Изобретение относится к области цветной и черной металлургии, в частности к электропечам с погруженными в шлаковый расплав электродами, предназначенным для плавки руд, концентратов, обеднения шлаков, и может быть использовано, например, при переработке сырья, содержащего тяжелые цветные и благородные металлы (медь, никель, кобальт, цинк, золото и т.д.).
Известны способы защиты электродов в шлаковом расплаве, при которых различными приемами защищается поверхность электродов за счет покрытия поверхности электрода защитным керамическим слоем (А.с. СССР N 401024) или обдувом поверхности электродов инертным или защитным газом (А.с. СССР N 337019). Недостатками указанных способов является низкая эффективность применяемых приемов, которые по существу не позволяют создать нерасходуемый электрод, а приводят к той или иной степени снижения его расхода в подсводовом пространстве печи или в шлаковом расплаве.
Известен также способ защиты электрода в шлаковом расплаве, при котором вдувают газ через, по крайней мере, одно отверстие на торце электрода со скоростью истечения газа в диапазоне 50 - 300 м/с (патент России N 1736013). Недостатком указанного способа является то, что он не обеспечивает надежной защиты электрода в шлаковом расплаве. Отсутствуют параметры, которые обеспечивают защиту электрода от разрушения в шлаковом расплаве в зависимости от размеров электрода и вводимой мощности, в результате чего расход подаваемого газа оказывается значительно выше необходимого.
Наиболее близким по технической сущности является способ защиты нерасходуемого электрода (патент России N 1094567), содержащего водоохлаждаемый держатель, к которому подводится электроэнергия и крепится погружаемый в расплав металлический наконечник из карбидообразующего материала, через отверстие в котором в расплав продувают восстановительный газ, при этом плотность тока в токопроводящей погружаемой в расплав шлака части наконечника поддерживают не менее 20А/см2, а мощность, приходящуюся на электрод, определяют по формуле Nэ≥10•(1,416•d•l+0,7•d3), где l - длина токопроводящей погруженной в расплав части наконечника, a d - диаметр погруженного в расплав наконечника (размеры везде в м, a Nэ в МВт).
Недостатком указанного способа является то, что способ не обеспечивает надежной защиты электрода в шлаковом расплаве. Отсутствует важнейший показатель, который позволяет защитить наконечник в расплаве - расход газа и соответственно параметры его ввода в расплав. Кроме того, не указан тип восстановительного газа, которым, например, может быть и водород или аммиак.
Целью настоящего изобретения является повышение надежности работы электрода в расплаве при снижении расхода восстановительного газа до пределов, необходимых для обеспечения "нерасходуемости" электрода в шлаковом расплаве электропечи. Поставленная цель достигается тем, что в способе защиты нерасходуемого электрода, содержащего держатель, к которому подводится электроэнергия и погружаемый в расплав металлический наконечник из карбидообразующего материала с осевым отверстием, имеющим сопло, через которое продувают восстановительный газ, согласно изобретению мощность, приходящуюся на электрод, выбирают из расчета получения в приэлектродной зоне значения удельной мощности в пределах 10-20 МВт/м3, а расход восстановительного углеводородсодержащего газа, продуваемого через осевое сечение канала, выбирают из следующего соотношения:
где Qг - расход газа, нм3/ч;
dс - диаметр сопла, м;
dэ - диаметр электрода, м;
H - заглубление электрода в шлаковый расплав, м,
а объем приэлектродной зоны определяется как объем цилиндра диаметром 2,38 dэ и высотой H+dэ/2.
Восстановительный газ выбирают из группы углеводородсодержащих газов. Поддержание содержания углерода в восстановительном углеводородсодержащем газе на уровне 0,4-0,5 кг на 1 нм3 подаваемой газовой смеси позволяет дополнительно снизить затраты на восстановительный газ.
В шлаковый расплав добавляют флюс, содержащий оксиды железа, с получением содержания железа в шлаке не менее 12%.
Указанные приемы и параметры были установлены в результате исследований.
Изучение механизма "нерасходуемости" электрода показало, что на погружаемом в расплав наконечнике имеют место два процесса: 1- расходование электрода за счет его взаимодействия со шлаковым расплавом под воздействием высокой температуры и 2 - осаждение на электроде восстановленного из шлака железа, обогащенного углеродом. Соотношение скоростей этих двух процессов и приводит к защите электрода или его расходованию, этим фактором и объясняется роль удельной мощности в приэлектродной зоне. При ее значении менее установленного скорость первого процесса больше скорости второго, т.к. температура в приэлектродной зоне снижается, что приводит соответственно к снижению скорости восстановления железа и образования защитного слоя и электрод расходуется. При превышении этой величины скорость растворения, вероятно? также превышает скорость образования защитного слоя, т.к. электрод расходуется. В приэлектродной зоне выделяется основное количество тепла от электроэнергии, вводимой через электрод, поэтому тепловым режимом именно этой зоны определяется защищенность электрода. Объем приэлектродной зоны определяется как объем цилиндра диаметром, равным 2,38•dэ, и высотой H+dэ/2, где dэ- диаметр электрода, а H - заглубление наконечника в расплав. Таким образом, поддержание на электроде мощности, обеспечивающей получение в приэлектродной зоне определенного объема удельной мощности 10-20 МВт/м3, позволяет получить требуемое соотношение скоростей протекания процессов взаимодействия электрода с расплавом и осаждения на нем железа, т. е. обеспечить защиту электрода от разрушения.
Как показали исследования, необходимым элементом защиты электрода является подача восстановительного газа при параметрах, обеспечивающих определенную площадь покрытия торца электрода обратной струей всплывающих пузырей газа. Важнейшим параметром, обеспечивающим защиту электрода, является расход газа и соответственно параметры его ввода в расплав. Установлено, что расход газа связан с параметрами наконечника, погружаемого в расплав, а именно с диаметром наконечника и диаметром сопла в наконечнике, через который подают восстановительный газ. Величина расхода газа была определена экспериментально и описана соответствующими зависимостями. Конечный результат указанных выражений приводится в формуле
где Nэ - мощность, приходящаяся на электрод, МВт;
Qг - расход газа, нм3/ч;
dс - диаметр сопла, м;
dэ - диаметр электрода, м;
H - заглубление электрода в шлаковый расплав, м.
Расход газа менее определенного по формуле приводит к расходуемости электрода, превышение расхода по сравнению с указанным также обеспечивает "нерасходуемость" электрода, но приводит к повышенному сверх необходимого расходу газа.
В качестве восстановительного газа, помимо природного, использовали другие углеводородосодержащие газы: пропан, соляровое масло, распыленное в токе азота. Было установлено, что содержание углерода в указанной смеси должно быть 0,4-0,5 кг на 1 нм3 подаваемой газовой смеси. При меньшем содержании углерода происходит расходование электрода, а превышение указанной величины обеспечивает "нерасходуемость", но приводит к повышенному расходу углеродсодержащего компонента сверх необходимого.
Было также установлено, что в случае содержания в шлаке менее 10% железа электрод расходуется даже при соблюдении указанных условий. Промышленные шлаки цветной и черной металлургии имеют содержание железа, как правило, превышающее эту величину. Однако, в случае необходимости проведения электротермического процесса со шлаками, содержащими железо ниже указанной величины, необходимо добавлять в указанные шлаки железистый флюс.
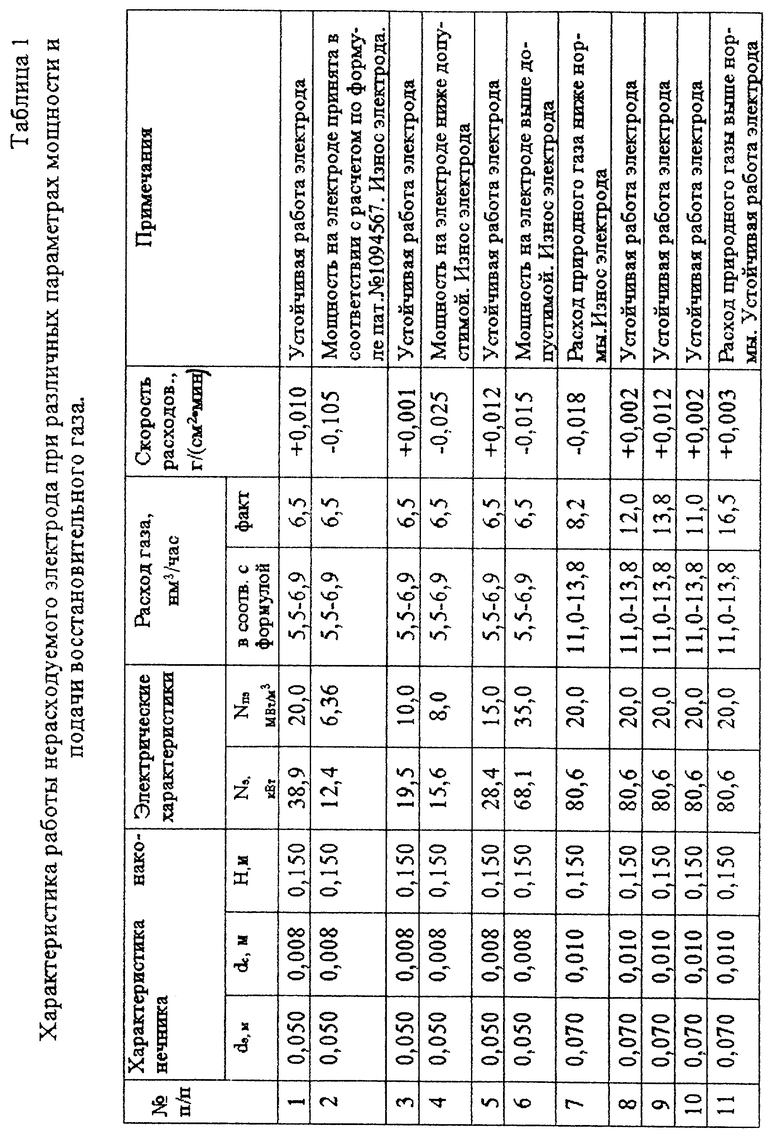
Испытания проводились на укрупненно-лабораторной трехэлектродной электропечи мощностью 400 кВА с размерами печного пространства 1120 •330•850 мм. Диапазон регулирования напряжения 44.7 - 178.8 В, тока - 725 и 1450 А. Размеры электродов, сопел и различных величин заглубления, при которых проводились испытания, приведены в таблице. В соответствии с размерами наконечника рассчитывались объем приэлектродной зоны, электрические характеристики и расход газа.
В работе изучали влияние следующих параметров на работоспособность электрода: диаметр электрода; диаметр сопел; материал электрода; конструкцию электрода (цельнометаллический, полый с набивкой); тип шлака (конвертерный, печной), состав шлака по основным шлакообразующим, вид восстановительного газа.
В качестве расплавов, на которых проводились испытания электродов, использовались шлаки различного состава: отвальные шлаки шахтной плавки окисленных никелевых руд; конвертерные шлаки, полученные при переработке окисленных никелевых и сульфидных медно-никелевых руд; синтетические шлаки с различным содержанием железа, получаемые путем плавки известняка с песчаником с добавлением различного количества железосодержащей руды. Состав отвального шлака (мас.%): Ni-0.12 - 0.2; Co - 0.028 - 0.03; Feобщ.. - 19.0 - 20.0; SiO2 - 43.0; состав конвертерного шлака (мас.%): Ni - 0.86 - 1.30; Co - 0.024 - 0.027; Cu - 1.32 - 1.6; Feобщ - 45.0 - 46.0; SiO2 - 28.0 - 30.0; синтетические шлаки содержали Feобщ - 5.0 - 12.0%, остальное SiO2 и CaO.
Конструкция исследуемых электродов (см. чертеж) представляла собой сборку из верхней водоохлаждаемой части (1) и неводоохлаждаемого электрода-насадки (2). Верхняя часть электрода имеет резьбовые соединения для подключения газовых шлангов (3), подвода (4) и отвода (5) охлаждающей воды. Верхняя и нижняя части электрода соединяются по резьбе. С целью уплотнения между ними помещалась прокладка из отожженной меди толщиной 1,5 мм (6). Внутри всего электрода был предусмотрен канал для подачи в расплав газообразных реагентов. Методика проведения опытов заключалась в следующем.
После набора необходимой высоты ванны электропечь отключали и выводили электроды из расплава. Средний графитовый электрод заменяли на сборный нерасходуемый электрод (см. чертеж).
Далее через него подавали газ и заглубляли его в расплав на заданную величину. Положение среднего электрода в расплаве фиксировали в течение всего периода опыта постановкой его на ручное управление.
Два других электрода работали в автоматическом режиме и поддерживали заданную мощность печи. Во время опыта все электроды находились под нагрузкой.
Началом режима считали подачу на электроды заданной мощности и подачу газа в расплав в режимах с продувкой. В процессе опытов периодически контролировали вес и состояние продувочного электрода.
Работоспособность электрода оценивали по скорости его расходования в процессе опытов, которая определялась по формуле
где v - скорость расходования электрода, г/(см2• мин);
G1 - вес электрода до проведения опыта, г;
G2 - вес электрода после проведения опыта, г;
S2 - площадь поверхности электрода, погруженного в расплав, см2;
t - время проведения опыта, мин.
При отрицательном значении v электрод расходовался, а при положительном значении происходил прирост массы электрода, при нулевом значении v имела место стабилизация электрода.
В проведенных исследованиях в качестве восстановительного газа применяли водород. Опыты показали, что даже при соблюдении установленных параметров электрод расходуется.
В качестве восстановительного газа, помимо природного, использовали другие углеводородсодержащие газы: пропан, соляровое масло, распыленное в токе азота.
Ниже в табл. 1 приведены результаты испытания нерасходуемого электрода в различных режимах и параметрах процесса. Как видно из представленных данных, одновременное соблюдение двух заявленных параметров в соответствии с настоящим изобретением обеспечивает устойчивую защиту электрода в шлаковом расплаве. Отклонение от указанных параметров приводит к расходу электродов либо сопряжено с повышенным расходом газа.
Источники информации
1. Авторское свидетельство СССР N 401024, кл. H 05 В 7/06, 1973.
2. Авторское свидетельство СССР N 337019, кл. С 21 С 5/56, 1962.
3. Патент России N 1736013, кл. H 05 В 7/06, 1992.
4. Патент России N 1094567, кл. H 05 B 7/08, 1980г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБЕДНЕНИЯ ШЛАКОВ, СОДЕРЖАЩИХ ТЯЖЕЛЫЕ ЦВЕТНЫЕ И БЛАГОРОДНЫЕ МЕТАЛЛЫ | 1999 |
|
RU2176276C2 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД | 1999 |
|
RU2166843C2 |
| НЕРАСХОДУЕМЫЙ ЭЛЕКТРОД ДЛЯ РУДНОТЕРМИЧЕСКИХ И ОБЕДНИТЕЛЬНЫХ МНОГОШЛАКОВЫХ ЭЛЕКТРОПЕЧЕЙ | 1999 |
|
RU2176856C2 |
| СПОСОБ ЗАЩИТЫ ПОЛОГО НЕРАСХОДУЕМОГО ЭЛЕКТРОДА | 1982 |
|
SU1094567A1 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ | 2007 |
|
RU2349654C1 |
| СПОСОБ ПЕРЕРАБОТКИ БЫТОВЫХ И ПРОМЫШЛЕННЫХ ОТХОДОВ | 1998 |
|
RU2126847C1 |
| СПОСОБ ЭЛЕКТРОПЛАВКИ СТАЛИ В ДУГОВОЙ ПЕЧИ | 2011 |
|
RU2483119C2 |
| СПОСОБ ЭЛЕКТРОШЛАКОВОГО ПЕРЕПЛАВА МЕТАЛЛОСОДЕРЖАЩИХ ОТХОДОВ | 2011 |
|
RU2487181C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОЛОВОСОДЕРЖАЩИХ МАТЕРИАЛОВ | 2011 |
|
RU2469114C1 |
| СПОСОБ ПЕРЕРАБОТКИ ОКИСЛЕННОГО ПОЛИМЕТАЛЛИЧЕСКОГО СЫРЬЯ | 1997 |
|
RU2135614C1 |

Изобретение относится к области черной и цветной металлургии, в частности к электропечам с погруженными в шлаковый расплав электродами. Способ защиты нерасходуемого электрода, содержащего держатель, к котрому подводится электроэнергия, и погружаемый в расплав металлический наконечник из карбидообразующего материала с осевым отверстием, предусматривает подачу восстановительного газа через осевое отверстие. Мощность, приходящуюся на электрод, выбирают из расчета получения в приэлектродной зоне удельной мощности в пределах от 10 до 20 МВт/м3, где объем приэлектродной зоны определяется как объем цилиндра высотой H + dэ/2 и диаметром 2,38 dэ, а расход восстановительного углеводородсодержащего газа выбирают из соотношения
где Qг - расход газа, нм3/ч; dс - диаметр сопла, м; dэ - диаметр электрода, м; H - заглубление электрода в шлаковый расплав, м. Техническим результатом является то, что позволяет повысить надежность работы электрода при снижении расхода восстановительного газа. Поддержание содержания углерода в восстановительном углеводородсодержащем газе на уровне 0,4 - 0,5 кг на 1 нм3 позволяет дополнительно снизить расходы на восстановительный газ. 2 з.п.ф-лы, 1 ил., 1 табл.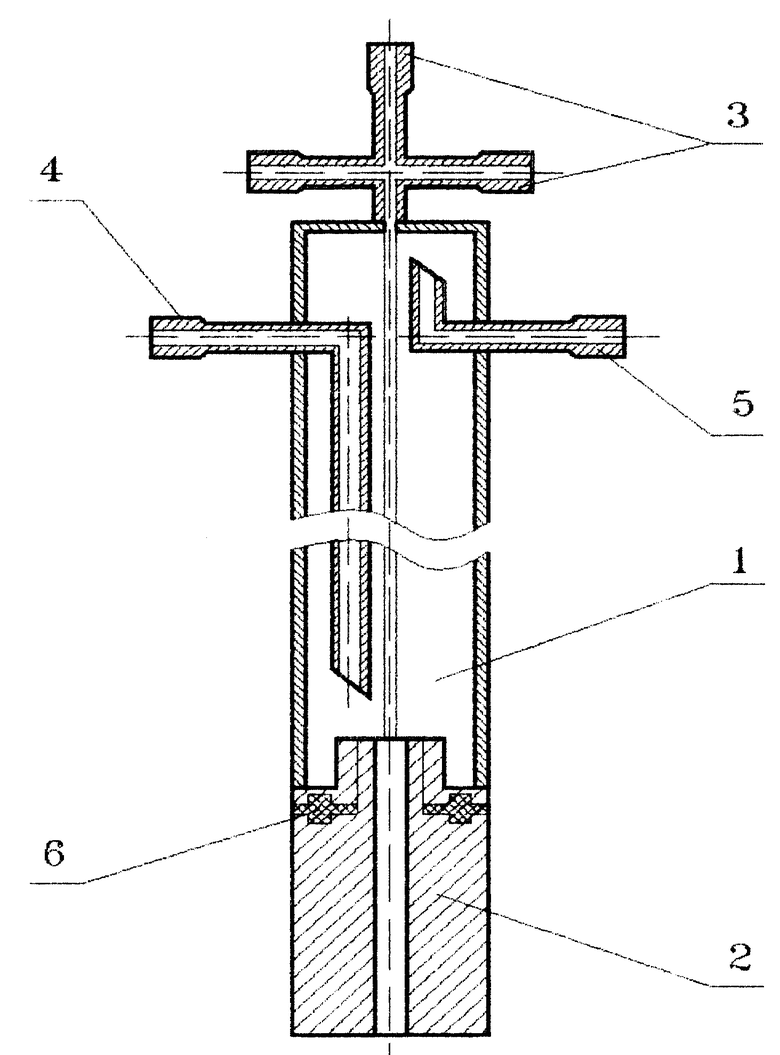
где Nэ - мощность приходящаяся на электрод, МВт;
Qг - расход газа, нм3/ч;
dс - диаметр сопла, м;
dэ - диаметр электрода, м;
H - заглубление электрода в шлаковый расплав, м.
| СПОСОБ ЗАЩИТЫ ПОЛОГО НЕРАСХОДУЕМОГО ЭЛЕКТРОДА | 1982 |
|
SU1094567A1 |
| СИСТЕМА АВАРИЙНОГО ОТВОДА ТЕПЛА | 2016 |
|
RU2646859C2 |
| 0 |
|
SU401024A1 | |
| Торфодобывающая машина с вращающимся измельчающим орудием | 1922 |
|
SU87A1 |
| DE 3106164 A1, 14.01.1982 | |||
| US 4425657 A, 10.01.1984 | |||
| US 4442525 A, 10.04.1984 | |||
| US 4462104 A, 24.07.1984 | |||
| Домовый номерной фонарь, служащий одновременно для указания названия улицы и номера дома и для освещения прилежащего участка улицы | 1917 |
|
SU93A1 |

