2.Способ по п.1, отличающий с я тем, что при обработке металлов и сплавов на основе вольфрама и молибдена в зону обработки подают католит.
3.Способ ПОП.1, отличающийся тем, что при обработке металлов и сплавов на основе железа,
никеля и титана в зону обработки подают анолит.
4. Способ по пп. 1 - 3, о т л и |Чающийся тем, что, с целью уменьшения растравливания необрабатываемых поверхностей, на них подают анолит или католит в зависимости от их пассивирующего действия на указанные поверхности.

1. СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ металлов инструментом, выполненным в виде набора электродов, токоподвод к которым осуществляют от общей пластины-катода, помещенного в камеру, заполненную протекающим электролитом, отличающийся тем, что, с целью повышения производительности обработки и улучшения качества обрабатываемой поверхности, электролит, протеканщий через камеру, разделяют на анолит и католит с помощью полупроницаемой диафрагмы, установленной между пластиной-катодом и нерабочими торцами электродов, и выбирают в качестве рабочей среды раздельно анолит или католит в зависимости от их активирующего воздействия на поверхность обрабатываемого металла. (Л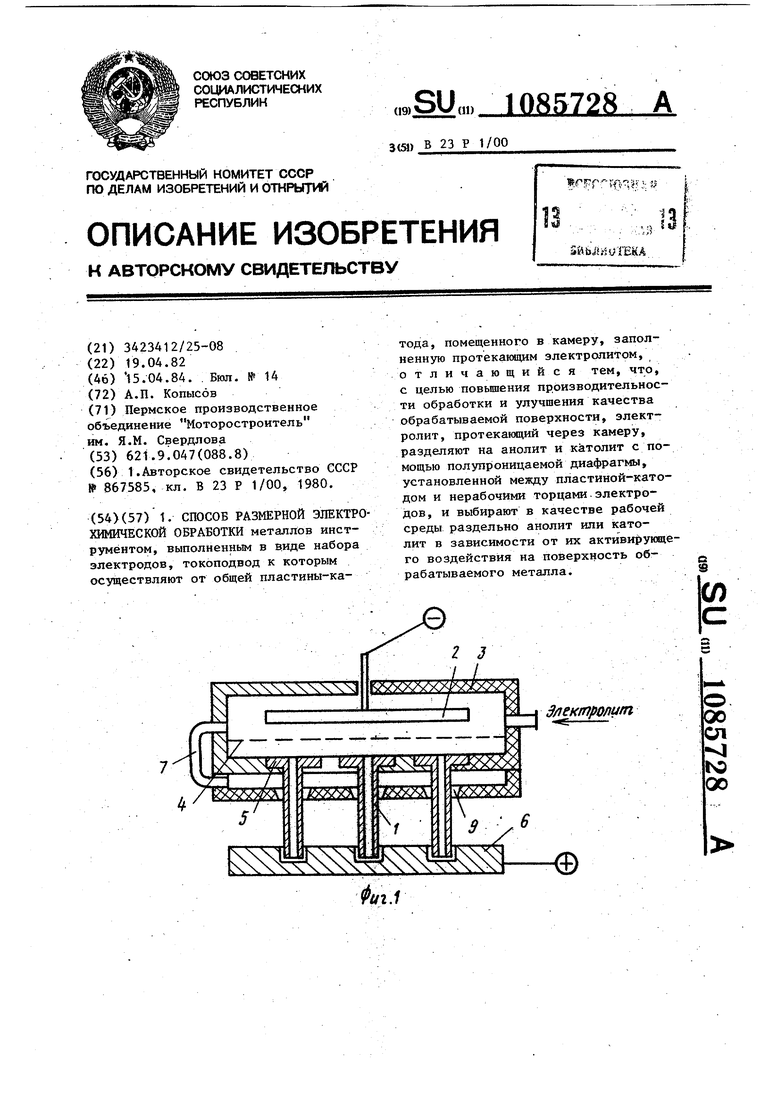
Изобретение относится к электрофизическим и электрохим11ческим мето дам от ки материалов, а именно размерной электрохимической обработке металлов. Наиболее близким к изобретению по технической сущности является способ многоконтурной электроэрозиоинохимической обработки металлов инструментом, выполненным в виде на бора токоизолированных электродовинструментов, токоподвод к которым осуществляют от общей пластины-элек рода через электролит, при котором величину общего тока изменяют перем щением общей пластины-катода относи тельно нерабочих частей электродовинструментов , а токовые режимы в каждом отдельном электроде-инструменте регулируют за счет изменения площади токосъемных частей электродов-инструментов О Недостатком этого способа являет ся высокая энергоемкость процесса обработки из-за непроизводительных затрат энергии на электрохимическое разложение воды при подвдде тока к электродам-инструментам через камеру, заполненну рабочей средой, .а также низкой производительностьюо работки и высокой шероховатостью об .работанной поверхности из-за подщел чивания электролита, подаваемого в зону обработки, обуславливающей пассивацию анодной поверхности, что затрудняет процесс анодного растворе ния металлов и сплавов на основе железа и никеля. Цель изобретения - повьпиение производительности обработки, улучшение качества обработанной поверхности И уменьшение растравливания необрабатываемых поверхностей. Указанная цель достигается тем, что согласно способу электрохимической обработки металлов инструментом, выполненным в виде набора электродов, токоподвод к которым осуществляют от общей пластины-катода, помещенного в камеру, заполненную электродом, последний разделяют на анолит и католит полупроницаемой диафрагмой, установленной между пластиной-катодом и торцами электродов, и выбирают в качестве рабочей среды анолит или католит в зависимости от их активирующего воздействия на обрабатываемую поверхность Металла. При обработке материалов на основе железа, никеля и титана используют анолит, при обработке вольфрама, молибдена - катодит, а на необрабатываемую поверхность подают анолит или католит в зависимости от их пассивируняцего воздействия по отношению к материалу детали. На фиг. 1 показана схема подачи католита; на фиг. 2 - схема подачи анолита. Токоподвод к инструменту,. выполненному в виде набора электродов 1, осуществляется от общей пластиныкатода 2 через электролит, протекающий через камеру 3 предобработки, которая разделена полупроницаемой диафрагмой 4, устаяовленйой между пластиной-катодом 2 и нерабочими торцами электродов 5. :Католит (фиг.1) или анолит (фиг. 2) подается в зону , обработки через каналы электродов к поверхности обрабатываемого изделия 6.
Для предотвращения или уменьшения коррозионного воздействия рабочей среды (анолита или католита) на необрабатываемые поверхности изделия и металлические части станка на выходе из зоны обработки производится его нейтрализация смешиванием с к толитон или анолитом соответственно, подаваемым через трубопровод -7 или отверстия 8 в стенке камеры 3 предобработки кольцевым отверстиям 9 на внешние части электродов 1. /
При этом учитывают, что накопление в электролите гидроксильных ионов способствует активации анодной поверхности металлов и сплавов на основе вольфрама и молибдена, напротив, накопление в электролите водородных ионов способсгвуёт активации поверхности изделий на основе железа, никеля и титана.
Увеличение содержания в рабочей среде ионов водорода или гидроксила повьппает электропроводность электролита, что способствует уменьшению энергозатрат на осуществление электрохимического процесса, т.е. повышению производительности электрохимической обработки.
Предлагаемый способ размерной электрохимической обработки опробован при обработке образцов из типичных металлов и сплавов, по отношению к которым соответственно анолит или. католит оказывают активирукодее воздействие.,
Пример 1. Проводят размерну электрохимическую обработку обр,азцов из жаропрочного сплава ЖС-бК одновременно тремя графитовыми электродами общей площадью 3 см. Электролит - 13%-ный водный раствор нитрата калия подают в камеру предобработки под давлением 0,5 МПа. В камере предобработки, между пластиной-катодом и токосъемными нерабочими частями электродов-инструментов устанавливают диафрагму из стеклоткани. Анолит, получавшийся в камере предобработки, подают через каналы внутри графитовых электродов в зону обработки (фиг. 1). При наложении импульсов с напряжением в АО В и частотой 100 Гц со средним током в импульсе 1000 А получают скорость подчи электродов-инструментов на глубину 10 мм, равную 12 мм/мии, что в 1,5 раза быстрее,, чем при обработке на тех же режимах известным способом (без диафрагмы) .
Пример2. Проводят размерную электрохимическую обработку образцов из вольфрама одновременно двумя электродами из графита общей рабочей площадью 1 см. Электролит 13%-ный водный раствор нитрата кали подают в камеру предобработки под давлением 0,3 МПа, где между пластиной-катодом и нерабочими частями электродов-инструментов устанавлива диафрагму из стеклоткани. Католит, получавщийся в камере предобработки подают в зону обработки.через отверстия в диэлектрических втулках 10, один конец которых вставлен в полунепроницаемую диафрагму, а другой - в отверстие электрода-инструмента (г. 2). При наложении импульсов с напряжением в 20 В и частотой 100 Гц со средним током в импульсе 350-400 А получают скорость подачи электродов-инструментов 9 мм/мин при глубине обработки 5 мм и шероховатость обработанной поверхности R 80, что в 1,8 раза быстрее, чем при обработке на тех же режимах известным способом (без „диафрагмы).
Таким образом, по сравнению с прототипом предлагаемый способ размерной электрохимической обработки позволяет повысить производительность обработки в 1,5-1,8 раза и уменьшить шероховатость обрабатываемой поверхности.
Фиг,г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
