гладкой. После окончания термообработки давление жидкости гидропрессования снимается и металлические секции 6 с помощью пружин 7 возвращаются в исходное положение.
Использование изобретения позволяет увеличить срок службы формы,, интенсифицировать тепловую обработку бетона, уменьщить количество бракуемых изделий из-за скрытых дефектов чехла, упростить изготовление чехлов.
Формула изобретения
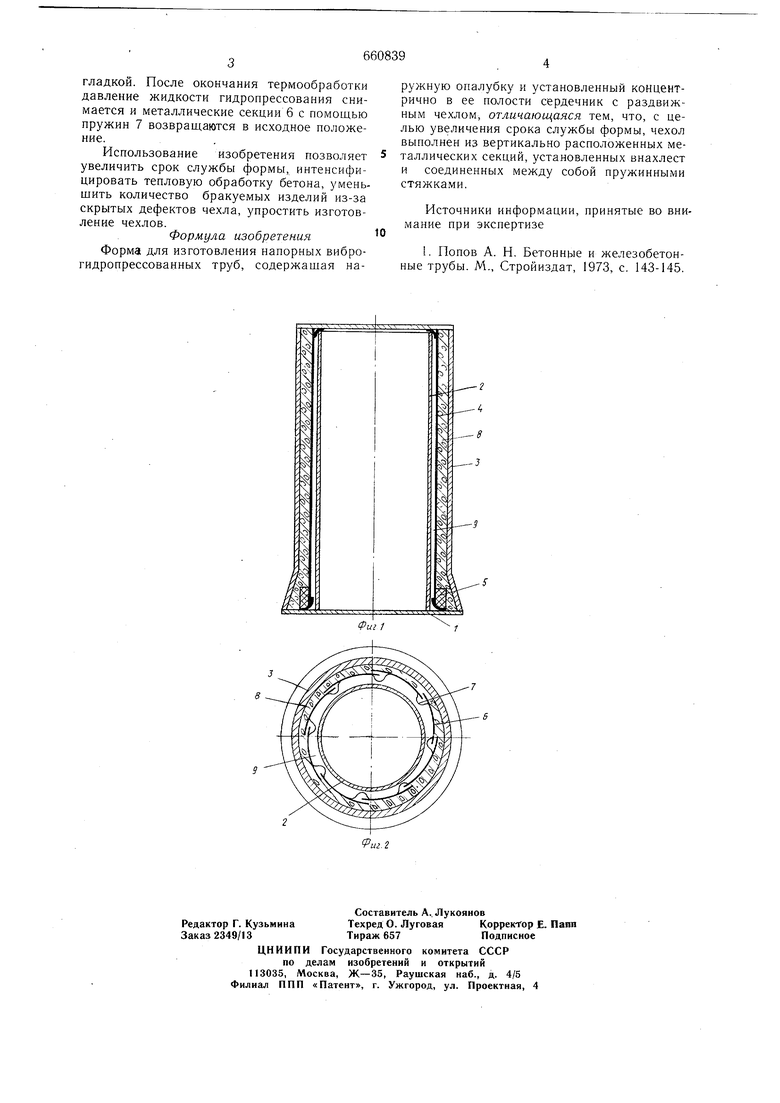
Форма для изготовления напорных виброгидропрессованных труб, содержащая наружную опалубку и установленный концентрично в ее полости сердечник с раздвижным чехлом, отличающаяся тем, что, с целью увеличения срока службы формы, чехол выполнен из вертикально расположенных металлических секций, установленных внахлест и соединенных между собой пружинными стяжками.
Источники информации, принятые во внимание при экспертизе
1. Попов А. Н. Бетонные и железобетонные трубы. М., Стройиздат, 1973, с. 143-145.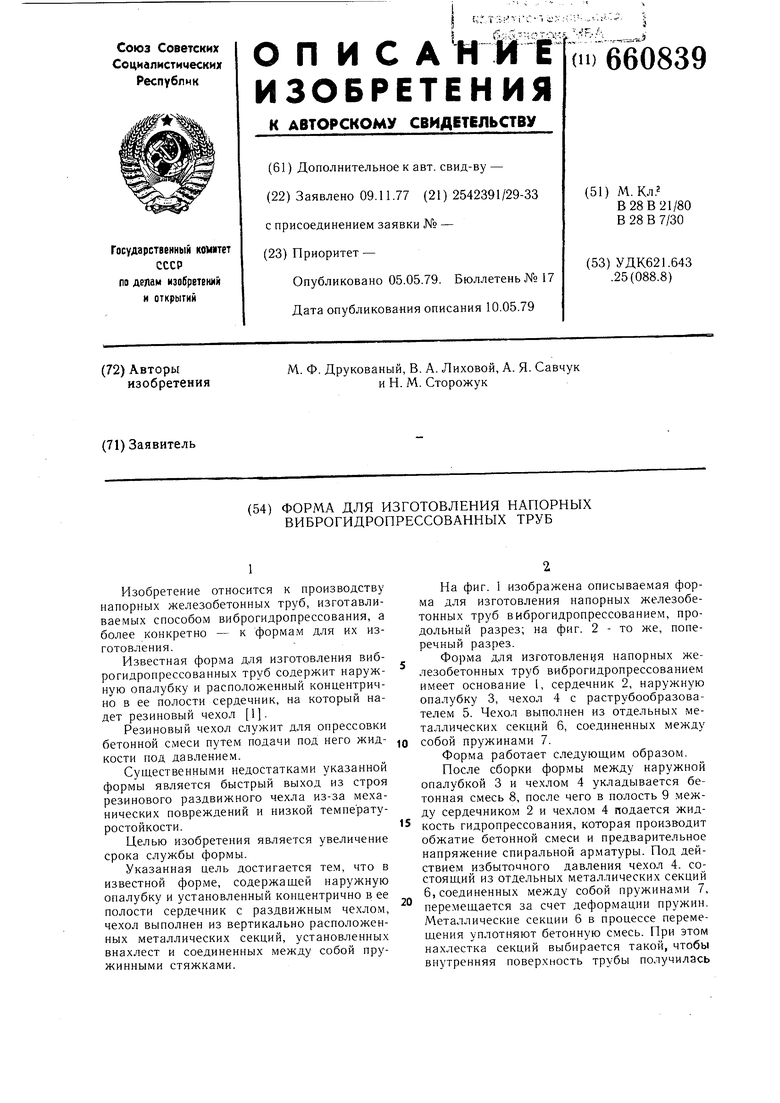
| название | год | авторы | номер документа |
|---|---|---|---|
| Форма для изготовления виброгидропрессованных трубчатых изделий из бетонных смесей | 1990 |
|
SU1747281A1 |
| Способ изготовления виброгидропрессованных раструбных труб из бетонных смесей и устройство для его осуществления | 1983 |
|
SU1278230A1 |
| Форма для изготовления виброгидропрессованных труб | 1990 |
|
SU1770126A1 |
| Форма для изготовления напорных виброгидропрессованных труб с металлическим цилиндром | 1991 |
|
SU1838112A3 |
| Форма для изготовления из бетонных смесей напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU963866A1 |
| Установка для изготовления бетонных и железобетонных изделий кольцевого сечения | 1990 |
|
SU1756164A1 |
| Форма для изготовления виброгидропрессованных трубчатых изделий | 1981 |
|
SU1014723A1 |
| Способ формования железобетонных напорных труб из бетонных смесей | 1980 |
|
SU908606A1 |
| Способ формования гидропрессован-НыХ НАпОРНыХ ТРуб | 1979 |
|
SU795956A1 |
| Смазка для резиновых формующих поверхностей | 1981 |
|
SU990530A1 |
