tti4
СО
со Изобретение относится к абразивно доводке деталей, а именно к доводке стальных закаленных шарикои. Известна паста для доводки прецизионюых деталей, в состав которой входят абразив, этиленгликоль, стеарин, полиоксиэтилированньй алкилфено Для обеспечения возможности промьтки доведенных деталей от остатков паств водными растворами в ее состав допол нительно введены ортофосфррная кисло та, тринатринфосфат и вода. Однако применение этой пасты для доводки шариков дает неудовлетворительные результаты по производительности и качеству обработанной поверх ;юсти. Известна паста для доводки деталей на основе абразива с добавлением жирового компонента, триэтаноламина и воды. В качестве жирового компонента могут быть использованы смесь нафтеновых кислот, канифоль, СЖК фракции С 2о олеиновая, стеариновая кислота. Применение данной пасты по вариан ту три показывает y I;oвлeтвopитeльныe результаты по производительности, однако вследствие загущенности пасты происходит нарушение кинематики шариков в рабочей зоне элеваторного станка и ухудшение геометрических параметров шариков, поэтому применение, пасты данного состава на доводке шариковнецелесообразно. Известна паста для доводки металлических деталей, содержащая воду, абразив, композицию ПАВ: алкилсульфо нат, алкилсульфат, алкилоламид, карбоксиметилцеллкшозу. В качестве наполнителей приняты сульфат натрия, силикат натрия, триполифосфат. Паст принята в качестве прототипа. Наиболее близкой к изобретению является доводочная паста для стальных шариков, содержащая, вес. %: окись хрома 65-70; карбоксиметилцеллкшоза (КМЦ) 0,4-0,5; сульфонол 1,92,3; соль натрия 2,4-3; вода - остальное. Однако данная паста обладает недостаточными антифрикционными свойствами, а высокое содержание абразива при низком содержании воды и загустителя делают невозможным применение пасты для доводки шариков, так как не обеспечивается необходимой шероховатостью поверхности, а достигаемая геометрическая точность шариков не отвечает требованиям, предъявляемым к шарикам после доводки. Цель изобретения - улучшение качества поверхности и геометрической точности стальных шариков. Поставленная цель достигается тем, что доводочная паста для стальных шариков, содержащая окись хрома, карбоксиметилцеллюлозу, сульфонол, соль натрия и воду, в качестве соли натрия содержит нитрит натрия и дополнительно содержит этиленгликоль и кальцинированную соду при следующем соотношении компонентов, вес. %: Окись хрома КарбоксиметилцеллюлозаСульфонол 0,15-0,20 Нитрит натрия Этиленгликоль Сода кальцинирован0,3-0,5 ная Остальное, Вода с изобретением приВ соответствии отовлены и испытаны составы паст, риведенные в табл. 1. Таблица 1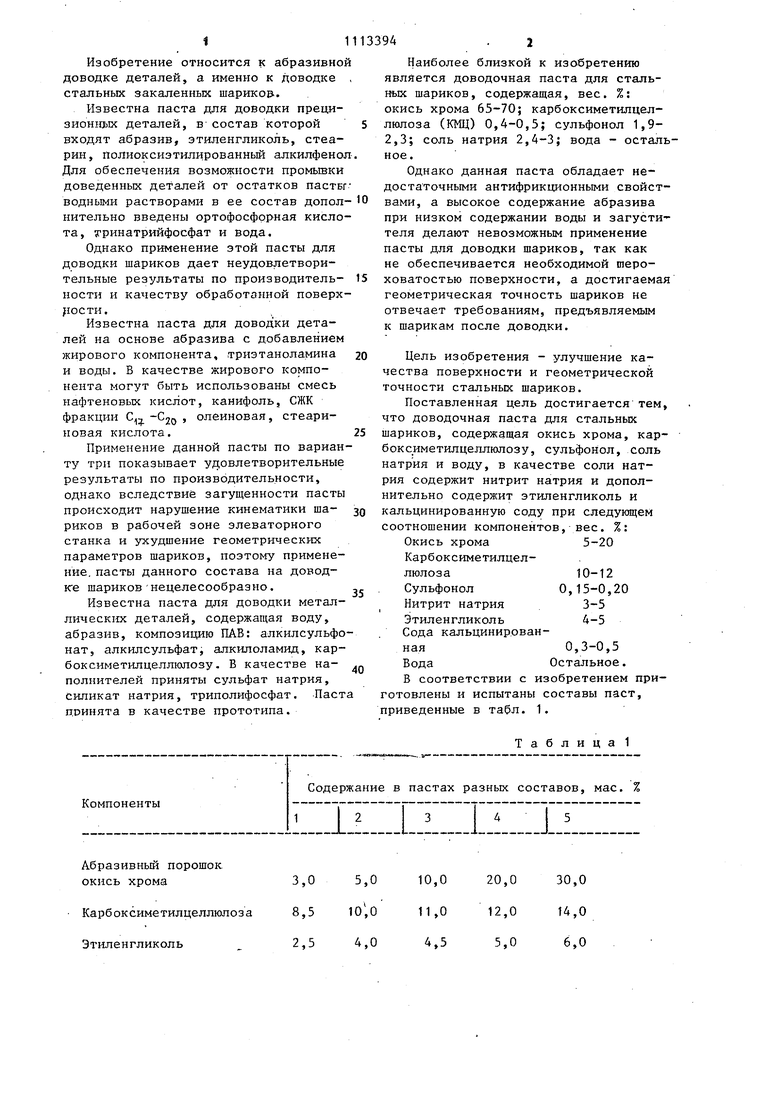
| название | год | авторы | номер документа |
|---|---|---|---|
| СОСТАВ ДЛЯ ДОВОДКИ СТАЛЬНЫХ ШАРИКОВ | 2005 |
|
RU2297432C1 |
| Доводочная паста | 1981 |
|
SU975768A1 |
| ПАСТА ДЛЯ ПОЛИРОВАНИЯ МЕТАЛЛОВ И СПЛАВОВ | 1996 |
|
RU2112000C1 |
| Абразивная паста | 1982 |
|
SU1162846A1 |
| СОСТАВ ДЛЯ ЧИСТКИ | 2001 |
|
RU2199581C2 |
| ЧИСТЯЩАЯ ПАСТА | 2015 |
|
RU2601305C1 |
| ЧИСТЯЩАЯ ПАСТА ДЛЯ ОЧИСТКИ ТВЕРДОЙ ПОВЕРХНОСТИ И ЛИНИЯ ДЛЯ ЕЕ ПРОИЗВОДСТВА | 2006 |
|
RU2294358C1 |
| ПАСТА ДЛЯ ОЧИСТКИ ТВЕРДОЙ ПОВЕРХНОСТИ | 2008 |
|
RU2355749C1 |
| ПАСТА ПОЛИРОВАЛЬНАЯ ЖИДКАЯ | 2005 |
|
RU2293097C1 |
| Паста для абразивно-доводочной обработки металлических поверхностей | 1989 |
|
SU1655966A1 |
ДОВОДОЧНАЯ ПАСТА ДЛЯ СТАЛЬНЫХ ШАРИКОВ, содержащая окись хрома, карбоксиметилцеллюлозу, сульфонол, соль натрия и воду, о. т л .и ч а ю щ а я с я тем, что, с целью улучшения качества поверхности и обеспечения геометрической точности стальных шариков, она в качестве соли натрия содержит нитрит натрия и дополнительно содержит этиленгликоль и кальцинированную соду при следующем соотношении компонентов, мае. %: Окись хрома5-720 Карбоксиметилцеллюлоза10-12 Сульфонол0,15-0,20 Нитрит натрия 3-5 Кальцинированная сода0,3-0,5 Этиленгликоль4-5 ВодаОстальное
Абразивный порошок окись хрома
Карб ок Симе тилцеллюло з а Этиленгликоль
10,0 20,0 30,0
11,0 12,0 14,0
4,5 5,0 6,0
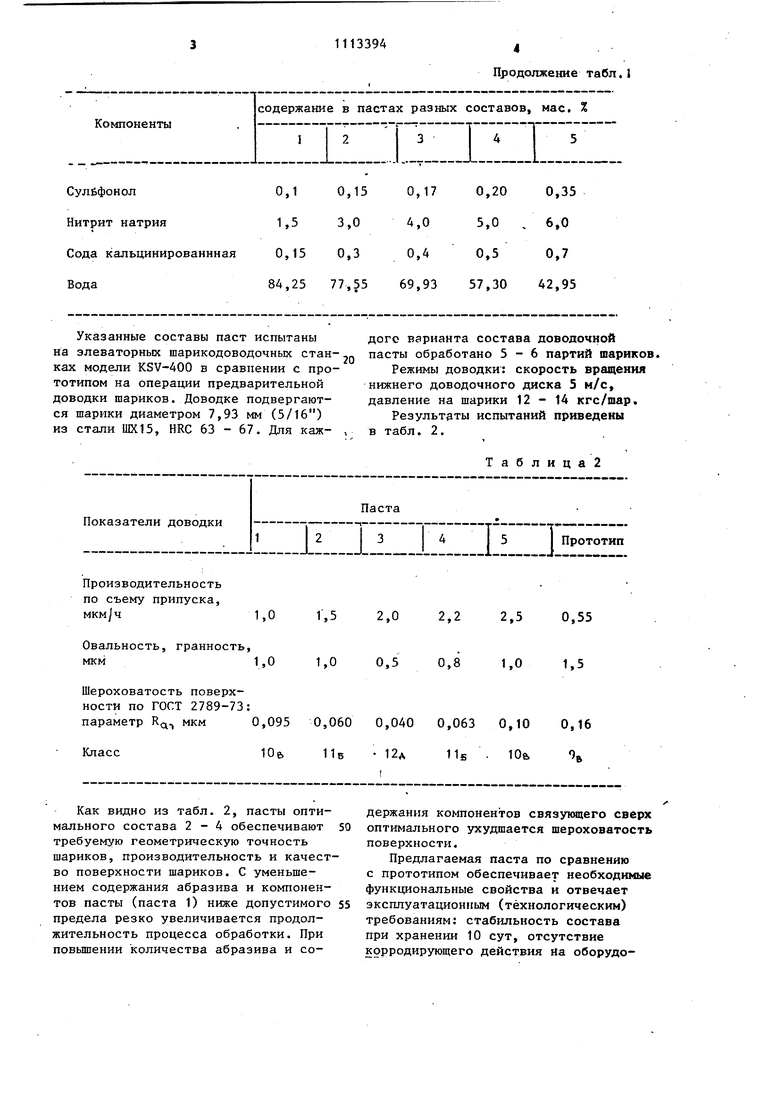
Указанные составы паст испытаны на элеваторных шарикодоводочных станках модели KSV-400 в сравпении с прототипом на операции предварительной доводки шариков. Доводке подвергаются шарики диаметром 7,93 мм (5/16) из стали ШХ15, HRC 63 - 67. Для каж1,52,02,22,5
1,00,50,81,0
0,0600,0400,0630,10
ЦБ 12А ЦБ. Юе.
Как видно из табл. 2, пасты оптимального состава 2-4 обеспечивают требуемую геометрическую точность шариков, производительность и качество поверхности шариков. С уменьшением содержания абразива и компонентов пасты (паста 1) ниже допустимого предела резко увеличивается продолжительность процесса обработки. При повышении количества абразива и соПродолжение табл.I
дого варианта состава доводочной пасты обработано 5-6 партий шариков,
Режимы доводки: скорость вращения нижнего доводочного диска 5 м/с, давление на шарики 12-14 кгс/шар.
Результаты испытаний приведены в табл. 2.
Таблица2
0,55 1.5
0,16 %
держания компонентов связующего сверх оптимального ухудшается шероховатость поверхности.
Предлагаемая паста по сравнению с прототипом обеспечивает необходимые функциональные свойства и отвечает эксплуатационным (технологическим) требованиям: стабильность состава при хранении 10 сут, отсутствие корродирующего действия на оборудо511133946
вание и обрабатываемые шарики, отсут-нитрита натрия, соды кальцинированной,
ствие вспенивания. Паста пожаробеэо-этиленгликоля, сульфонола, КМЦ
пасна и отвечает санитарным требова-с последукицим введением при перемешиниям.вании расчетного количества абразива.
Приготовление пасты осуществляет- sДля приготовления пасты используется путем последовательного растворе-ся водопроводная вода комнатной темния в воде расчетного количествапературы.
