Изобретение относится к строительству и может быть применено при изготовлении конструкций типа круглых колец из формуемого материала с большой усадкой при твердении, например, полимербетона.
Известна опалубка для изготовления железобетонных колец, содержащая поддон, коаксиально расположенные наружную и внутреннюю оболочку. Наружная оболочка состоит из двух полуцилиндров из листовой стали, а внутренняя из незамкнутого цилиндра из листовой стали. Разрыв во внутренней оболочке заполнен клиновым элементом из листовой стали, который удерживается при помощи накидных замков 1
Недостатком данной конструкции является неизменность размеров внутренней оболочки, что в процессе твердения формуемого материала с больщой усадкой приводит к возникновению усадочных напряжений вплоть до появления трещин и разрыва изделий.
Наиболее близкой к изобретению является опалубка для изготовления кольцевых элементов, содержащая поддон, коаксиально расположенные на нем наружную и внутреннюю оболочку, причем внутренняя оболочка выполнена в виде набора изогнутых по внутреннему радиусу кольцевого элемента пластин, установленных на поддоне внахлест и соединенных между собой пружинными стяжками 2.
Недостатком известной опалубки является низкое качество изделий при применении формуемых материалов с большой усадкой при твердении из-за того, что пластины внутренней оболочки ограничены в перемещении в радиальном направлении.
Цель изобретения - повышение качества изделий при применении формуемого материала с большой усадкой при твердении.
Поставленная цель достигается тем, что опалубка для изготовления кольцевых элементов, содержащая поддон, коаксиально расположенные на нем наружную и внутреннюю оболочку, причем внутренняя оболочка выполнена в виде набора изогнутых по внутреннему радиусу кольцевого элемента пластин, установленных на поддоне внахлест и соединенных между собой пружинными стяжками, снабжена установленными на поддоне пружинными прижимами, а поддон выполнен с кольцевым выступом, к которому посредством пружинных прижимов прижата каждая пластина внутренней оболочки.
На фиг. 1 изображена предлагаемая опалубка, разрез; на фиг. 2 - то же, вид сверху.
Опалубка содержит поддон 1 с кольцевым выступом, пружинные прижимы 2, установленные на поддоне, внешнюю оболочку 3, внутреннюю оболочку, состоящую из пластин 4, и S-образные пружинные стяжки 5,
один конец которых закреплен на пластине 4, а другой упирается в соседнюю пластину, которая внахлест находит на предыдущую.
Опалубка работает следующим образом.
На поддон 1 коаксиально устанавливаются внешняя оболочка 3 и пластины 4 внутренней оболочки, при этом концы пластин 4, находящие друг на друга, прижимаются пружинными стяжками 5, а каждая из пластин 4 внутренней оболочки прижимается к кольцевому выступу поддона 1 пружинными прижимами 2. Выступ на рабочей поверхности поддона позволяет стро5 го фиксировать внещнюю и внутреннюю оболочки,что обеспечивает заданную толщину кольцевого элемента.
Затем кольцевое пространство между внешней оболочкой 3 и внутренней оболочкой 4 заполняется формовочным материа0 лом. Начинается процесс твердения, который сопровождается усадкой материала: внутренний и наружный диаметры формуемого кольцевого элемента существенно уменьшаются. В предложенной опалубке
5 погашение усадочных напряжений и предохранение изделия от образования трещин достигается благодаря тому, что набор пластин внутренней оболочки 4, перемещаясь друг относительно друга в окружном направлении, одновременно перемещается и по
0 радиусу, уменьщая тем самым диаметр оболочки в целом, как это происходит при скручивании, например, листа бумаги в трубку. Прижимы 2 и стяжки 5, не препятствуя относительному перемещению пластин 4 внутренней оболочки (в силу того, что усилия
5 прижатия невелики), обеспечивают качественное образование внутренней поверхности кольцевого элемента.
После завершения процесса твердения демонтируется внещняя оболочка, а затем
Q внутренняя оболочка и готовое изделие снимается с поддона 1. Внещняя оболочка демонтируется легко, так как между ней и кольцевым элементом образуется зазор изза усадки материала, а внутренняя оболочка демонтируется легко потому, что она не
5 защемляется кольцевым элементом из-за своей подвижности, а также потому, что она может быть разобрана по частям - изогнутым пластинам 4.
Форма полос, из которых состоит внутренняя оболочка, зависит от формы кольцевого элемента (круг, эллипс или другая замкнутая плавная поверхность) и соответствующее ей количество полос выбирается в зависимости от вида кольцевого элемента с таким расчетом, чтобы обеспечить
5 свободное перемещение их. относительно друг друга. Для круглых кольцевых элементов число полос должно быть не менее трех.
Агрегаты опалубки по существу состоят из простых элементов, которые легко изготовить. Поэтому она удобна в эксплуатации и надежна в работе.
Предлагаемая конструкция обеспечивает высокое качество формуемых изделий любых габаритов за счет свободного перемещения относительно друг друга элементов внутренней оболочки в процессе твердения формуемого материала.
За счет исключения усадочных трещин брак при изготовлении кольцевых элементов в предлагаемой опалубке полностью исключается. Кроме того, простота монтажа и демонтажа опалубки существенно снижает трудоемкость.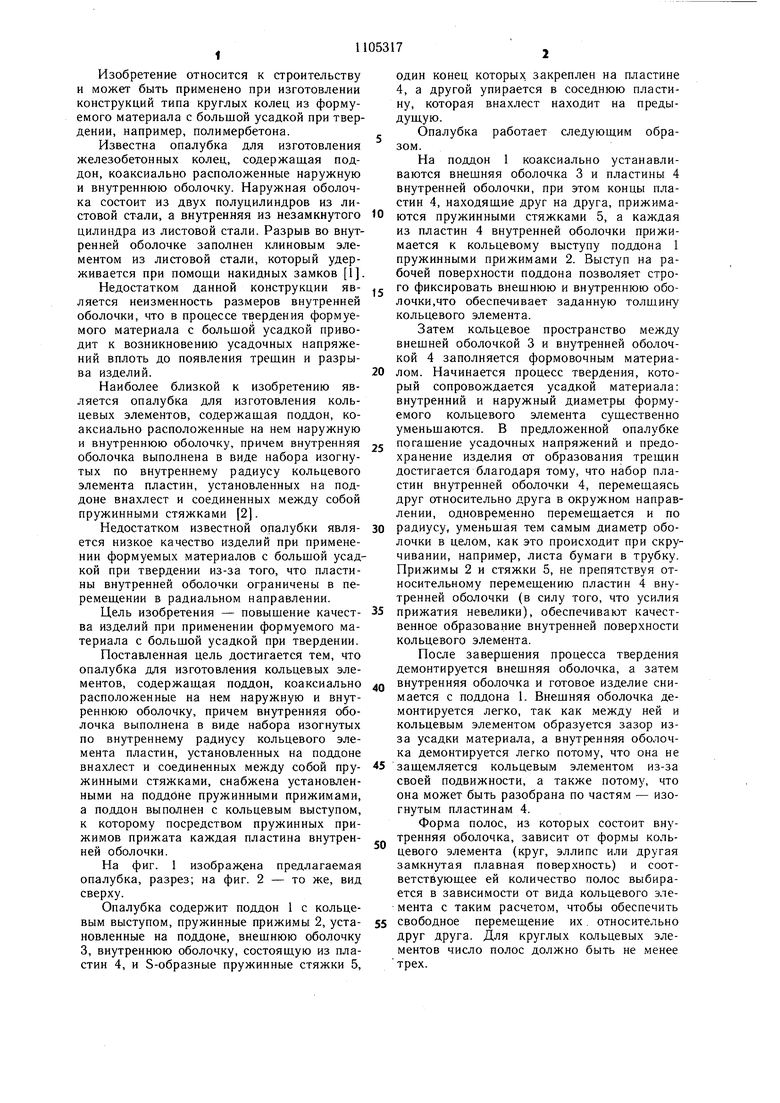
| название | год | авторы | номер документа |
|---|---|---|---|
| Опалубка для изготовления ванн | 1981 |
|
SU1013607A1 |
| Опалубка для изготовления ванн | 1980 |
|
SU903533A1 |
| Форма для изготовления плоских изделий из бетонных смесей | 1986 |
|
SU1315321A1 |
| Форма для изготовления стеновых панелей | 1984 |
|
SU1194685A1 |
| Опалубка для изготовления ванн | 1979 |
|
SU853055A2 |
| Опалубка для изготовления ванн | 1977 |
|
SU647436A1 |
| Объемная опалубка для формования изделий с наклонными стенками | 1982 |
|
SU1073101A1 |
| Опалубка для бетонирования коробчатых конструкций из усадочных материалов | 1981 |
|
SU998702A1 |
| СПОСОБ УКЛАДКИ БЕТОНА В НЕСЪЕМНУЮ ОПАЛУБКУ | 2007 |
|
RU2355855C2 |
| СПОСОБ ВЫПУСКА РАСПЛАВЛЕННОГО МЕТАЛЛА ИЗ МЕТАЛЛУРГИЧЕСКОЙ ПЕЧИ И ЛИТОК ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2086872C1 |
ОПАЛУБКА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЬЦЕВЫХ ЭЛЕМЕНТОВ, содержащая поддон, коаксиально расположенные на нем наружную и внутреннюю оболочку, причем внутренняя оболочка выполнена в виде набора изогнутых по внутреннему радиусу кольцевого элемента пластин, установленных на поддоне внахлест и соединенных между собой пружинными стяжками, отличающаяся тем, что, с целью повышения качества изделий при применении формуемого материала с большой усадкой при твердении, она снабжена установленными на поддоне пружинными прижимами, а поддон выполнен с кольцевым выступом, к которому посредством пружинных прижимов прижата каждая пластина внутренней оболочки. 1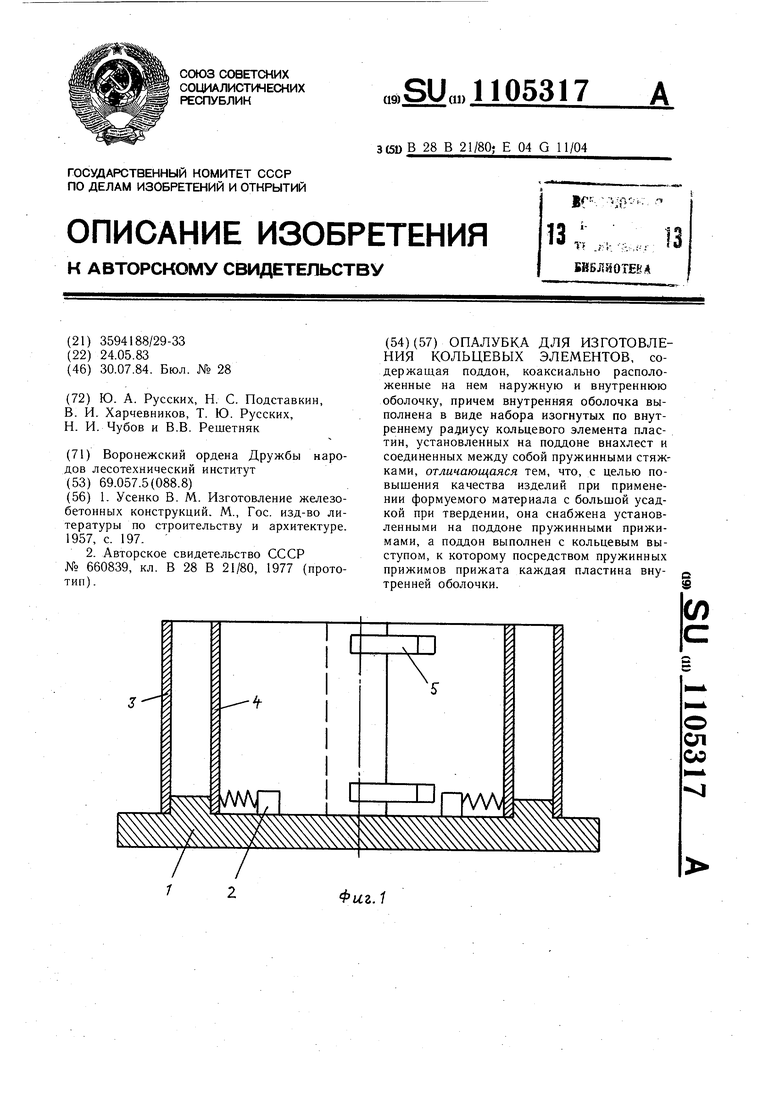
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Усенко В | |||
| М | |||
| Изготовление железо бетонных конструкций | |||
| М., Гос | |||
| Способ предохранения аэростатов и дирижаблей от атмосферных разрядов | 1925 |
|
SU1957A1 |
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Форма для изготовления напорных виброгидропрессованных труб | 1977 |
|
SU660839A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
