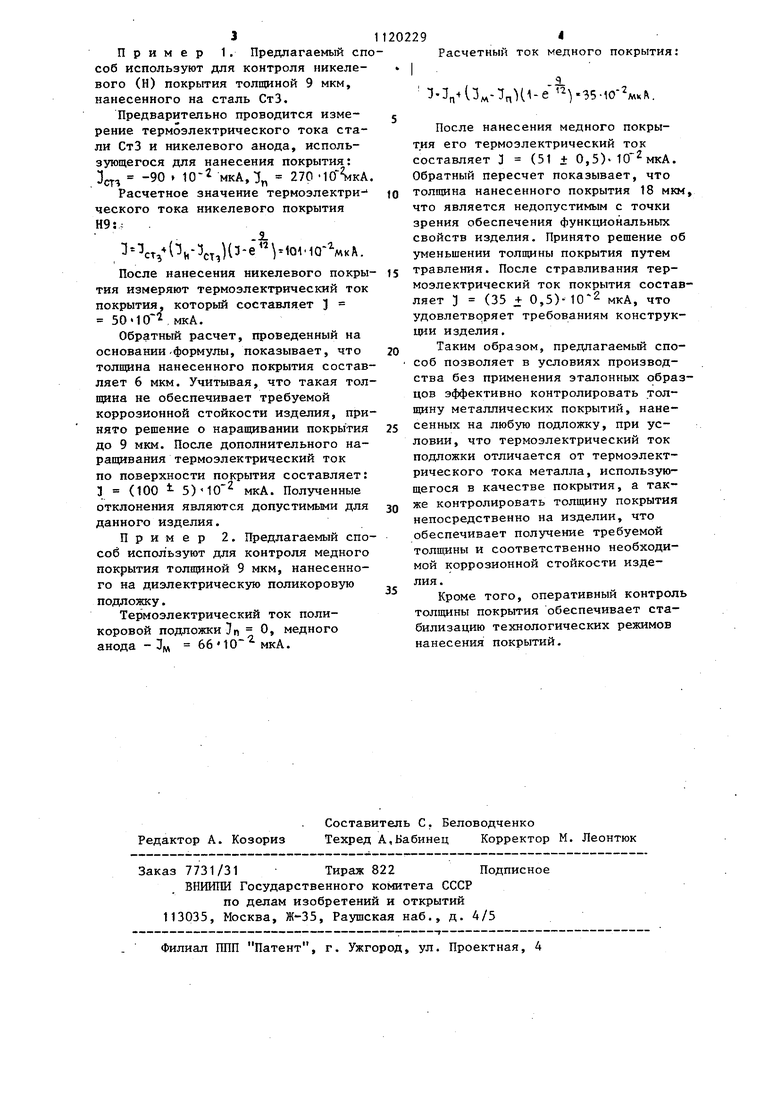
Изобретение относится к нераэрушаю щему контролю, в частности толщины металлических покрытий. Известен гравиметрический спосо определения толпщны покрытий, осно ванный на определении массы покрытия путем взвешивания . Недостатком этого способа являе ся ограниченность его.применения (используется только для деталей небольших размеров). Наиболее близким к изобретению техническим решением является способ контроля толщины металлических покрытий, основанный на измерении термоэлектрического тока, возникаю щего при приложении нагретого металлического стержня к покрытию в контуре покрытие - стержень-микроамперметр-покрытие, и последующем сравнении полученного значения тока с термоэлектрическим током, воз никающим на эталонном покрытии 2J Недостатком известного способа является необходимость изготовления эталонных покрытий для проведения сравнительных Измерений. Цель изобретения - упрощение контроля. Поставленная цель достигается тем, что согласно способу контроля толщины металлических покрытий, основанному на Измерении термоэле1 рического тока, возникающего при приложении нагретого металлического стержня к покрытию на подложке в контуре покрытие - стержень-микр амперметр-покрытие, дополнительно .измеряют термоэлектрический ток подложки Тд , термоэлектрический ток металла Л , используемого в к честве покрытия, а измеренную вели чину термоэлектрического тока срав вают с величиной тока, рассчитанной по формуле -Vl M- o t3-e- ). где L - константа, определяемая конструкцией устройства, предназначенного для контроля термоэлектрического тока; d - требуемая толщина металлического покрытия. Расчетная формула получена в пр цессе экспериментальных исследований зависимости термоэлектричес92кого тока от толщины металлических покрытий, нанесенных на различные материалы.,В качестве металлических покрытий используются медь, никель и кадмий, а в качестве металлов, на которые наносятся покрытия сталь СтЗ и латунь ЛбЗ. , На чертеже показано устройство для контроля термоэлектрического. тока для осуществления предлагаемого способа. « Устройство состоит из измерительного (горячего) 1 и холодного 2 стержней, микроамперметра 3 (типа М95), переключателя 4, нагревателя 5 и блока 6 питания. При включении блока 6 питания с помощью нагревателя 5 происходит разогрев измерительного стержня 1 до 135 С. Измерение термоэлектрического тока производится путем .приложения холодного 2 и измерительного (горячего) 1 стержней к контролирующему покрытию 7, нанесенному на подложку 8. В точке контакта измерительного стержня 1 с покрытием 7 возникает термо-ЭДС, которая создает термоэлектрический ток в цепи контура измерительный стержень 1 - микроамперметр 3 колодный стержень 2 - покрытие 7 измерительный стержень 1. Переключатель 4 предназначен для измерения направления тока при изменении полярности термо-ЭДС. Константа устройства, рассчитанная на основании сравнительных измерений толщины различных видов металлических покрытий, проконтролированных термоэлектрическим и весовым методами, составляет L 1/12. Контроль толщины металлических покрытий осуществляется следующим образом. Перед нанесением покрытия измеряют термоэлектрический ток подложки, на которую наносится покрытие, и термоэлектрический ток металла, который используется в качестве покрытия. Далее, зная требуемую толщину наносимого металлического покрытия, рассчитывают по формуле величину термоэлектрического тока, соответствующего данному покрытию. После нанесения металлического покрытия измеряют его термоэлектрический ток и эту величину сравнивают с величиной тока, рассчитанного по формуле.
3
Пример 1, Предлагаемый способ используют для контроля никелевого (Н) покрытия толщиной 9 мкм, нанесенного на сталь СтЗ.
Предварительно проводится измерение термоэлектрического тока стали СтЗ и никелевого анода, использующегося для нанесения покрытия: Зет, ° MKA,:J 270 -юЛкА Расчетное значение термоэлектри- ческого тока никелевого покрытия Н9::
,V(-W -« o iQ После нанесения никелевого покрытия измеряют термоэлектрический ток покрытия, который составляет 3 50 «10 мкА.
Обратный расчет, проведенный на основании-формулы, показывает, что толщина нанесенного покрытия составляет 6 мкм. Учитывая, что такая толщина не обеспечивает требуемой коррозионной стойкости изделия, принято рещение о наращивании покрытия до 9 мкм. После дополнительного наращивания термоэлектрический ток по поверхности покрытия составляет: - (100 5)40 мкА. Полученные отклонения являются допустимыми для данного изделия.
Пример 2. Предлагаемый способ используют для контроля медного покрытия толщиной 9 мкм, нанесенного на диэлектрическую поликоровую подложку.
Термоэлектрический ток поликоровой подложки }п О, медного анода - JM 6610 мкА.
120229
Расчетный ток медного покрытия:
а.
)-35-10- ма.
После нанесения медного покрытия его термоэлектрический ток составляет 3 (51 ± 0,5) 10 мкА.
Обратный пересчет показывает, что толщина нанесенного покрытия 18 мкм что является недопустимым с точки зрения обеспечения функциональных свойств изделия. Принято решение об уменьшении толщины покрытия путем травления. После стравливания термоэлектрический ток покрытия составляет 3 (35 + 0,5) „кд ,0
удовлетворяет требованиям конструкции изделия.
Таким образом, предлагаемый способ позволяет в условиях производства без применения эталонных образцов эффективно контролировать толщину металлических покрытий, нанесенных на любую подложку, при условии, что термоэлектрический ток подложки отличается от термоэлектрического тока металла, использующегося в качестве покрытия, а также контролировать толщину покрытия непосредственно на изделии, что обеспечивает получение требуемой толщины и соответственно необходимой коррозионной стойкости изделия.
Кроме того, оперативный контроль толщины покрытия обеспечивает стабилизацию технологических режимов нанесения покрытий.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ определения толщины оксидных покрытий деталей машин | 2024 |
|
RU2837987C1 |
| СПОСОБ ИЗМЕРЕНИЯ ТЕПЛОПРОВОДНОСТИ И КОНТАКТНЫХ СОПРОТИВЛЕНИЙ МНОГОСЛОЙНЫХ НАНОПОРИСТЫХ МАТЕРИАЛОВ | 2022 |
|
RU2792838C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ МОДУЛЬ С УЛУЧШЕННЫМ ТЕПЛООБМЕНОМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2185042C2 |
| Первичный преобразователь гигрометра точки росы | 1989 |
|
SU1711057A1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ДИЭЛЕКТРИЧЕСКОГО ПОКРЫТИЯ МЕТАЛЛИЧЕСКОЙ ПОДЛОЖКИ | 2017 |
|
RU2656292C1 |
| ТЕРМОЭЛЕКТРИЧЕСКИЙ ГЕНЕРАТОР (ВАРИАНТЫ) И СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОЭЛЕКТРИЧЕСКОГО ГЕНЕРАТОРА | 2005 |
|
RU2303834C2 |
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ МЕТАЛЛОДИЭЛЕКТРИЧЕСКИХ СТРУКТУР | 2013 |
|
RU2534728C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ СПЛОШНОСТИ ПОКРЫТИЯ НА ЛИСТОВОМ ПРОКАТЕ ПРИ ЕГО ДЕФОРМАЦИИ | 2016 |
|
RU2622224C1 |
| КОНТАКТНОЕ СОЕДИНЕНИЕ УЗЛА ТОКОПОДВОДА К КАТОДНОЙ СЕКЦИИ ЭЛЕКТРОЛИЗЕРА | 2005 |
|
RU2318926C2 |
| ЭЛЕКТРОМАГНИТНЫЙ ПРЕОБРАЗОВАТЕЛЬ | 2014 |
|
RU2577083C1 |
СПОСОБ КОНТРОЛЯ ТОЖЕИНЫ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ, основанный на измерении термоэлектрического тока, возникающего при приложении нагретого металлического стержня к покрытию на подложке в контуре покрытие - стержень-микроамперметр-покрытие, отличающийся тем, что, с целью упрощения контроля, дополнительно измеряют термоэлектрический ток подложки 3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Пркрытия металлические и неметаллические, неорганические | |||
| Правила приемки и методы контроля | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Денель А.К | |||
| Дефектоскопия металлов | |||
| М., Металлургия, 1972, с | |||
| Автоматический тормоз к граммофону | 1921 |
|
SU303A1 |
