отверстиях корпуса 43 установлены режущие стержни 44. Продольные оси 45 режущих стержней наклонены под углом η к плоскости подач 9, совмещенной с вершиной 46 пластины и осью 47 корпуса 43.
Заявляемый режущий инструмент был испытан для выявления стойкостных, силовых и качественных показателей, обеспечиваемых резцами и фрезами косоугольного резания по сравнению с инструментами стандартной конструкции.
Пример №1
Заявляемый режущий инструмент - резец АТ002.000 и резец АТ004.000 (фиг.18, 19) были испытаны на стойкость по сравнению с резцом стандартной конструкции (ГОСТ 26611-85) при точении заготовки диаметром 30 мм и длиной 500 мм из закаленной стали 30ХГСА (HRC 46).
Геометрические параметры всех резцов аналогичны: главный угол в плане φ=45°, вспомогательный угол в плане φ1=15°, главный задний угол α=12°, главный передний угол γ=0°. Пластины КР установлены в державках под углом η=45° по отношению к плоскости подач. Материал пластин - твердый сплав T15K6.
Режим резания: глубина резания t=0,2MM, подача S=0,11 мм/об, скорость резания V=40 м/мин. Все опыты проводились без использования СОЖ (смазывающе-охлаждающей жидкости).
На фиг.34 приведены зависимости стойкости от величины износа твердосплавных пластин по задней поверхности.
Из графиков видно, что наибольшей стойкостью при равных величинах износа обладают резцы заявляемой конструкции. При равной величине износа, например при h=0,6 мм, стандартному резцу «а» соответствует стойкость Т=10 мин, резцам косоугольного резания соответственно: «b» (АТ002.000) - Т=34 мин, «c» (АТ004.000) - Т=38 мин, т.е. стойкость резцов заявляемой конструкции превосходит стойкость стандартного резца из аналогичного твердого сплава не менее чем в 3 раза.
Пример №2
Заявляемый режущий инструмент - резец АТ014.000 (фиг.22, 26) был испытан на стойкость совместно с аналогичным стандартным резцом при точении закаленной стали 30ХГСА (HRC 46). Испытания проводили на токарно-винторезном станке 1А616. Режим резания при испытании: глубина резания - t=1 мм, подача - S=0,26 мм/o6, скорость резания V=89 м/мин. Обработка - без использования смазывающе-охлаждающей жидкости (СОЖ).
Данные сравнительных испытаний на стойкость, полученные при точении закаленной стали ЗОХГСА, приведены в протоколе (табл.5). Из таблицы видно, что стойкость резца косоугольного резания превосходит стойкость резца стандартной конструкции в 2,5…3,5 раза при одинаковых величинах износа и при равных технологических условиях резания (геометрия режущей части, обрабатываемый материал, режим резания, оборудование).
Пример №3
Заявляемый режущий инструмент - фреза косоугольного резания АТ041.000 (фиг.32) была испытана на силовое воздействие и на стойкость по сравнению с аналогичной стандартной фрезой (ГОСТ 26595-85) при торцовом фрезеровании стали ЭИ643(HRC51).
Испытания проводили на универсально-фрезерном станке модели 6М82 при режиме резания: глубина t=1 мм, подача S=0,1 мм/зуб, скорость резания v=30-70 м/мин. Измерение сил резания производили с помощью специального динамометра, универсальной тензостанции УТС-12 и шлейфового осциллографа Н-105.
Результаты испытаний приведены на графиках (фиг.35). Силовая нагрузка на зубья заявляемой фрезы, работающей по принципу косоугольного резания, примерно в 2…3 раза меньше по сравнению со стандартной фрезой.
Стойкостные испытания при фрезеровании стали 3H643(HRC51) показали также преимущества фрезы косоуголього резания (режим резания: t=1 мм, S=0,1 мм/зуб, v=78,5 м/мин). Из графиков (фиг.36) видно, что фреза КР (кривая 2) по стойкости в 2-2,5 раза превосходят стандартную фрезу (кривая 1).
Пример №4
Заявляемый режущий инструмент - фреза косоугольного резания АТ018.000 (фиг.33) была испытана на стойкость.
Испытания проводили при следующих технологических условиях: рабочий диаметр фрезы - D=32 мм; число режущих стержней - 3; материал - твердый сплав H10. Геометрические параметры лезвий: главный угол в плане φ=45°, вспомогательный угол в плане φ1=5°, главный передний угол γ=-15°, главный задний угол α=20°.
Заготовка - брусок 40×40 мм, длиной L=100 ММ, материал сталь 45, закаленная до твердости 40…45 HRC. Станок - фрезерный модели 675.
Режим резания: Частота вращения n=640 об/мин; скорость резания V=64 м/мин; глубина резания t=1 мм; подача Sм=64 мм/мин, Sz=0,033 мм/зуб; ширина фрезерования B=10 мм. Обработка без СОЖ.
После 240 мин испытания на лезвиях фрезы не обнаружено видимых следов износа. Стружка имела светлый вид, свидетельствующий о низкой температуре в зоне резания. Стойкость фрезы более чем в 2 раза превзошла нормированную стойкость (Т=120 мин). Шероховатость обработанной поверхности соответствует 8 классу чистоты.
Таким образом, заявляемые изобретения позволяют повысить стойкость инструмента и качество обработки при резании труднообрабатываемых материалов.
При оформлении заявочных материалов были учтены следующие источники информации:
1. Патент РФ на изобретение №2266175 «Способ обработки фасонных поверхностей точением».
2. Патент РФ на изобретение №2163857 «Способ механической обработки».
3. Патент UA №11733 «Способ обработки».
4. Заявка US №20020170396 «Turning method».
5. Патент РФ на изобретение №2015861 «Токарный резец «Россия».
6. Патент РФ на изобретение №2334592 «Инструмент с закреплением режущей пластины».
7. Патент РФ на изобретение №2380197 «Режущий инструмент»
8. Патент РФ на изобретение №2206433 «Способ крепления сменной режущей пластины в корпусе резца».
9. Патент US №6343898 «Cutting insert and holder for metal cutting machining».
10. Патент JP №61226202.
11. Патент US №4572042 «Cutting insert».
12. Патент US №6579042 «Cutter body with cutting insert and method for assembling same».
13. Заявка DE №10027945 «Scheibenfraser».
14. Заявка DE №3910288.
15. Патент РФ №2348492 «Вращающийся режущий инструмент, имеющий нерегулярную ориентацию вставных режущих пластин».
16. Патент РФ №2348491 «Режущая пластина и режущий инструмент».
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ | 2003 |
|
RU2247007C2 |
| Резец | 1986 |
|
SU1393534A1 |
| Резец для обработки полимерных материалов | 1985 |
|
SU1351803A1 |
| Резец для ротационного точения | 2018 |
|
RU2685824C1 |
| СПОСОБ ОБРАБОТКИ ТОЧЕНИЕМ ИНСТРУМЕНТОМ С ДВУМЯ ПЕРЕСЕКАЮЩИМИСЯ СТРУЖКООБРАЗУЮЩИМИ ГРАНЯМИ | 1992 |
|
RU2050225C1 |
| РЕЖУЩАЯ МНОГОГРАННАЯ ПЛАСТИНА | 2012 |
|
RU2482939C1 |
| Способ точения открытой границы цилиндрической или конической поверхностей заготовки с её торцевой поверхностью и инструмент для осуществления способа | 2020 |
|
RU2756056C2 |
| ТОКАРНЫЙ РЕЗЕЦ "РОССИЯ" | 1992 |
|
RU2015861C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ПРОФИЛЯ БАНДАЖА КОЛЕСНЫХ ПАР БЕЗ ВЫКАТКИ | 2019 |
|
RU2717756C1 |
| Способ токарной обработки | 1989 |
|
SU1726137A1 |
Способ обработки резанием включает движение инструмента с установленным в гнезде его корпуса режущим элементом, имеющим режущее лезвие, относительно обрабатываемой детали в направлении главного движения и продольную подачу инструмента. Для повышения стойкости инструмента и качества обработки ее осуществляют режущим элементом с углом заострения режущего лезвия в пределах β0=60-90°, установленным в гнезде с обеспечением его поворота на угол η=30-60° относительно вектора скорости резания в плоскости главного движения, на угол τ=5-60° в плоскости подач в сторону, противоположную направлению подачи и поворота на угол ρ=1-30° вокруг его продольной оси против часовой стрелки в сторону уменьшения главного заднего угла режущего лезвия. 2 н. и 3 з.п. ф-лы, 5 табл., 36 ил.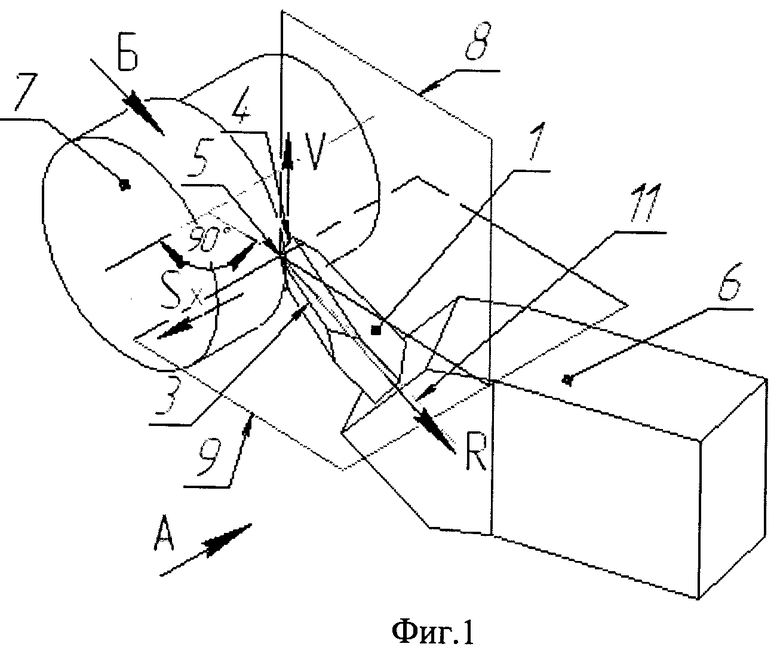
1. Способ обработки резанием, включающий движение режущего инструмента с установленным в гнезде его корпуса режущим элементом, имеющим режущее лезвие, относительно обрабатываемой детали в направлении главного движения и продольную подачу инструмента, отличающийся тем, что обработку осуществляют режущим элементом с углом заострения режущего лезвия в пределах β0=60-90°, установленным в гнезде с обеспечением его поворота на угол η=30-60° относительно вектора скорости резания в плоскости главного движения, на угол τ=5-60° в плоскости подач в сторону, противоположную направлению подачи и поворота на угол ρ=1-30° вокруг его продольной оси против часовой стрелки в сторону уменьшения главного заднего угла режущего лезвия.
2. Способ по п.1, отличающийся тем, что используют режущий элемент в виде режущей пластины или режущего стержня.
3. Режущий инструмент, содержащий корпус, в гнезде которого наклонно установлен режущий элемент по меньшей мере с одним режущим лезвием и по меньшей мере одной вершиной, отличающийся тем, что режущий элемент установлен с поворотом вокруг его вершины на угол η=30-60° относительно вектора скорости резания в плоскости главного движения, повернут на угол τ=5-60° в плоскости подач в сторону, противоположную направлению подачи, и повернут на угол ρ=1-30°, вокруг продольной оси против часовой стрелки, в сторону уменьшения главного заднего угла лезвия, а угол заострения лезвия составляет β0=60-90°.
4. Режущий инструмент по п.3, отличающийся тем, что режущий элемент выполнен в виде режущей пластины или режущего стержня.
5. Режущий инструмент по п.3, отличающийся тем, что он выполнен в виде фрезы с режущими элементами.
| Устройство для автоматического управления электроприводом подъемных установок | 1949 |
|
SU87377A2 |
| Резец с механическим креплением пластинки твердого сплава и стружколома | 1951 |
|
SU93920A1 |
| Многогранная режущая пластина | 1981 |
|
SU1006072A1 |
| Способ отделения зерен породы от асбестового волокна | 1933 |
|
SU42003A1 |
| US 2849787 A, 12.09.1958 | |||

