сх
4:
Изобретение относится к изготовлению железобетонных изделий с закладными деталями и вкладышами методом вакуумирования.
Наиболее близким к предлагаемому является вакуум-щит, включающий каркас ,- закрепленные на нем по периферии резиновый лист и фильтровальное полотно, между которыми с образованием вакуум-полости размещена рельефная резина и патрубки с фланцами на концах, соединенные с источником вакуума С13- Однако данный вакуум-щит не обеспечивает равномерного по всей поверхности вакуумирования изделий. Кроме того, недостаточна герметизация вакуум-щита.
Цель изобретения - повьшение качества изделий путем равномерности вакуумирования по всей поверхности
Поставленная цель достигается там, что в вакуум-щите, содержащем каркас, закрепленные на нем резиновый лист и фильтровальное полотно, между которыми с образованием вакуумполости размещена рельефная резина и патрубок с фланцами на концах,соединенные с источником , каждый патрубок снабжен установленным с зазором относительно фланца перфорированным экраном и закрепленными между ними пластинами с образованием щелевых сопел.
Вакуум-щит снабжен дополнительным каркасом, установленном внутри основного, и размещенной под ним зластичной перегородкой с образованием по периферии вакуум-щита дополнительной вакуум-полости, при зтом патрубки основной и дополнительной вакуумполостей соединены посредством крана управления.
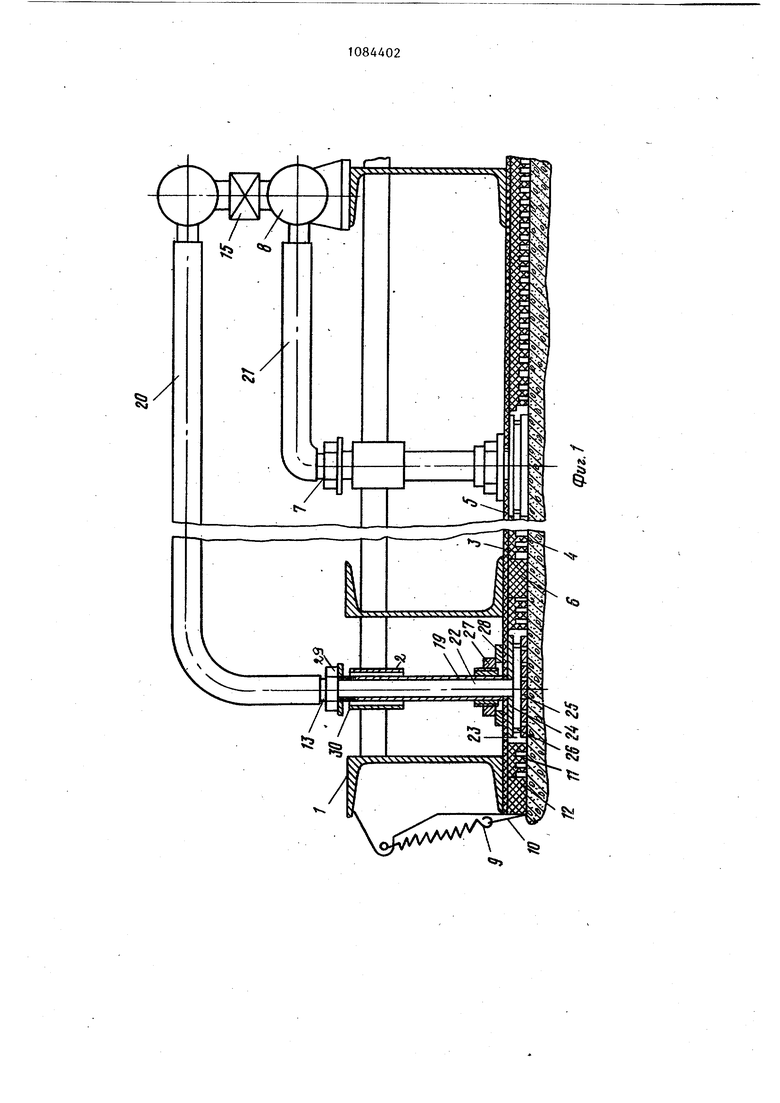
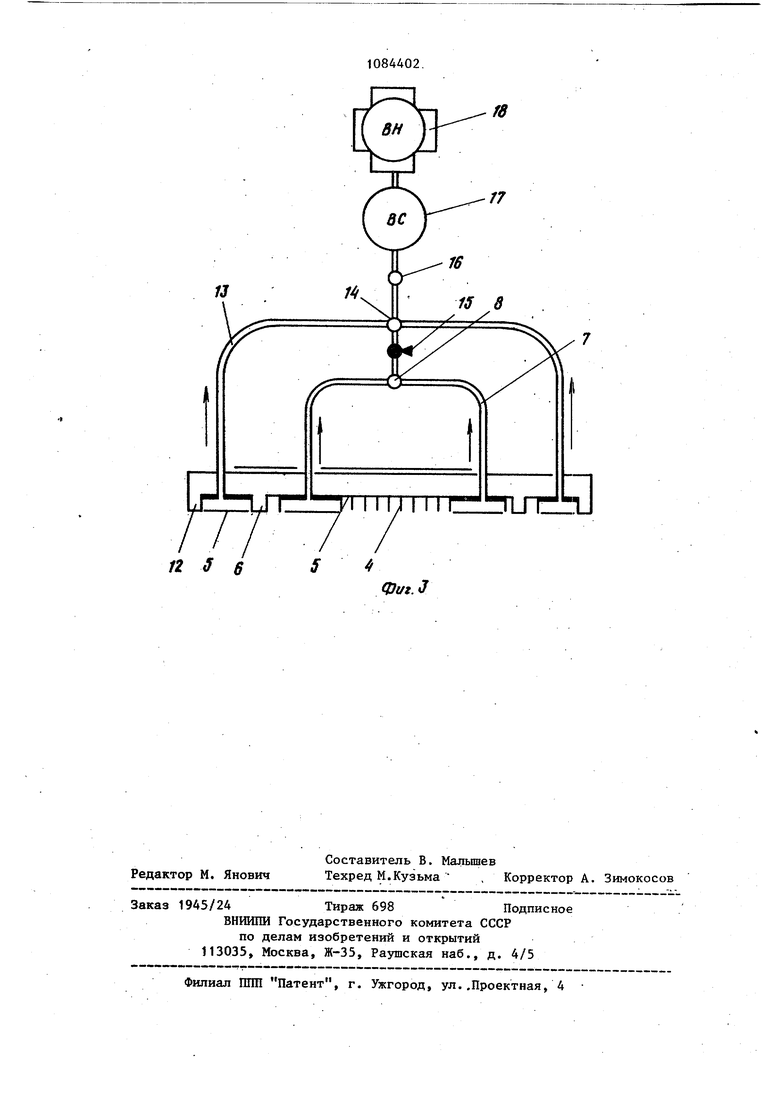
На фиг. 1 показан вакз ум-щит; на фиг. 2 - то же, вид сверху; на фиг.З схема подключения вакуум-полости к источнику вакуума.
Вакуум-щит состоит из жесткого каркаса 1 с направляющими втулками 2 для патрубков гибкой основной вакуум-полости 3. Основная вакуумполость 3 образована рельефной, резиной 4, резиновым листом (основанием) 5 и обрамляющей резиной 6. Основная вакуум-полость 3 соединена патрубками 7 с коллектором основной вакуум-поп(эсти 8. К каркасу 1 при помощи пружин 9 прикреплено фильтровальное полотно 10. По периметру основной вакуум-полости 3 смонтирована (узкая) дополнительная вакуумполость 11, образованная рельефной
резиной 4, внутренней обрамляющей резиной 6 и внешней обрампякяцей резиной 12. Дополнительная вакуумпоЛость 11 прикреплена к резиновому (основанию) листу 5 и при помощи патрубков 13 соединена с коллектором вакуум-щита 14, который связан трехходовым пневмокраном управления 15 с коллектором основной вакуум-полости В и через трехходовой пневмокран
5 16 с водосборником 17 и источником вакуума 18. Патрубок 7 или 13 состоит из трубы 19 со ступенчатым наружным диаметром,имеющей вверху и внизу наружную резьбовую часть. Верхняя
0 часть трубы патрубка соединена с резиновым рукавом 20 или 21 и далее с коллектором 8 или 14. Нижняя часть трубы 22 патрубка7-или 13 соединена со щелевыми соплами 23, образованны ми фланцами 24 с отверстиями для патрубка и перфорированным зкраном 25 из тонколистового жесткого материала. Фланец 24 и перфорированный экран 25 соединены меж,ЧУ собой при
0 помощи пластин 26. Крепление патрубков 7 и 13 к основанию 5 осуществлено при помощи гайки 27 и шайбы 28. В верхней части трубь 19 имеется опорный элемент в виде гайки 29, ограни5 чивающий опускание патрубка вместе с вакуум-полостью, под действием собственного веса за счет упора в Торцовую поверхность 30 направляющей ; втулки 2, жестко соединенной с
0 каркасом вакуум-щита 1.
Вакуум-щит работает следукнцим образом.
Установка вакуум-щита на поверхность бетонной смеси производится каким-либо грузоподъемным механизмом.
В процессе транспортных операций относительно жесткого каркаса 1 гибкие вакуум-полости 3 и 11, образованные резиновым листом 5, рельефной резиной 4 и обрамляющей резиной 6 и 12, а также присоединенные к ним при помощи-гаек 27 и щайб 28 патрубки 7 и 13 опускаются вниз под
5 действием силы тяжести и занимают крайнее нижнее положение. Чрезмерному провисанию вакуум-полостей 3 и 13 препятствует опирание гаек 29
в опорную поверхность 30 направляющих втулок 2, жестко С9единеннь1х с каркасом 1 вакуум-щита. Провисанию крайних частей дополнительной вакуум-полости препятствует натянутый пружинами 9 фильтр 10. При установке вакуум-щита на поверхность бетонной смеси между гайкой 29 и опорной поверхностью 30 возникает зазор, которьш в процессе.вакуумной обработки вследствие уплотнения бетонной смеси и перемещения вакуумполостейь с патрубками будет уменьшаться.
Дополнительная вакуум-полость 11 при помощи пневмокрана 16 через водосборник 17 подключается к источнику вакуума 18. Так как вакуум-полость 11 имеет площадь, значительно меньшую, чем основная, вакуум-полость 3 и патрубки оборудованы щелевыми соплами 23 и перфорированньми экранами 25, способствующими быстрому и более равномерному распространению вакуума в вакузгм-полости 10,3 и 11, в ней создается относительно высокое разрежение, что обеспечивает быстрое и плотное прилегание их к поверхности изделия.
Отсасываемая из бетонной смеси водовоз1душная смесь поступает в вакуум-полость 11, аГ затем через щелевые сопла 23, образованные фланцами 24, перфорированными экранами 25 и пластинами 26, попадает в нижние части труб 22, а затем по трубам 19 и резиновым рукавам 20 в коллектор 14 и далее в водосборник 17. Затем при помощи пневмокрана управления 15, соблюдая оптимальный режим вакуумирования, к источнику вакуума 18 через резиновые рукава 21 и коллектор 8 подключается основнай вакуум-полость 3. Blipoцессе вакуумирования в дополнительной вакуум-полости 11 поддерживается постоянное максимально . возможное разрежение, а в основной в куумполости 3 разрежение периодически меняется в зависимости от принятого режима вибровакуумирования.
При этом щелевые сопла 23 и перфорированные экраны 25 способствуют равномерному распределению разрежения по всей площади вакуум-полости и обеспечивают получение более глубокого вакуума при заданной производительности вакуум-насоса. Извлекаемая из бетонной смеси водовоздушная смесь через вакуум-полости 3 и 11, патрубки 7 и 13 поступав, в коллекторы 8 и 14 и далее в водосборник 17. По окончании вакуумной обработки вакуум-щит при помощи крана 16 отключается от источника вакуума, вследствие чего давление в вакуум-полости 3 и 11 вьфавнивается с атмосферным и вакуум-щит снимается с изделия.
Применение вакуум-щита позволяет повысить качество формируемых изделий за счет эффективного уплотнения
путем уменьшения подсоса воздуха в вак5гум-систему по периметру изделия, снизить энергоемкость источника вакуума.
13
S 4
12 5 в
Фиг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ уплотнения бетонной смеси и устройство для его осуществления | 1978 |
|
SU700332A1 |
| Вакуум-щит | 1988 |
|
SU1604973A1 |
| Вакуумщит | 1977 |
|
SU673714A1 |
| Вакуумщит" | 1972 |
|
SU533492A2 |
| Вакуум-щит | 1989 |
|
SU1728439A1 |
| Вакуум-щит | 1990 |
|
SU1789630A1 |
| Вакуумщит | 1984 |
|
SU1224388A1 |
| Вакуумсекция для формования бетонных изделий | 1973 |
|
SU459567A1 |
| Установка для формования объемных элементов | 1981 |
|
SU1039719A2 |
| Вакуум-щит | 1990 |
|
SU1788181A1 |

1.ВАКУУМЧЦИТ, содержащий каркас, закрепленные на нем резиновый лист и фильтровальное полотно, между которыми с образованием вакуум-полости размещена рельефная резина, и патрубки с фланцами на концах, соединенные с источником вакуума, отличающийся тем, что, с целью повьппения качества изделия путем равномерности вакуумирования по всей поверхности, калдый патрубок снабжен установленным с зазором относительно фланца перфорированным экраном и за1феш1енны1ми между ними пластинами с образованием щелевых сопел. 2. Вакуум-щит по п.1, о т л и чающийся тем, что он снабжен дополнительным каркасом, установ- . ленным внутри основного, и размещенной под ним эластичной перегородкой с образованием по периферии ва§ куум-щита дополнительной вакуум-полости, при этом патрубки основной и (Л дополнительной вакуум-полостей соединены посредством крана управления.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
