В конструкциях фильтров с дисковыми рамками крепление последних достигается посредством различного рода болтовых соединений. Аналогичного типа крепления применяются и в местах уплотнений.
Однако такие фильтры сложны по конструкции, на монтаж и особенно демонтаж рамок затрачивается много времени, кроме того они непригодны для обработки агрессивных суспензий.
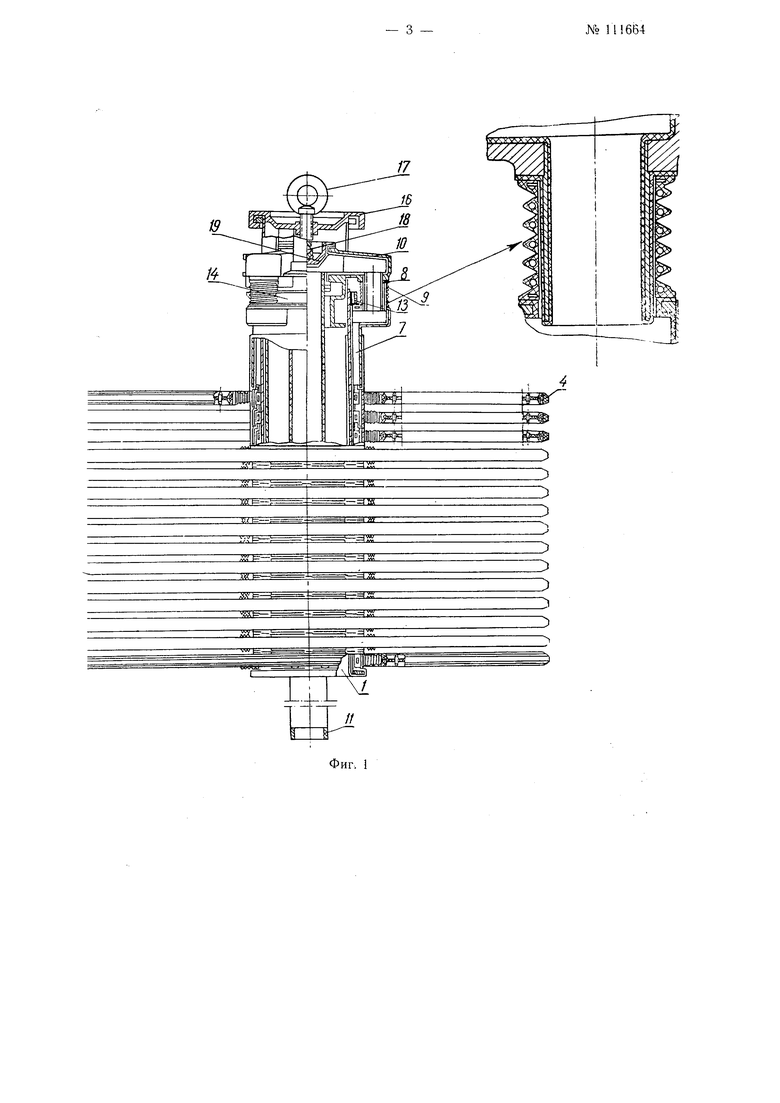
Описываемая конструкция фильтровального блока свободна от указанных недостатков. Особенностью предлагаемой конструкции является то, что, с целью повышения быстросменности и возможности использования фильтровальных секционных рамок при обработке агрессивных сз спензий, крепление их на онравке, посаженной на вал фильтра, осуще(ствлено посредством лучеобразных кассет и резинового бандажа, а для уплотнения рамок в местах выхода фильтрата применены уплотнительные резиновые втулки, имеющие гофрированную наружную поверхностьНа фиг. 1 изображен фильтровальный блок в разрезе; на фиг. 2- вид в плане.
Фильтровальный блок представляет собой оправку /, на которой собраны отучеобразные кассеты 2. В пазы каждой кассеты вставляются по четыре секционных рамки , охваченные общим резиновым бандажом 4. Фильтрат из рамок 3 удаляется в полость между кассетой 2 и оправкой } по трубкам 5, уплотненным при помощи резиновых втулок 6 с гофрированной нарзжной поверхностью.
Втулки 6 ставятся с предварительным продольным поджатием. Пр;5 работе фильтра под действием наружного давления относительно втулок 6 торцы втулок плотно прижимаются к плоским поверхностям рамки 3 п кассеты 2, так как крайние гофры втулок оказываются неуравновещеиными. Сила прижима тем выще, чем выше давление.
Из полости между кассетами и онравкой фильтрат поступает в каналы сборника 7, откуда по трем трубкам 8, уплотненным резиновыми втулJVo 111664
ками 9, (аналогичными по конструкции с втулками 6) направляются во внутреннюю полость головки 10Удаление фильтрата из головки происходит по резиновому шлангу и, пропущенному сквозь полый вертикальный вал фильтра.
Головка /О тремя своими ведущими отростками 12 входит в продольные пазы оправки 1. Обод головки остается снаружи оправки.
Уплотнение между телом оправки / и сборником 7 достигается с помощью резинового манжета 13, прижимаемого фланцем 14, на который нажимают три болта 15, входящие в резьбовые отверстия обода головки 7.
На верхнюю часть оправки / надета накидная гайка Id с рымболтом }7.
Давление рымболта 17 через щарик 18 передается на крышку головки 19 и далее через болты 15 на фланец 14, сборник 7 и кассеты 2. Благодаря этому все части фильтровального блока оказываются плотно стянутыми.
Положение головки 10 относительно фильтровальных рамок можно изменять, регулируя вылет болтов -5.
Соединение фильтровального блока с валом фильтра осуществляют посадкой головки 10 на квадрат конца вала. Это соединение может быть выполнено также резьбовым.
Все металлические части блока, омываемые суспензией, могут быть гуммированыКрепление рамок при помощи лучеобразных кассет и резинового бандажа может быть применено на вертикальных и горизонтальных дисковых фильтрах, работающих под давлением или вакуумом.
Гофрированные уплотнительные втулкимогут быть использованы не только в упомянутых выше фильтрах, но и при выводах продольно-подвижных трубопроводов из самых разнообразных аппаратов химического машиностроения, работающих под давлением или вакуумом.
Предмет изобретения
Фильтр-сгуститель для выполнения способа непрерывного сгущения суспензий с малым соотношением твердой фазы к жидкой по основному авт. св. № 110993, отличающийся тем, что, с целью повыщения быстросменности и возможности использования фильтровальных секционных рамок при обработке агрессивных суспензий, крепление их на оправке, посаженной на вал фильтра, осуществлено посредством лучеобразных кассет и резинового бандажа, а для уплотнения рамок в местах выхода фильтрата и на головке применены уплотнительные резиновые втулки, имеющие гофрированную наружную поверхность.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ непрерывного сгущения суспензии с малым отношением твердой фазы к жидкой и устройство для его осуществления | 1956 |
|
SU110993A1 |
| Фильтр | 1960 |
|
SU136710A1 |
| Фильтр-осветлитель | 1958 |
|
SU120501A2 |
| Патронный фильтр для жидкости | 1987 |
|
SU1472092A1 |
| Фильтрпресс и роторный диск для фильтрпресса | 1986 |
|
SU1531841A3 |
| КАСКАДНЫЙ ФИЛЬТР | 1992 |
|
RU2069073C1 |
| СПОСОБ ЗАДЕЛКИ КОНЦОВ ПУЧКА ОТКРЫТОПОРИСТЫХ ТРУБОК ПРИ ИЗГОТОВЛЕНИИ БЛОЧНЫХ ФИЛЬТРУЮЩИХ ЭЛЕМЕНТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2316386C1 |
| УСТРОЙСТВО ДЛЯ СГУЩЕНИЯ САПРОПЕЛЯ | 2001 |
|
RU2204432C1 |
| КОМПЕНСАТОР ПОГРУЖНОГО ЛИНЕЙНОГО ЭЛЕКТРОДВИГАТЕЛЯ | 2014 |
|
RU2562906C1 |
| Дисковый вакуум-фильтр | 1976 |
|
SU944609A1 |