1
Изобретение относится к области обработки металлов давлением и может быть использовано в электротехнической промышленности при изготовлении биметаллических контактных болтов.
Известен способ изготовления контактного болта, при котором вырубают контактную пластину, формуют стержень с головкой и припаивают контактную пластину к головке стержня высокотемпературным припоем, например латунью в среде инертных газов Г 11.
Недостатком указанного способа является большая трудоемкость, связанная с пайкой контактной пластины при высокой температуре порядка 700С, а также большая затрата энергии.
Известен способ изготовления биметаллического контактного болта, наиболее близкий по технической сущности к предлагаемому, включающий операции вырубки заготовки контакта из пластичного металла с высокими контактными свойствами, высадку стержня
с головкой и цилиндрической выемкой в головке из металла с высокими механическими свойствами с последующим переоформлением цилиндрической поверхности выемки в коническую, установку заготовки контакта в выемке головки и последующую пластическую деформацию контакта 2.
Недостатком известного способа является невысокая экономичность, так
to как стойкость инструмента с острой рабочей кромкой, который используется при переоформлении цилиндрической поверхности выемки головки в коническую, невысока.
15
Целью изобретения является повышение экономичности процесса.
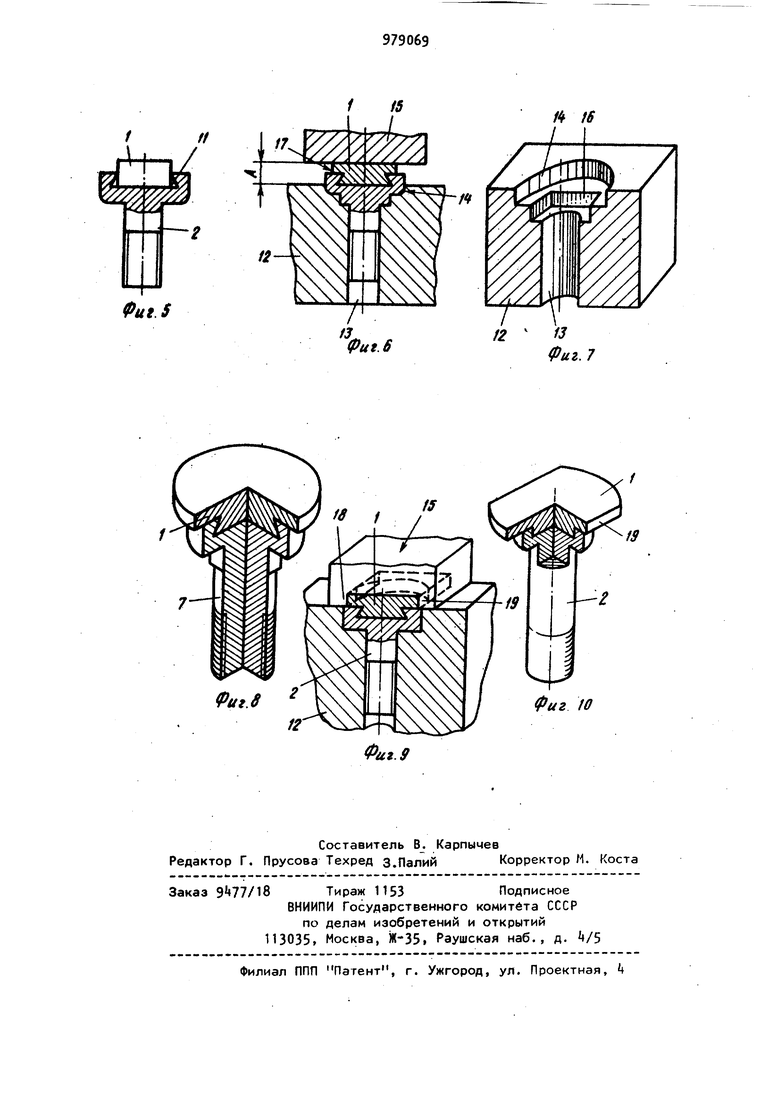
Поставленная цель достигается тем, что в способе изготовления биметаллического контактного болта, включающем операции вырубки заготовки контакта из пластичного металла с высокими контактными свойствами, высадку стержня с головкой и цилиндрической выемкой 39 в головке из металла с высокими механическими свойствами с последующим переоформлением цилиндрической поверх ности выемки в коническую, установку заготовки контакта в выемке головки и последующую пластическую деформацию контакта, наружную поверхность головки стержня при высаживании выполняют конусной, располагая вершину конуса со стороны стержня, а переоформление цилиндрической поверхности выемки в коническую осуществляют путем калибровки головки стержня по наружному диаметру. На фиг. 1 изображён контакт после вырубки; на фиг. 2 - стержень с голов кой и цилиндрической выемкой в головке, после накатки резьбы; на фиг. 3 стержень с головкой и цилиндрической выемкой в головке и фиксирующим элементом квадратного сечения; на фиг. 4калибровка головки стержня с преобразованием цилиндрической выемки в конусную; на фиг. 5 - предварительно собранный стержень с контактом; на фиг. 6 - пластическая деформация контакта; на фиг. 7 - оправка с гнездом, имеющим углубления по форме фиксирующего элемента; на фиг. 8 - окончатель но изготовленный биметаллический контактный болт в разрезе (вариант с фиксирующим элементом на стержне); на фиг. 9 пластическая деформация контакта с одновременным выполнением на нем фиксирующего элемента; на фиг. 10 биметаллический контактный болт с фиксирующим элементом, выполненным на контакте. Предлагаемый способ изготовления биметаллического контактного болта заключается в следующем. Вырубают контакт 1 (см. фиг. 1) цилиндрической формы из пластического материала, например меди. Высаживают стержень 2 с головкой 3 и цилинд рической выемкой 4 в головке 3 из металла с высокими механическими свойст вами (см. фиг. 2 ). Наружную поверхность 5 головки 3 выполняют конусной, располагая верши ну конуса со стороны стержня 2. На фиг. 3 показан вариант выполнения -стержня 2 с головкой 3 с фиксирующим элементом 6 .квадратного сечения, который выполнен при высаживании. Выполнение фиксирующего элемента возмож но совместить и с другой операцией, которая будет описана ниже. 9 После высадки на стержне 2 накатывают резьбу 7. Далее проталкивают головку 3 через оправку 8, имеющую цилиндрическое отверстие 9 и заходную коническую часть 10, При этом калибруют наружную поверхность 5 головки 3 и переоформляют цилиндрическую выемку t в конусную выемку 11 (см. фиг. ). Величину калибровочного отверстия 9 выбирают в зависимости от требуемого диаметра верхней части конусной выемки 11. После этого контакт 1 устанавливают в конусную выемку 11 (см. фиг. 5) Собранный узел устанавливают в оправку 12, имеющую отверстие 13 и гнездо 1, форма которого соответствует окончательной форме головки стержня. Пуансоном 15 деформируют контакт 1. При этом часть металла контакта 1 заполняет конусную выемку 11 и образует прочное механическое и электрическое соединение контакта 1 со стержнем 2. При необходимости в гнезде It оправки 12 выполняют углубления 1б по форме фиксирующего элемента, поэтому одновременно с пластической деформацией контакта будет происходить пластическая деформация головки стержня и образование фиксирующего элемента (см. фиг. 7). Ход пуансона 15 ограничивают размером А, который выбирают в зависимости от необходимой минимальной толщины контакта 1 в его верхней части 17 (см. фиг. 6j. После перечисленных операций . получают биметаллический контактный болт (см. фиг. 8). Фиксирующий элемент можно выполнить и на контакте 1. Для этого пуансон 15 выполняют с выступами 18 (см. фиг. 9 ), вследствие чего при пластической деформации контакта 1 на его боковой поверхности образуются фиксирующие элементы 19, соответствующие форме выступов 18 пуансона t5 и получают биметаллический контактный болт с фиксирующим элементом на контакте (см. фиг. 10). При необходимости после изготовления на биметаллический контактный болт может быть нанесено антикоррозионное покрытие, например цинкование или кадмирование. Таким образом, использование предлагаемого способа позволяет значительно повысить долговечность инструмента при изготовлении конусной выемки, так как при калибровке головки стержня стойкость оправки будет значительно выше, чем при изготовлении конусной выемки с помощью круглого ножа, который врезается в тело головки стержня на глубину конусной выемки. Кроме этого, изготовление фиксирующего элемента при пластической деформации контакта позволяет упростить технологию высадки стержня и исключить ненужную деформацию головки стержня, которая возникает от действия пуансона при пластической деформации контакта. Предлагаемый способ изготовления биметаллического контакта болта может быть применен для изготовления контактных болтов реле стартеров типа СТ230, СИЗО и в других наиболее массовых стартерах с диаметром корпуса до 115 мм. По данному способу изготовлена и испытана опытная партия биметаллических контактных болтов для реле стартера типа СИЗО. Испытания показали, что болты, изготовленные предлагаемым способом, взаимозаменяемы с серийными контактными болтами и обеспечивают за данный срок работы. Экономия от внедрения предлагаемо-30
го Способа изготовления может быть получена за счет сокращения расхода меди (в 9 раз) на изготовление контактного болта, из которой в настоящее время изготовляются все контакт- 35 ные болты реле отечественных старте.ров. Экономический эффект при годовой 97
1.Менделевис Я.А. и др. Конструкции и характеристики автотранспортных стартеров. НИИАвтопром, 1978, с. .
2.Патент ФРГ № 1928957,
кл. Н 01 Н 1/06, опублик. 1977 (прототип) . 9 программе выпуска 10 млн. штук в год составит 170 тыс. руб. Формула изобретения Способ изготовления биметаллического контактного болта,.включающий операции вырубки заготовки контакта из пластичного металла с высокими контактными свойствами, высадку стержня с головкой и цилиндрической выемкой в головке из металла с высокими механическими свойствами с последующим переоформлением цилиндрической поверхности выемки в коническую, установку заготовки контакта в выемке головки и последующую пластическую деформацию контакта, отличающийс я тем, что, с целью повышения экономичности процесса, наружную поверхность головки стержня при высаживании выполняют конусной с вершиной, обращенной к стержню, а переоформление цилиндрической поверхности выемки в коническую осуществляют калибровкой головки стержня по наружному диаметру. Источники информации. принятые во внимание при экспертизе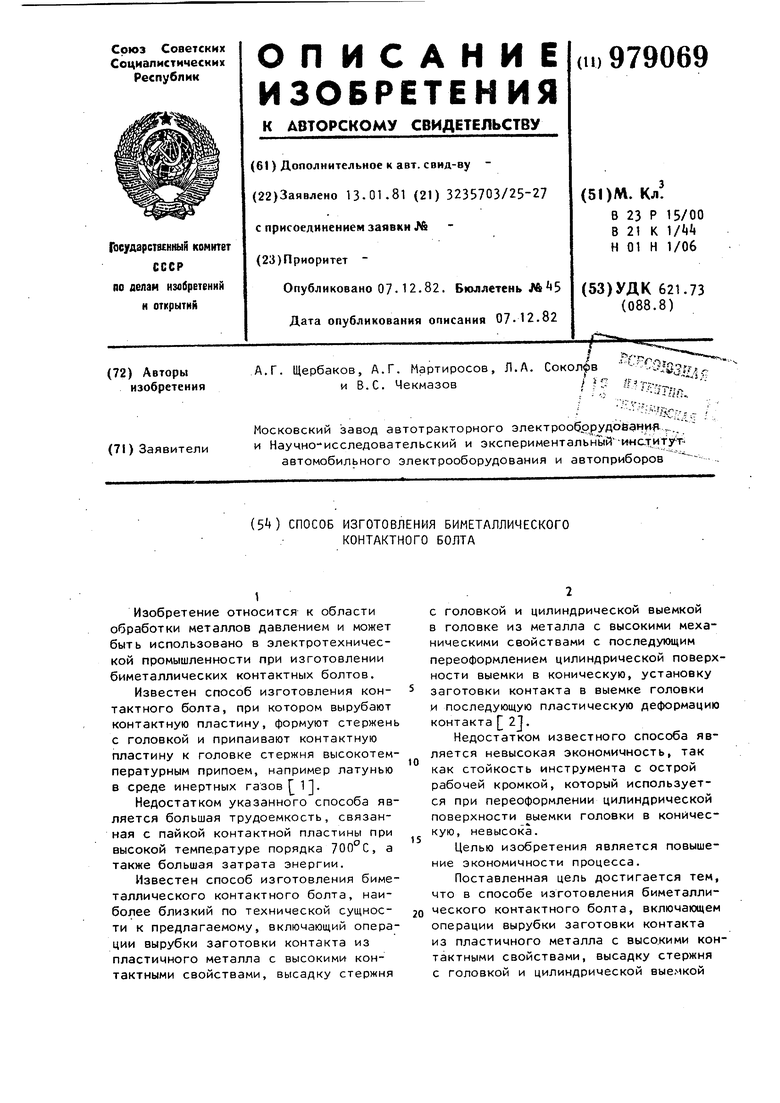


| название | год | авторы | номер документа |
|---|---|---|---|
| Электрический контакт | 1981 |
|
SU1103297A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТЕРЖНЕВЫХ КРЕПЕЖНЫХ ДЕТАЛЕЙ С ГОЛОВКОЙ | 1996 |
|
RU2092267C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРКОЙ ТРЕНИЕМ ДЕТАЛЕЙ, ПРЕИМУЩЕСТВЕННО, ТИПА БОЛТ | 2006 |
|
RU2327554C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ЦЕНТРАЛЬНОГО ЭЛЕКТРОДА ИСКРОВОЙ СВЕЧИ ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2091943C1 |
| Способ изготовления резьбового крепежного элемента | 1991 |
|
SU1774085A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2009 |
|
RU2393937C1 |
| СПОСОБ БОЛТОВОГО СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2008 |
|
RU2384762C2 |
| СПОСОБ ВЫСАДКИ ЗАКЛАДНЫХ БОЛТОВ С ГОЛОВКОЙ С РАДИАЛЬНЫМИ ОТРОСТКАМИ, УСТРОЙСТВО ДЛЯ ПРЕДВАРИТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ, УСТРОЙСТВО ДЛЯ ОКОНЧАТЕЛЬНОГО ФОРМООБРАЗОВАНИЯ ОТРОСТКОВ | 1999 |
|
RU2168386C1 |
| Способ штамповки стержневых деталей с головкой | 2023 |
|
RU2840861C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛУПУСТОТЕЛЫХ СТЕРЖНЕВЫХ СТУПЕНЧАТЫХ ДЕТАЛЕЙ | 2020 |
|
RU2759281C1 |
Фиг $
1 /5
/4 16
Фиг. 9
