Изобретение относится к мембранной технике и может быть использовано в производстве блочных трубчатых фильтрующих элементов для макро-, микро-, ультра-, нано и диафильтрации в различных отраслях для концентрирования и очистки различных растворов и суспензий.
Фильтрующие элементы трубчатого типа обычно применяют в виде блочных (многотрубных) конструкций. Отсюда возникает проблема заделки концов пучка открытопористых трубок при изготовлении их блоков.
Известен способ заделки пучка открытопористых трубок, внутренняя поверхность которых покрыта полупроницаемой мембраной, в блок (пат. США 3834545) путем монтажа их концов в гнездах трубной решетки с использованием для герметизации резиновых уплотнений, которые на внутренней поверхности конца открытопористой трубки фиксируются с помощью распорных металлических колец.
Для выполнения известного способа заделки концов пучка открытопористых трубок при изготовлении блочного фильтрующего элемента используют две готовые трубные решетки и для каждой трубки два резиновых уплотнения и два распорных металлических кольца.
Однако этот способ заделки концов пучка открытопористых трубок и устройства для его осуществления имеют следующие недостатки: сильно затруднен монтаж нескольких длинных открытопористых трубок с резиновыми уплотнениями в гнездах трубных решеток, особенно со второго кольца; тонкостенные резиновые уплотнения при монтаже в гнезда трубных решеток и при установке распорных металлических колец деформируются, что может приводить к отсутствию необходимой герметизации, к тому же резиновые уплотнения под действием некоторых веществ при эксплуатации фильтрующих элементов набухают, деформируются и подвергаются абразивному износу, что также приводит к разгерметизации фильтрующего элемента; кроме того, поверхность в гнездах трубной решетки должна иметь высокий класс обработки.
Известен способ заделки концов пучка открытопористых трубок, внутренняя поверхность которых покрыта полупроницаемой мембраной (пат. США 5100549), путем размещения концов трубок в углублениях специальной трубной решетки и склейкой концов трубок в этих углублениях с трубной решеткой.
Недостатком этого способа являются трудности качественного размещения и склейки нескольких концов длинных трубок в узких углублениях специальной трубной решетки, особенно со второго конца.
Известен способ заделки концов пучков трубок в корпусе (пат. США 6113782) путем заливки и отверждения герметика с образованием вокруг всех трубок непрерывно связанной трубной решетки. Однако этот способ предлагается для герметизации концов тонкостенных капиллярных трубок при изготовлении фильтрующих элементов на основе полого волокна и непригоден для заделки пучков трубок с внутренним диаметром более 6 мм, обычно используемых для концентрирования, очистки и фракционирования компонентов технологических растворов и суспензий, а также сточных вод.
Наиболее близким по технологической сущности к заявленному техническому решению является способ заделки концов пучков трубок (пат. США 4747946) путем размещения трубок внутри цилиндрической пластмассовой трубы и заливки их концов эпоксидным компаундом с последующим отверждением его и образованием непрерывно связанной с трубками и трубой обоймы в виде трубной решетки.
Недостатком известного способа является трудность качественной герметизации пучка концов длинных трубок в длинной трубе (кожухе), особенно с другой стороны. Материалы трубы и компаунда должны иметь близкие температурные коэффициенты расширения, чтобы не произошла разгерметизация и попадание обрабатываемого раствора в камеру фильтрата. Компаунд подают через специальное отверстие в трубе (кожухе), которое затем герметизируют. Порцию заливаемого компаунда надо строго контролировать, так как полнота заливки не просматривается визуально. В патенте не приводится устройство для герметизации концов открытопористых трубок перед заливкой компаунда, но очевидно, что осуществляется это непросто, так как процесс происходит внутри трубы (кожуха). Для осуществления способа используются только заливочные компаунды холодного отверждения, так как пластмассовая труба (кожух) при высоких температурах будет деформироваться.
Технологической задачей, на решение которой направлено настоящее изобретение, является разработка более простого и надежного способа и устройства для заделки концов пучка открытопористых трубок при изготовлении блочных фильтрующих элементов.
Это достигается тем, что в известном способе заделки концов пучка открытопористых трубок при изготовлении блочных фильтрующих элементов герметизацией концов открытопористых трубок, заливкой в межтрубное пространство компаунда с последующим его отверждением и образованием вокруг всех открытопористых трубок непрерывно связанной крепежно-герметизирующей обоймы в виде трубной решетки и удалением герметизирующего устройства из каналов открытопористых трубок, согласно изобретению, концы открытопористых трубок опускают в съемный стакан, надевая их на оправки, размещенные вертикально в гнездах платформы, которая является опорой для концов открытопористых трубок и съемного стакана, перемещением оправок в осевом направлении деформируют находящиеся на оправках упругие уплотнительные втулки, которые фиксируют открытопористые трубки в вертикальном положении и запирают их каналы, в съемный стакан заливают компаунд и отверждают его, оправки возвращают в исходное положение, платформу и стакан снимают с образовавшейся обоймы на конце пучка открытопористых трубок.
Для осуществления предлагаемого способа заделки концов пучка открытопористых трубок при изготовлении блочных фильтрующих элементов в известном устройстве, содержащем цилиндр для образования формы обоймы и приспособления для фиксации открытопористых трубок в вертикальном положении и запирания их каналов, согласно изобретению, цилиндр выполнен в виде съемного стакана высотой с длину обоймы, а приспособление для фиксации открытопористых трубок в вертикальном положении и одновременного запора их каналов выполнено в виде имеющих упругие уплотнительные втулки оправок, размещенных на платформе, которая является опорой для концов открытопористых трубок и съемного стакана.
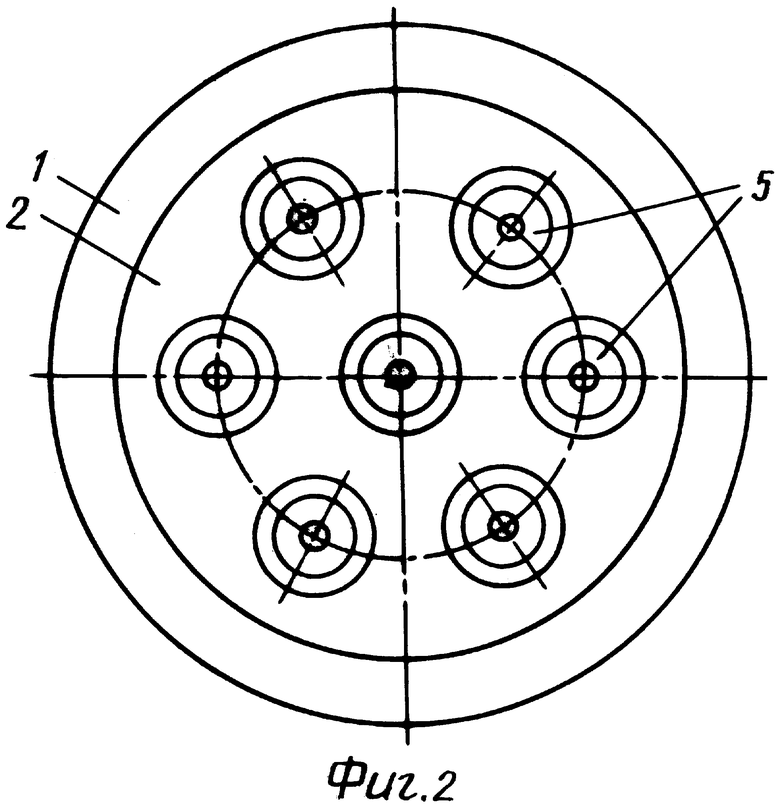
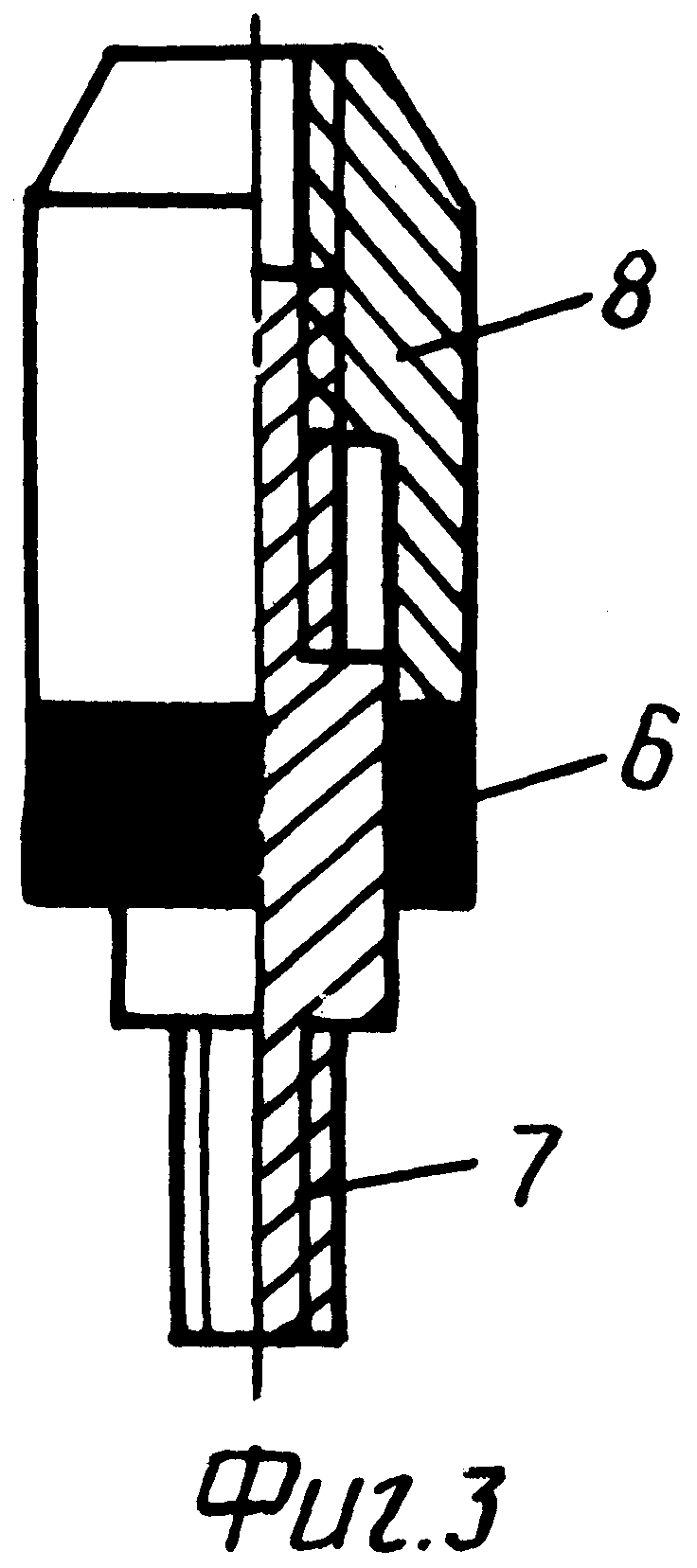
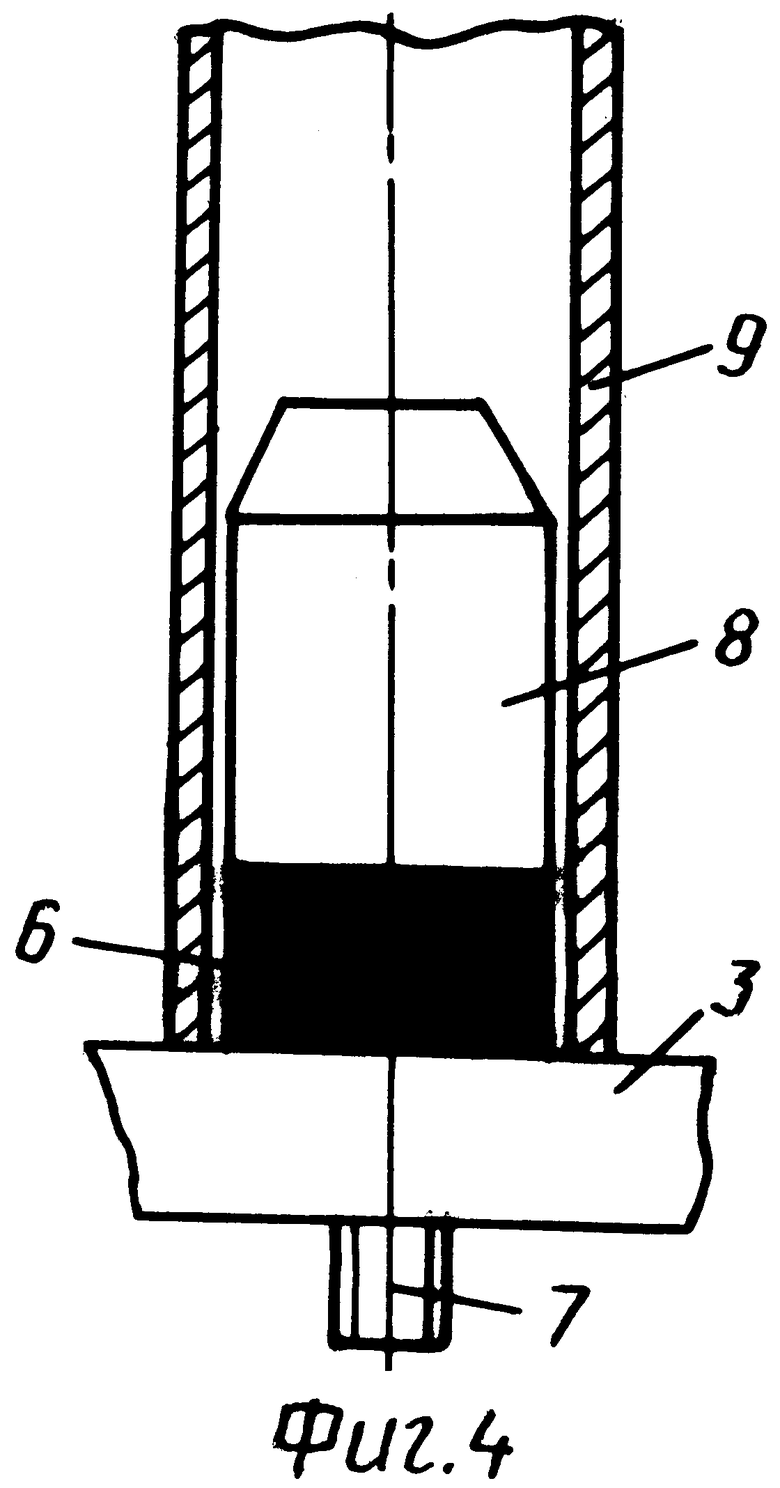
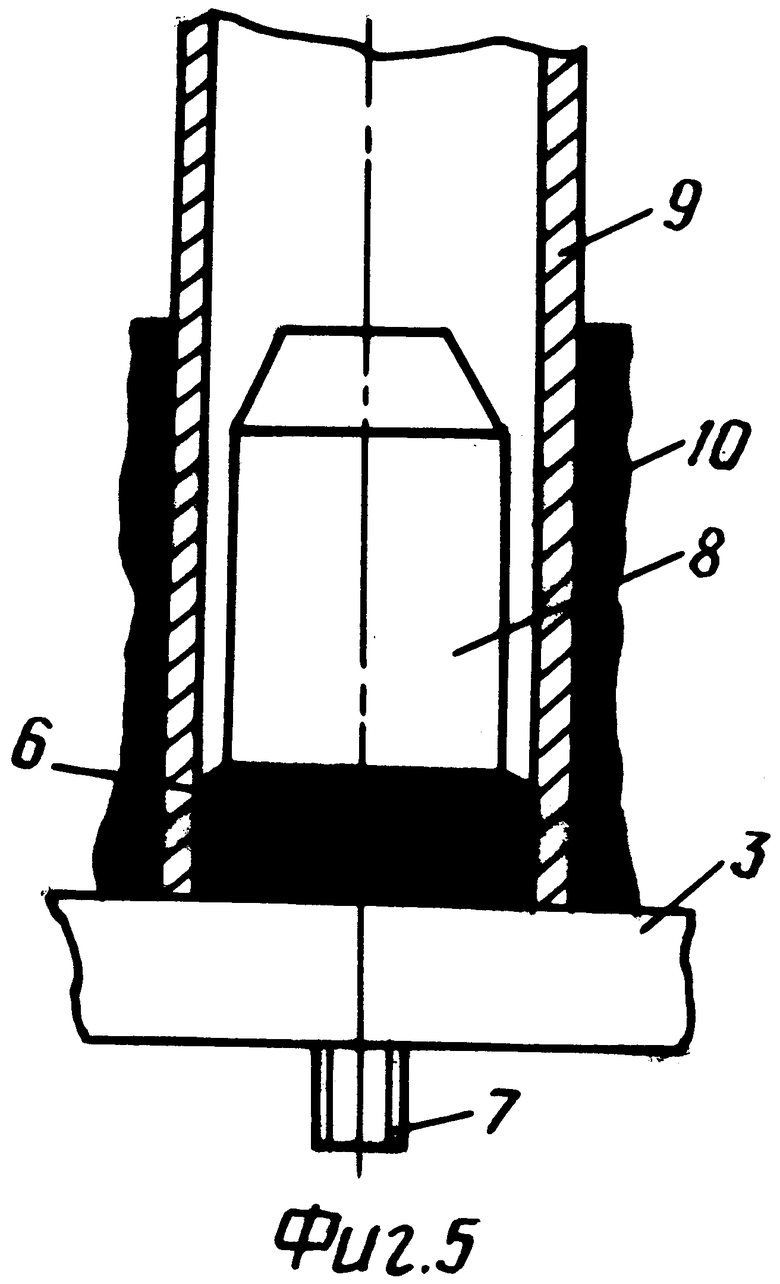
На фиг.1 изображен общий вид устройства для заделки концов пучка открытопористых трубок при изготовлении блочных фильтрующих элементов в разрезе, на фиг.2 - вид того же устройства сверху, на фиг.3 - оправка с упругой уплотнительной втулкой в разрезе, на фиг.4 показана оправка с упругой уплотнительной втулкой и открытопористой трубкой в разрезе на платформе, на фиг.5 - оправка с деформированной упругой уплотнительной втулкой и открытопористой трубкой в разрезе после заливки компаунда, на фиг.6 - вариант фильтрующего элемента, согласно настоящему изобретению, на фиг.7 - разрез его по обойме.
Устройство для заделки концов пучка открытопористых трубок при изготовлении блочного фильтрующего элемента (фиг.1 и 2) содержит съемный стакан 1, платформу 2, на которую он опирается, и тягу 3 для осевого перемещения оправки 5 с целью деформации упругих уплотнительных втулок 6.
Платформа 2 имеет гнезда 4 для оправок 5. Оправка 5 (фиг.3) имеет металлический стержень 7, упругую уплотнительную втулку 6 и винтовую головку 8, опирающуюся на верхний конец упругой уплотнительной втулки 6. Стержень 7 на концах имеет резьбы для головки и для крепления к тяге 3. Нижние концы упругих уплотнительных втулок 6 (фиг.1) и открытопористых трубок 9 (фиг.4 и 5), как и съемный стакан 1, опираются на платформу 3.
Съемный стакан 1, платформа 2, стержень 7 и головка 8 оправки изготавливаются из металла, упругая уплотнительная втулка 6 - из антиадгезионной к компаунду резины, например силиконовой.
Способ заделки концов пучка открытопористых трубок осуществляют следующим образом.
Внутреннюю поверхность съемного стакана 1 и поверхность платформы 2 смазывают для предотвращения прилипания компаунда. Съемный стакан 1 устанавливают на платформу 2 и опускают в него концы открытопористых трубок 9, надевая их на оправки 5, размещенные вертикально в гнездах платформы 2. Концы открытопористых трубок опираются на платформу 2 (фиг.3) и находятся напротив упругих уплотнительных втулок 6, находящихся на оправках 5 и опирающихся также на поверхность платформы 2. Воздействием на тягу 3 обеспечивают перемещение оправок 5 в осевом направлении, при этом упругие уплотнительные втулки 6, зажатые между головкой 8 и платформой 2, деформируются, расширяясь в диаметре. При этом происходит фиксация открытопористых трубок в вертикальном положении и одновременно запор их каналов. В съемный стакан 1 заливают компаунд 10 (фиг.5). Сборку устанавливают в термокамеру и при необходимости подогревают компаунд до нужной температуры для ускорения его отверждения. После охлаждения термокамеры, если температура была высокой, сборку вынимают. Воздействуя на тягу 3, оправки 5 смещают в исходное положение (фиг.3). Упругие уплотнительные втулки 6 распрямляются, открывают каналы на концах открытопористых трубок 9. Отделяют платформу 2, затем выталкивают из стакана 1 обойму 11 с герметизированными в ней концами открытопористых трубок. Подобным образом изготавливают такую же крепежно-герметизированную обойму 11 и на другом конце пучка открытопористых трубок 9. Полученный блок открытопористых трубок является фильтрующим элементом и пригоден для макрофильтрации и для микрофильтрации или ультрафильтрации с динамической мембраной. При нанесении на внутреннюю поверхность открытопористых трубок полимерной мембраны 12 получают блочные фильтрующие элементы с требуемым размером пор для микро-, ультра-, нано- и диафильтрации (фиг.6, 7).
Из сказанного ясно, что устройство для заделки концов пучка открытопористых трубок для изготовления фильтрующего элемента работает следующим образом. При включении привода тяги 3 происходит осевое смещение оправок 5, при этом головки 8 оправок давят на упругие уплотнительные втулки 6, опирающиеся на платформу 2. Под действием осевых усилий упругие уплотнительные втулки 6 деформируются и запирают каналы на концах открытопористых трубок 9.
Предлагаемый способ заделки концов пучка открытопористых трубок для изготовления блочных фильтрующих элементов и устройство для его осуществления по сравнению с известными имеют следующие преимущества: обеспечивается возможность получения крепежно-герметизирующих обойм на концах пучка открытопористых трубок при разных температурах более простым и удобным способом при хорошем визуальном наблюдении за результатом заполнения герметизирующим компаундом пространства между стаканом и открытопористыми трубками и межтрубного пространства. Это достигается за счет использования в устройстве для осуществления указанного способа съемного стакана высотой с длину крепежно-герметизирующей обоймы и перемещающихся в осевом направлении оправок с упругими уплотнительными втулками для фиксации открытопористых трубок в вертикальном положении и герметизации их каналов. Способ прост в исполнении и обеспечивает большую надежность получения качественной продукции, а устройство несложное конструктивно и в изготовлении.
Испытания предлагаемого способа заделки концов пучка открытопористых трубок и устройства для его осуществления показали их высокую надежность при длительной работе по получению трубчатых фильтрующих элементов для многих отраслей применения.

Изобретение относится к технологии изготовления трубчатых мембранных фильтрующих элементов, которые применяются в процессах макро-, микро-, ультра-, нано- и диафильтрации. Заделку концов пучка открытопористых трубок производят с использованием устройства, содержащего съемный стакан и приспособление для фиксации открытопористых трубок в вертикальном положении. Концы открытопористых трубок опускают в съемный стакан, надевая их на оправки, размещенные вертикально в гнездах платформы, которая является опорой для концов трубок и съемного стакана. Фиксацию трубок и одновременно запор их каналов осуществляют при осевом перемещении оправок. В съемный стакан заливают компаунд и отверждают его, оправки возвращают в исходное положение, платформу и стакан снимают с образовавшейся обоймы. Технический результат - упрощение процесса изготовления блочных трубчатых мембранных элементов и обеспечение высокого качества продукции. 2 н.п. ф-лы, 7 ил.
| US 4747946 А, 31.05.1988 | |||
| US 6113782 А, 05.09.2000 | |||
| US 5100549 А, 31.03.1992 | |||
| US 3834545 A, 19.09.1974 | |||
| Узел крепления трубчатых мембранных элементов в трубной решетке | 1989 |
|
SU1768255A1 |
| Мембранный аппарат | 1988 |
|
SU1606165A1 |

