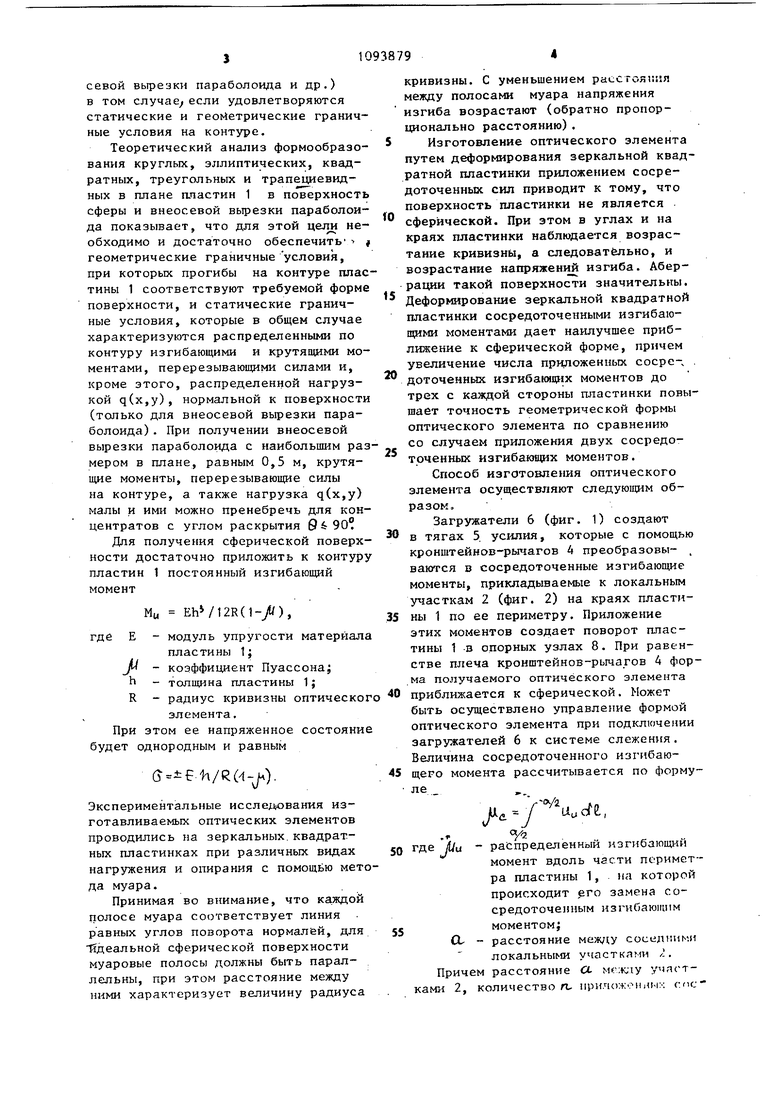
шczИзобретение относится к reinoтехнике, в частности к способам изготовления оптического элемента фацетных концентраторов солнечной энергии. Известен способ изготовления dn тйческого элемента путем деформирования упругой пластины приложением к ее краям изгибающих моментов. Согласно этому способу деформирован упругой пластины осуществляется рас пределенными изгибающими моментами, обеспечиваюпщми повышенный запас прочности и улучшенную геометрическую тбчность изготавливаемого оптического элемента по сравнению со сп собами деформирования путем приложе ния нагружаюш 1х сил fij. Однако известным способом можно изготавливать лишь оптические элементы нулевой гауссовой кривизны, например, имеющие форму параболоцилиндра. Цель изобретения - расширение области применения способа путем из готовления оптических элементов двойной кривизны. Поставленная цель достигается тем,что согласно способу изготовления оптического элемента путем деформирования упругой пластины прил жением к ее краям изгибаюш 1Х моментов последние прикладывают к локаль ным участкам пластины по ее периметру, причем по меньшей мере на части периметра локальные участки выбирают равноудаленными один относительно другого. На фкг. 1 показаны оптические эл менты прямоугольной формы и устройcfBo их нагружения сосредоточенными изгибаюиИ Моментами, вид сбоку; на фиг, 2 - то же, вид в плане; на фиг. 3 оптические элементы прямоугольной формы и устройство их HarpiFженин сосредоточенными изгибаюш 1ми моментами, расположенное с задней стороны оптических элементов без их затенения, вид сбоку; на фиг. 4 блок из шести прямоугольных оптических элементов с общим устройством их иагружения сосредоточенными изгибаюищми моментамтн, расположенным с задней стороны оптических элементов, вид сбокур на фиг. 5 же, вид в плане; на фиг. 6 - оптический элемент прямоугольной формы и устройство его иагружения с увеличенным количеством сосредоточенных изгибающих моментов. вид сбоку; на фиг. 7 - то же, вид в апане; на фиг. 8 - круглый оптический элемент и устройство его нагружеНия сосредоточенными изгибающими моментами, вид в плане. Способ изготовления оптического элемента заключается в том, что деформируют упругую пластину 1 (фиг. 1), прикладывая к ее краям изгибаюпц1е моменты. Изгибающие моменты прикладывают к локальным участкам 2 (фиг.2) пластины 1 по ее периметру, причем по меньшей мере на части периметра локальные участки 2 выбирают равноудаленными один относительно другого. Сосредоточенные изгибающие моменты прикладывают к пластине 1 (фиг.1) с помощью устройства 3 нагружения, являющегося одновременно опорной рамой гелиоустановки. Устройство 3 нагружения содержит кронштейны-рычаги 4, тяги 3, загружатель 6, винты 7 крепления и юстировки сдеформированных пластин 1, опорные -узлы 8, закрепленные на тьшьной стороне пластины 1, например, с помощью эпоксидного 1слея и шарнирно соединенные с винтами 7 для обеспечения поворота пластины 1 на небольшой угол относительно винтов 7. Устройство 3 нагружения может иметь тяги 5 (фиг. 3), расположенные с задней стороны пластины 1 и работающие на сжатие. Это уменьшает затененность пластин 1 и упрощает юстировку. Устройство 3 нагружения (фиг. 4 и 5) может быть общим для блока, например, из шести пластин 1, причем тяги 5 соединяют сходственные кронштейны-рычаги 4 соседних пластин 1. В этом случае длина тяг 5 минимальна. Устройство 3 нагружения (фиг. 6 и 7) может обеспечивать увеличенное количество прикладываемых к пластине 1 о РВДОГоченных изгибающих моментов например по три локальных участка 2 пpIiлoжeния нагрузки на каждой стороне прямоугольной пластины 1. Устройство 3 нй ружения (фиг. 8) может обеспечивать деформирование пластины 1, имеющей круглую форму. В этом случае локальные участки 2 приложения нагрузки равно, отстоят друг относительно друга по всему периметру пластины 1. Из решения обратной задачи линей ной теории пластин легко показать, что плоская пластина 1 принимает заданную форму (сферическую, внеосевой вырезки параболоида и др.) в том случае если удовлетворяются статические и геометрические граничные условия на контуре. Теоретический анализ формообразования круглых, эллиптических, квадратных, треугольных и трапециевидных в плане пластин 1 в поверхность сферы и внеосевой вырезки параболоида показывает, что для этой цели необходимо и достаточно обеспечить t геометрические граничные условия, при которых прогибы на контуре плас тины 1 соответствуют требуемой форме поверхности, и статические граничные условия, которые в общем случае характеризуются распределенными по контуру изгибающими и крутящими моментами, перерезывающими силами и, кроме этого, распределенной нагрузкой q(x,y), нормальной к поверхности (только для внеосевой вьфезки параболоида) . При получении внеосевой вырезки параболоида с наибольшим раз мером в плане, равным 0,5 м, крутящие моменты, перерезывающие силы на контуре, а также нагрузка q(x,y) малы и ими можно пренебречь для концентратов с углом раскрытия Дпя получения сферической поверхности достаточно приложить к контуру пластин 1 постоянный изгибающий момент MU EhVl2R(1-//), где Е - модуль упругости материала пластины 1; J - коэффициент Пуассона; h - толщина пластины 1; R - радиус кривизны оптическог элемента. При этом ее напряженное состояние будет однородным и равным (.1n/R(t-j).
Экспериментальные исследования изготавливаемых оптических элементов проводились на зеркальных.квадратных пластинках при различных видах нагружения и опирания с помощью метода муара.
Принимая во внимание, что каждой полосе муара соответствует линия равных углов поворота нормалей, для идеальной сферической поверхности муаровые полосы должны быть параллельны, при этом расстояние между ними характеризует величину радиуса
(Х/2 .
Л-/ / l- 1
Усг
,г -/i.
де /t/u распределенный изгибающий
момент вдоль части периметра пластины 1, на которой происходит его замена сосредоточенным изгибающим моментом; CL - расстояние между соседними
локальными участками Л. Причем расстояние CL ме;к;1У учпгтами 2, количество п, прилож.-чымх гпс кривизны, с уменьшением расстояния между полосами муара напряжения изгиба возрастают (обратно пропорционально расстоянию). Изготовление оптического элемента путем деформирования зеркальной квадратной пластинки приложением сосредоточенных сил приводит к тому, что поверхность пластинки не является сферической. При этом в углах и на краях пластинки наблюдается возрастание кривизны, а следовательно, и возрастание напряжений изгиба. Аберрации такой поверхности значительны. Деформирование зеркальной квадратной пластинки сосредоточенными изгибаюПЦ1МИ моментами дает наилучшее приближение к сферической форме, причем увеличение числа приложенных сосрс-, . доточенных иэгибанищх моментов до трех с каждой стороны пластинки повышает точность геометрической формы оптического элемента по сравнению со случаем приложения двух сосредоточенных изгибающих моментов. Способ изготовления оптического элемента осуществляют следуюищм образом, Загружатели 6 (фиг. 1) создают в тягах 5. усилия, которые с помощью кронштейнов-рычагов 4 преобразовываются в сосредоточенные изгибающие моменты, прикладываемые к локальным участкам 2 (фиг. 2) на краях пластины 1 по ее периметру. Приложение этих моментов создает поворот пластины 1 в опорных узлах 8. При равенстве плеча кронштейнов-рьтагов 4 форма получаемого оптического элемента приближается к сферической. Может быть осуществлено управление формой оптического элемента при подключении загружателей 6 к системе слежения. Величина сосредоточенного изгибающего момента рассчитывается по формулередоточенных моментов jC/c и длина 2, стороны пластины 1, имеющей форму в плане, отличную от овала, связаны со отношением -R-Cn S) Для овальной формы пластины 1 (в плане) число /Ijf локальных участко 2 (фиг. 8) должно быть не менее пяти (№ 5). Деформирование пластины 1 сосредоточенными изгибающими момен.8
ff
-D тами, приложенными на краю по ее периметру, обеспечивает получение заданной геометрической формы изготавливаемого оптического элемента с минимальными напряжениями- изгиба в материале оптического элемента, что позволяет использовать способ для изготовления оптических элементов, имеющих двойную кривизну, наименьшие аберрации и наибольшую прочность и долговечность.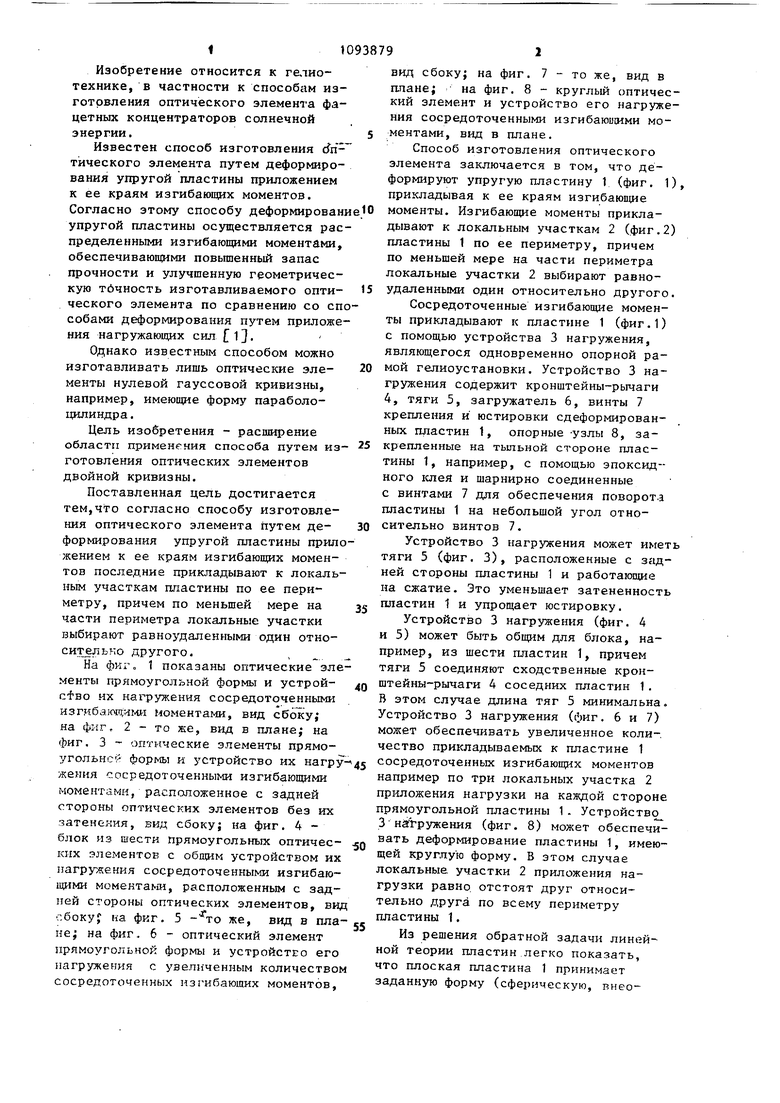
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаблон отражающего элемента двойной кривизны | 1985 |
|
SU1254397A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2194589C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРВИЧНОГО ЗЕРКАЛА ДЛЯ ЗЕРКАЛЬНОГО ТЕЛЕСКОПА | 1989 |
|
RU2037858C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2199407C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ | 2011 |
|
RU2475322C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ НЕСУЩЕЙ СПОСОБНОСТИ ПЛАСТИНОК ПЕРЕМЕННОГО СЕЧЕНИЯ | 2001 |
|
RU2189022C1 |
| Способ экспериментального определения изгибной жесткости элементов летательного аппарата | 2024 |
|
RU2837512C1 |
| Трехслойная амортизационная оболочка | 1981 |
|
SU998687A1 |
| Способ определения несущей способности листовых элементов металлических конструкций | 1989 |
|
SU1753349A1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ГНУТЫХ ЛИСТОВЫХ ДЕТАЛЕЙ | 2000 |
|
RU2199408C2 |

СПОСОБ ИЗГОТОВЛЕНИЯ ОПТИЧЕСКОГО ЭЛЕМЕНТА путем деформирования упругой пластины приложением к ее краям изгибающих моментов, отличающийся тем, что, с целью расширения области его применения путем изготовления оптических элементов двойной кривизны, изгибающие моменты прикладывают к локальным участкам пластины по ее периметру, причем по меньшей мере на части пе- риметра локальные участки выбирают равноудаленными один относительно другого.
Р 7 Ф«г5 Фмг.7
Т г
.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Патент США № 4119365, кл | |||
| Способ приготовления консистентных мазей | 1912 |
|
SU350A1 |
| Чугунный экономайзер с вертикально-расположенными трубами с поперечными ребрами | 1911 |
|
SU1978A1 |
