Изобретение относится к цветной и черной металлургии, в частности к электропечам для плавки руд, концентратов, обеднения шлаков, и может быть использовано, например, при переработке сырья, содержащего тяжелые цветные металлы (никель, медь, кобальт и др.).
Известен способ защиты нерасходуемого электрода, при котором поверхность электрода покрывают защитным керамическим слоем.
Недостатком этого способа является низкая стойкость электрода.
Наиболее близким по техническому существу является способ защиты полого нерасходуемого электрода, содержащего водоохлаждаемый держатель и погружаемый в расплав металлический наконечник, при котором через отверстие в электроде продувают восстановительный газ.
Недостатком этого способа является низкая надежность работы электрода, вызванная окислением наконечника.
Целью изобретения является повышение надежности работы электрода.
Поставленная цель достигается тем, что в способе защиты полого нерасходуемого электрода, содержащего водоохлаждаемый держатель и погружаемый в расплав металлический наконечник, при котором через отверстие в электроде продувают восстановительный газ, наконечник выполняют из карбидообразующего материала, плотность тока погруженной в расплав части наконечника поддерживают менее 20 А/см2, а мощность, приходящую на электрод, определяют по формуле Nэ ≥ 10(1,416d2l + 0,7d3).
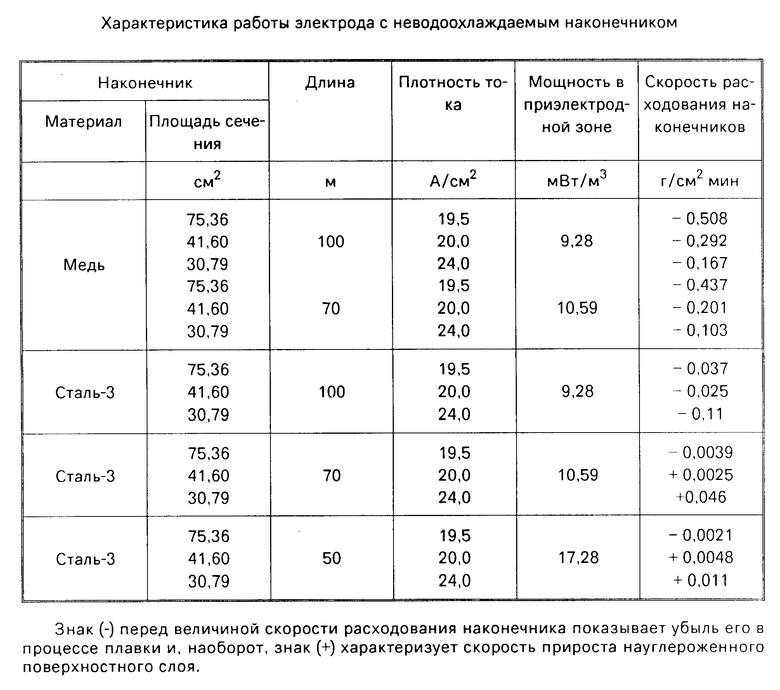
Эти зависимости были установлены экспериментально в процессе исследования различных по конструкции и материалу электродов (цельнометаллических, полых и набивных: из меди, железа, стали). На электродах, выполненных из некарбидообразующих материалов, защитный поверхностный слой не образуется вообще, и они быстро оплавляются. Наконечник из карбидообразующего материала в виде полого цилиндра, заполненного токопроводящим материалом, разрушается, если плотность тока в нем была менее 20 А/см2, а мощность его не обеспечивала вводимой в расплав удельной объемной мощности равной или большей 10 мВт/м3 приэлектродной зоны. Это являлось следствием того, что скорость разрушения электрода больше скорости образования поверхностного защитного слоя, которая, в свою очередь, связана с процессами тепло- и массообмена, протекающими в приэлектродной зоне.
Например, если плотность тока более 20 А/см2, а мощность не позволяет достичь удельной мощности в приэлектродной зоне не менее 10 мВт/м3, то такой электрод расходуется, что не позволяет достичь поставленной цели. Это не наблюдается и в обратном случае. Такой характер поведения электрода в работе обусловлен тем, что если, например, на поверхности электрода развивается достаточная температура для процесса науглероживания поверхности и роста поверхностного слоя, а в приэлектродной зоне выделяемая мощность недостаточна для интенсивного развития процесса пиролиза продуваемого газа и взаимодействия его с окислами металлов вблизи электрода, то стабилизации этого слоя не происходит, и электрод разрушается. Только такая конструкция электрода, которая выполнена с соблюдением указанных условий, позволяет достичь поставленную цель. Верхние пределы по плотности тока на электроде и удельной мощности в приэлектродной зоне ограничены конструктивными требованиями и электрическими характеристиками печи.
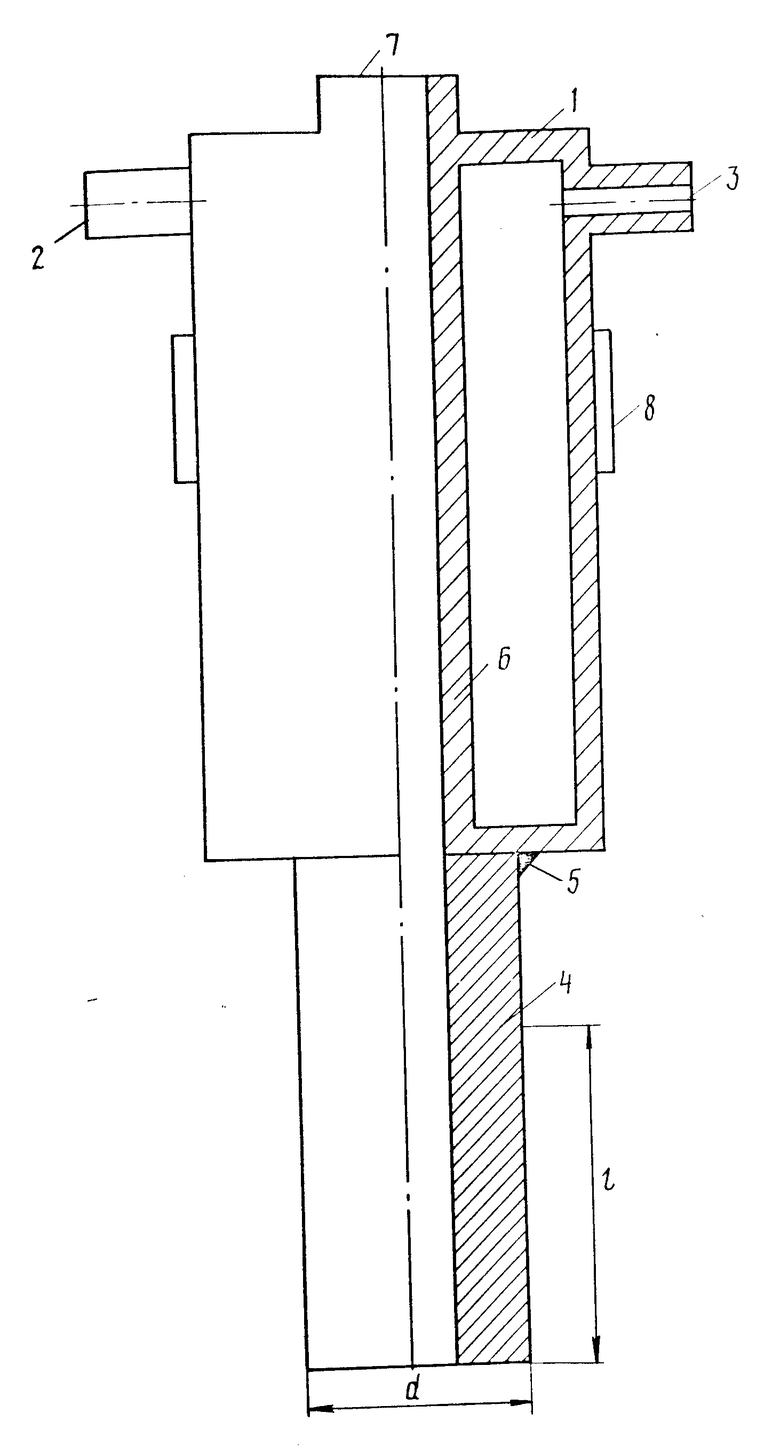
На чертеже изображен предлагаемый нерасходуемый электрод. Он состоит из водоохлаждаемой части 1, где циркуляция воды на охлаждение происходит через патрубки 2 и 3, и неводоохлаждаемой части 4, выполненной из карбидообразующего материала. Неводоохлаждаемая часть скреплена с водоохлаждаемой известными методами, например, сваркой 5. Внутри электрода по его оси расположена полая трубка 6, через патрубок 7 которой подается в расплав углеродсодержащий газ. К водоохлаждаемой части электрода подведена электроэнергия посредством контактных щек 8.
Результаты испытаний нерасходуемого электрода на электропечной установке мощностью 225 кВт приведены в таблице.
Как видно из данных таблицы, конструкция электрода, отвечающая приведенным соотношениям, позволяет обеспечить достижение поставленной цели.
Устранение контакта охлаждающей воды с высокотемпературным расплавом через стенки электрода повышает надежность его в работе и исключает возможность взрыва в случае прогара электрода. Кроме того, использование предлагаемого электрода позволит упростить конструкцию и обслуживание электропечи за счет исключения сложных систем наращивания и перепуска электродов.
Работа при более высоких плотностях тока требует меньшего диаметра электродов, вследствие чего упрощается система его уплотнения в своде печи, снижаются подсосы воздуха в печь и, следовательно, повышается тепловой КПД печи. Тепловой КПД печи повышается также и за счет того (по сравнению с водоохлаждаемыми в нижней части электродами), что уменьшаются потери тепла с охлаждающей водой.
Испытания показали надежность предлагаемого способа защиты электрода, возможность работы электрода как в режиме расплавления материала, так и нагрева жидкого расплава в печи.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАЩИТЫ НЕРАСХОДУЕМОГО ЭЛЕКТРОДА В ШЛАКОВОМ РАСПЛАВЕ | 1999 |
|
RU2158062C1 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2487181C1 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД | 1999 |
|
RU2166843C2 |
| ПЕЧЬ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2483126C1 |
| Способ защиты электрода в шлаковом расплаве | 1981 |
|
SU1736013A1 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ РУДНОТЕРМИЧЕСКИХ И ОБЕДНИТЕЛЬНЫХ МНОГОШЛАКОВЫХ ЭЛЕКТРОПЕЧЕЙ | 1999 |
|
RU2176856C2 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2483119C2 |
| СПОСОБ ОБЕДНЕНИЯ ШЛАКОВ, СОДЕРЖАЩИХ ТЯЖЕЛЫЕ ЦВЕТНЫЕ И БЛАГОРОДНЫЕ МЕТАЛЛЫ | 1999 |
|
RU2176276C2 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОШЛАКОВОЙ НАПЛАВКИ | 2008 |
|
RU2376117C2 |
| Способ плазменной утилизации твёрдых бытовых отходов и передвижная установка для его осуществления | 2018 |
|
RU2725411C2 |
СПОСОБ ЗАЩИТЫ ПОЛОГО НЕРАСХОДУЕМОГО ЭЛЕКТРОДА, содержащего водоохлаждаемый держатель и погружаемый в расплав металлический наконечник, при котором через отверстие в электроде продувают восстановительный газ, отличающийся тем, что, с целью повышения надежности работы электрода, наконечник выполняют из карбидообразующего материала, плотность тока погруженной в расплав части наконечника поддерживают не менее 20 А/см2, а мощность, приходящуюся на электрод, определяют по формуле
Nэ ≥ 10 (1,416d2l + 0,7 d3),
где l длина наконечника;
d его диаметр.
| Нерасходуемый охлаждаемый металлический электрод | 1970 |
|
SU337019A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
