5
(Л
3 / J
.
СО ГчЭ
СО
Изобретение относится к электротехнике и тиожет быть использовано, в частности в автотракторном электрооборудовании в качестве контактного болта реле стартеров.
Известен электрический контакт, используемый в коммутационной аппаратуре, состояш.ей из основы, выполненной из электропроводного материала, и контактного элемента из материала с более высокой электропроводностью, чем материал основы (медь и другие контактные материалы). Указанный контактный элемент прочно присоединяется к основе методом пластической деформации 1.
Однако данный электрический контакт имеет сложную в изготовлении основу, что приводит к низкой стойкости инструмента для высадки, а также ограниченный выбор контактного материала (только пластичный).
Наиболее близким по технической сущности к изобретению является электрический контакт, содержащий основу в виде резьбового стержня с головкой и контактный элемент, выполненный из материала с более высокой электропроводностью, чем материал основы 2.
Недостатками указанной конструкции являются возможность неполного прилегания по всей поверхности сопряжения контактного элемента и основы болта за счет утяжины в центре головки при высадке, для устранения которого требуется дополнительпая подчеканка поверхности головки, что связано с увеличением трудоемкости и применения более сложной конструкции штампа (неполное прилегание поверхностей ухудшает теплообмен между контактным элементом и основой болта); сложность инструмента для высадки головки основы болта и его низкая стойкость; возможность образования облоя при высадке на кольцевом бурте, что уменьшает ресурс работы контакта за счет уменьшения высоты контактного элемента. Устранение облоя требует дополнительной операции.
Цель изобретения - упрощение технологии изготовления электрического контакта.
Поставленная цель достигается тем, что электрический контакт, содержащий основу в виде резьбового стержня с головкой и контактный элемент из материала с более высокой электропроводностью, чем материал основы, снабжен соединительным колпачком с центральным отверстием в днище, контактный элемент выполнен с фланцем, а головка резьбового стержня - в виде усеченного конуса, большее основание которого обращено к контактному элементу, при этом днище соединительного колпачка размещено на фланце контактного элемента, а боковые стороны колпачка плотно охватывают головку резьбового стержня.
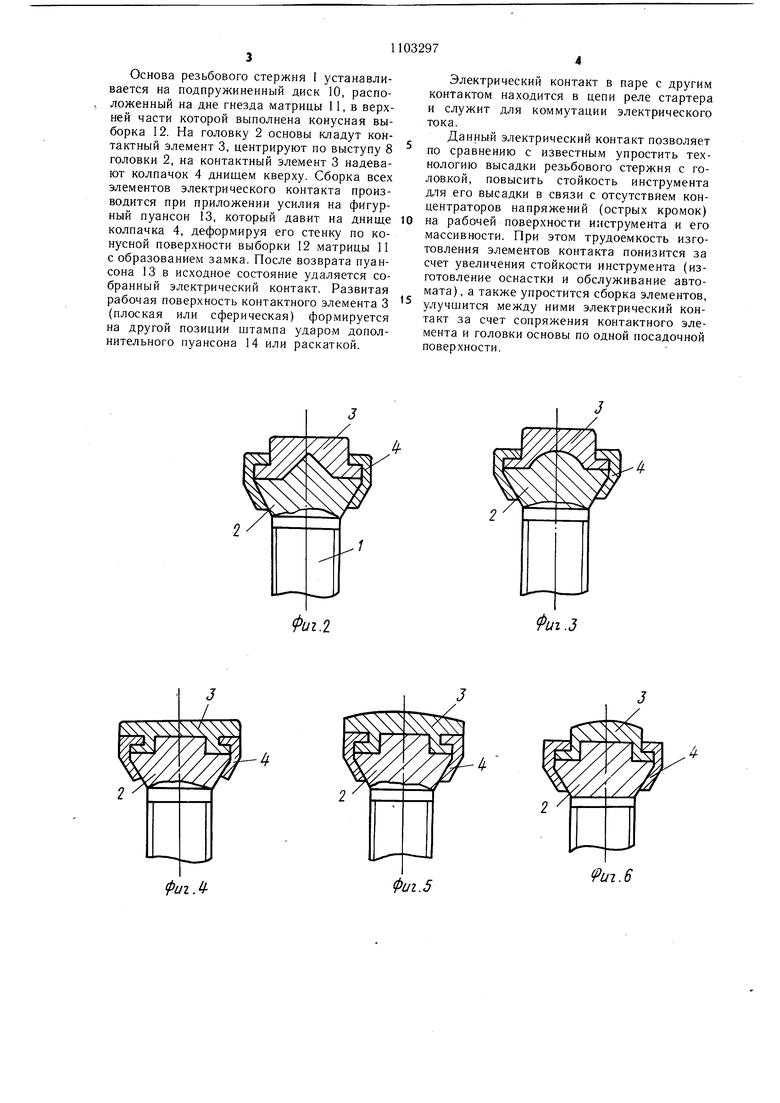
На фиг. 1 изображен электрический контакт с частичным продольным разрезом.
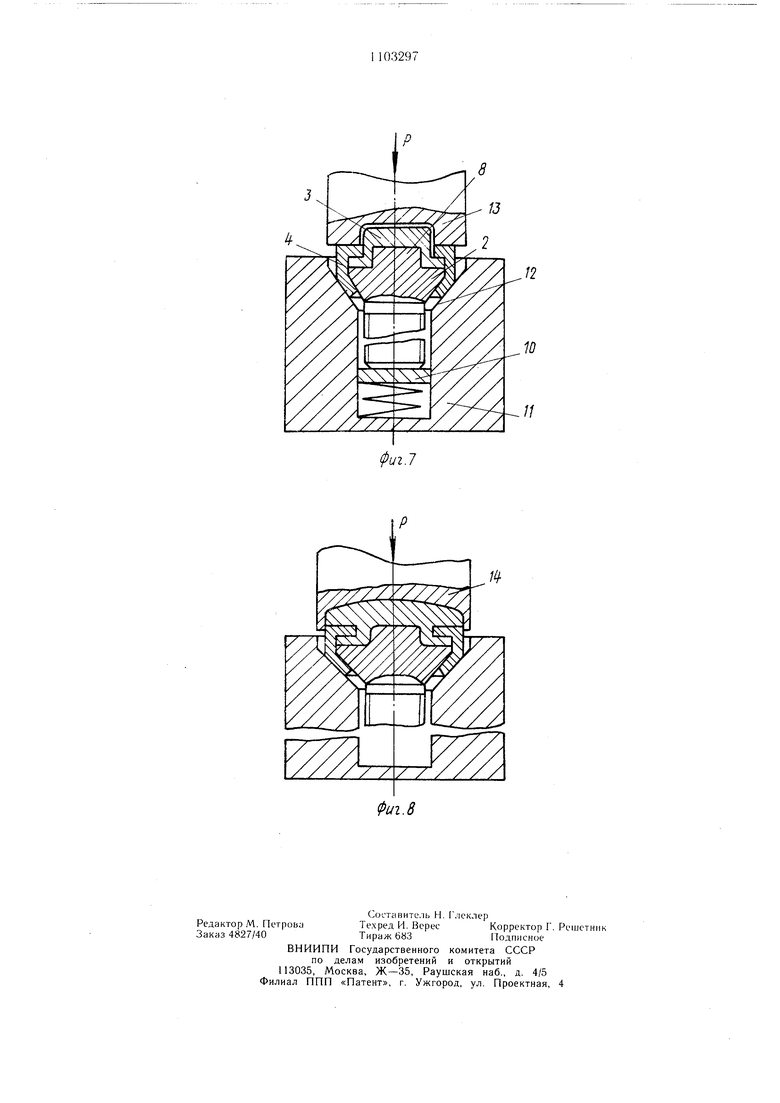
вариант выполнения центрирующего гнезда контактного элемента и выступа головки цилиндрической формы; на фиг. 2 - то же, вариант выполнения центрирующего гнезда и выступа коническими; на фиг. 3 - то же, вариант выполнения центрирующего гнезда и конуса сферическими; на фиг. 4, 5 и 6 - варианты выполнения контактного эле.мента; на фиг. 7 - схема сборки электрического контакта для непластичного материала; на фиг. 8 - то же, для пластичного материала.
Электрический контакт содержит основу в виде резьбового стержня 1 с головкой 2 и контактный элемент 3 из материала с более высокой электропроводностью, чем материал основы, и соединительный колпачок 4 с центральным отверстием 5 в днище. На торце контактного элемента 3, контактирующем с головкой 2 стержня 1, выполнен фланец 6. Наружная поверхность 7 головки 2 выполнена конической, расширяющейся к торцу, обращенному к контактному элементу Днище соединительного колпачка 4 размещено на фланце 6, а боковые стороны колпачка 4 плотно прилегают к конической поверхности головки 2. Колпачок 4 выполнен из материала, коэффициент теплового расширения которого ниже коэффициента теплового расширения контактного элемента 3 и не превышает коэффициент теплового расширения головки 2 основы. Высота рабочей части контактного элемента 3 больше толщины днища колпачка 4.
Рабочий торец контактного элемента может быть выполнен плоским (фиг. 1-4) или сферическим (фиг. 5 и 6).
Диаметр рабочей части контактного элемента может быть меньще или равен центральному отверстию в днище колпачка 4 или больше его в случае применения контактного элемента из пластичного .материала. В последнем варианте (фиг. 4 и 5) рабочая поверхность выполнена развитой, закрывает днище колпачка из неконтактного материала исключая при этом контактирование по колпачку. Контактный элемент может быть выполнен как из непластичного материала (металлокерамики, твердых сплавов типа медновольфрамовых), так и пластичного (медь, серебро).
На головке 2 резьбового стержня 1 и на контактном элементе выполнены, соответственно, центрирующие выступы 8 и гнездо 9, которые могут быть цилиндрической формы (фиг. 1), конической (фиг. 2) и сферической (фиг. 3).
Соединение головки 2 основы и контактного элемента 3 производится с помощью загнутых вовнутрь стенок колпачка по конической поверхности головки 2.
Сборка электрического контакта осуществляется следующим образом.
Основа резьбового стержня I устанавливается на подпружиненный диск 10, расположенный на дне гнезда матрицы 11,3 верхней части которой выполнена конусная выборка 12. На головку 2 основы кладут контактный элемент 3, центрируют по выступу 8 головки 2, на контактный элемент 3 надевают колпачок 4 днищем кверху. Сборка всех элементов электрического контакта производится при приложении усилия на фигурный пуансон 13, который давит на днище колпачка 4, деформируя его стенку по конусной поверхности выборки 12 матрицы 11 с образованием замка. После возврата пуансона 13 в исходное состояние удаляется собранный электрический контакт. Развитая рабочая поверхность контактного элемента 3 (плоская или сферическая) формируется на другой позиции щтампа ударом дополнительного пуансона 14 или раскаткой.
Электрический контакт в паре с другим контактом находится в цепи реле стартера и служит для коммутации электрического тока.
Данный электрический контакт позволяет по сравнению с известным упростить технологию высадки резьбового стержня с головкой, повысить стойкость инструмента для его высадки в связи с отсутствием концентраторов напряжений (острых кромок) на рабочей поверхности инструмента и его массивности. При этом трудоемкость изготовления элементов контакта понизится за счет увеличения стойкости инструмента (изготовление оснастки и обслуживание автомата), а также упростится сборка элементов, улучшится между ними электрический контакт за счет сопряжения контактного элемента и головки основы по одной посадочной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОБКА ДЛЯ ЭЛЕМЕНТОВ РАДИАТОРА | 2007 |
|
RU2433357C2 |
| Способ изготовления биметаллического контактного болта | 1981 |
|
SU979069A1 |
| ПРОХОДНОЙ ИЗОЛЯТОР И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2006 |
|
RU2395861C1 |
| КРЕПЕЖНОЕ ПРИСПОСОБЛЕНИЕ ДЛЯ ТЕНТА | 2014 |
|
RU2633820C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПРОДОЛЬНОГО ДЕРЖАТЕЛЯ СО СРЕДСТВОМ ФИКСАЦИИ КОСТИ | 2001 |
|
RU2271170C2 |
| МОДУЛЬНОЕ ОПОРНОЕ УСТРОЙСТВО, ПРЕДНАЗНАЧЕННОЕ ДЛЯ НАКЛОННЫХ ЗУБНЫХ ИМПЛАНТАТОВ | 2011 |
|
RU2555384C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАРОВЫХ СОЕДИНЕНИЙ | 2020 |
|
RU2763809C1 |
| УСТРОЙСТВО ДЛЯ ОБРАЗОВАНИЯ БОРОЗДЫ В ЦИЛИНДРИЧЕСКОЙ СТЕНКЕ ПЛАСТИКОВОГО КОЛПАЧКА, В ЧАСТНОСТИ ПЛАСТИКОВОЙ КРЫШКИ ДЛЯ ЗАКРЫВАНИЯ КОНТЕЙНЕРА, И МАШИНА ДЛЯ ЕГО ИСПОЛЬЗОВАНИЯ | 1998 |
|
RU2205746C2 |
| НАСАДКИ СОПЕЛ И УЗЛЫ РАСПЫЛИТЕЛЬНОЙ ГОЛОВКИ ДЛЯ КРАСКОПУЛЬТОВ | 2012 |
|
RU2571133C2 |
| Опора для крепления модулей технологического оборудования | 1987 |
|
SU1520294A1 |
ЭЛЕКТРИЧЕСКИЙ КОНТАКТ, содержащий основу в виде резьбового стержня с головкой и контактный элемент из материала с более высокой электропроводностью, чем материал основы, отличающийся тем, что, с целью упрощения технологии изготовления, он снабжен соединительным колпачком с центральным отверстием в днище, контактный элемент выполнен с фланцем, а головка резьбового стержня - в виде усеченного конуса, большее основание которого обращено к контактному элементу, при этом днип1.е соединительиого колпачка размещено на фланце контактного элемента, а боковые стороны колпачка плотно охватывают головку резьбового стержня.
фиг.г
Фиг.З
фиг Л
8
13
п
и
п
| I | |||
| Патент ФРГ № 1928957, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Электрический контакт | 1979 |
|
SU851514A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
